基于图像处理的轮胎胶条宽度控制的应用研究
2014-03-13陆姜江李世令
陆姜江,李世令
(1.桂林电子科技大学 电子工程与自动化学院,广西 桂林 541004;2.广西桂林市金山化工有限责任公司,广西桂林 541004)
随着汽车工业的快速发展,对轮胎的品质也提出了更高的要求。轮胎胎面胶条作为轮胎生产过程的一个基本组成部分,质量的好坏直接关系到轮胎成品的总体质量。挤出机作为生产胎面胶条的设备,目前在实际生产中主要通过人为输入固定的转速数值来达到控制的目的,其主要以开环控制为主。但通常这些数值都不是最佳参数,挤出的转速过快或过慢均会影响胶条的生产质量。
本文利用数字图像处理的技术,通过实时测量挤出胶条的宽度,结合挤出机机头的压力进行反馈控制,优化胶条挤出控制系统,并通过Matlab 进行了设计仿真[1]。结合理论与仿真的结果表明,数字图像处理技术具有良好的控制性能。
1 系统的结构
当今主流的橡胶挤出机控制系统主要是通过机头的压力传感器实时测量挤出压力并判断挤出量。但受限于压力传感器的精度和橡胶粘度等因素,仅通过挤出压力来判断挤出胶条的形状会带来一定的误差,压力的大小并不能真正反映出胶条宽度的大小。此次设计通过对挤出胶条图像的采集,计算出实际胶条的宽度,辅助压力的反馈控制可对挤出机的螺杆转速进行实时调整,以达到稳定轮胎胶条输出宽度的目的。图1为轮胎胶条宽度控制系统的系统框图。
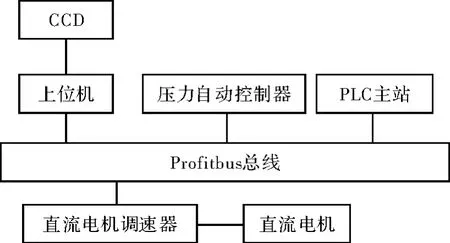
图1 轮胎胶条宽度控制系统框图
轮胎胶条宽度控制系统包含了CCD 高清摄像机、直流数字调速器、熔体压力自动控制器、上位机监控等先进技术。该系统可根据挤出胶条的宽度和挤出机的机头压力,通过Profitbus 总线进行数据的传输,并通过PLC 主站对数据进行处理,同时对挤出机的螺杆转速进行实时调整。其中图像采集部分采用了130 万像素的工业CCD,其具有解析度高噪点低的特点,可通过上位机编程触发控制图像的采集与处理。
2 图像处理
轮胎胶条的图像通过CCD 采集后,通过PC 提取出宽度信息,其处理过程如图2 所示。考虑到在生产过程中周围的干扰因素过大,因此对滤波环节提出了较高的要求。同时对边缘信息提取的准确性也决定了宽度反馈信息的正确性。这两者结果的好坏直接影响了控制效果[2]。在此,主要对图像处理环节中的图像滤波和图像边缘提取部分进行了研究。
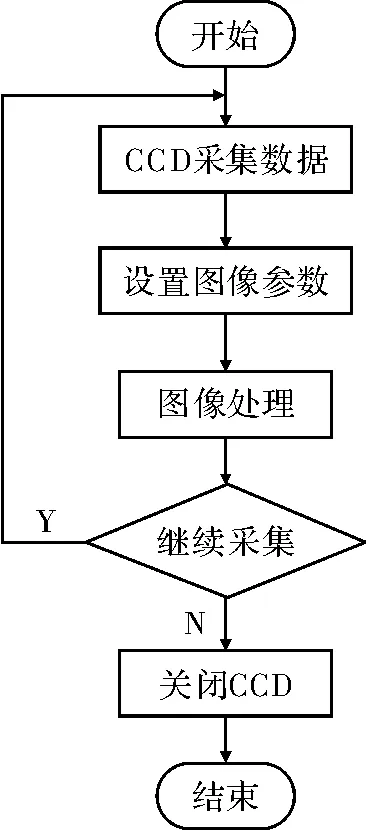
图2 CCD 采集图像过程
2.1 图像滤波
数学形态学是一种非线性的图像处理方式,是一种针对集合处理的过程。其由一组形态学的算子构成,最基本的运算方法是腐蚀和膨胀。式(1)为腐蚀的定义,式(2)为膨胀的定义

利用B 算子对E 进行腐蚀之后,可使B 中的元素包含于E 中构成新的集合。腐蚀可使得图像灰度结构的亮度增加,像素值较低的部分则会被细化。而利用B 算子对E 进行膨胀后,可使B 和E 中交集的非空元素构成新的集合。像素值较深的部分会扩大。腐蚀和膨胀之间的组合还可构成开运算和闭运算。
开运算是先膨胀再腐蚀,其可消除与结构元素相比形状较小的细节,保持整个图像的灰度值和高亮度区域。闭运算是先进行膨胀再进行腐蚀,其可消除比结构元素相比形状小的暗细节,并保持整个图像灰度值和较大的暗区域。由于轮胎胶条的颜色呈均匀的黑色,故在图像中间灰度值较小。同时观察采集图像,噪点多是灰度值较小的暗色,在此对图像采用闭操作[3-4]。输出图像如图3(b)所示。

图3 数学形态学滤波处理图
通过处理图像可知,轮胎胎面的主体部分保留完整,边缘信息分明。同时胶条上方部分和下半部分的噪点均基本被消除,因此具有良好的滤波效果。
2.2 边缘提取
图像的边缘是分析和理解图像的基础,提取边缘的方法一般是基于微分算子的边缘检测算法。典型的算子有一阶的Sobel 算子、二阶的拉普拉斯算子和Canny 算子。
2.2.1 Sobel 算子
Sobel 算子边缘检测主要是通过两个方向的模版与图像进行领域的卷积所完成的,而两个方向分别进行垂直方向的检测和水平方向的检测。其采用像素点上下或左右邻点的灰度值进行加权计算,Sobel 算子在检测边缘点的同时具有抑制噪声的能力。Sobel 算子的模版为

2.2.2 拉普拉斯算子
拉普拉斯算子是二阶导数的算子,可对任意方向的图像进行滤波,且对于目标物体的放置无特定要求。拉普拉斯算子对图像的灰度突变较为敏感,能够有效地检测出大多数目标边缘,但受噪声的影响较大,抗噪声的能力较弱。常用的拉普拉斯算子模版为

2.2.3 Canny 算子
Canny 边缘检测算子是John F.Canny 开发的一个多级边缘检测算法,其具有识别精度高,噪声影响小的特点。对于图像f(x,y),Canny 算子的计算实现步骤为:设图像中心边缘点为算子G(x,y),其二维高斯函数为

得到x,y 方向的梯度为

将∂G/∂x 和∂G/∂y 分别与图像f(x,y)进行卷积,得到
反应图像点(x,y)处的边缘强度M(x,y)和法向矢量α(x,y)的计算式为

当图像满足3 个条件,便可认定为设定图像的边缘点。其分别为:(1)点边缘的强度大于沿其梯度方向的两个边缘像素点的强度;(2)此点梯度方向上的相邻两点的梯度方向差<45°;(3)此点中心领域中边缘强度的极大值小于Canny 算法设定的阈值。
2.3 边缘提取的结果分析
通过对3 种边缘提取方法进行实验得出结果如图4所示。

图4 3 种边缘算子提取的结果
从图如可看出,Sobel 算子提取的精度较低,轮胎胶条的上半边缘消失。拉普拉斯算子虽可提取出轮胎胶条边缘,但图像下半部分噪声严重,且所提取的边缘不清晰,不利于对轮胎胎面的宽度进行判断。而Canny 算子可较好的提取出轮胎胶条的轮廓信息,并去除了大部分噪声。
通过对像素信息的提取,可直接测量得出胎面的宽度像素距离。利用VS2010 的COM 组件可将检测得到的宽度数据实时传输到PC 上位机。并通过PC 将数据传入PLC 达到实时反馈宽度信息的目的。在上位机中,图像的标定可以通过测量校准件的宽度获得像素的标定值[5]。上位机设计界面如图5 所示。
3 图像处理在测量中的应用
3.1 系统设计
目前主流的挤出机控制系统主要采用压力反馈控制来确保输出的稳定,本文在采用挤出压力-螺杆转速的闭环控制的基础上,提出了一种挤出压力和图像测宽联合控制螺杆转速的方法,如图6 所示。
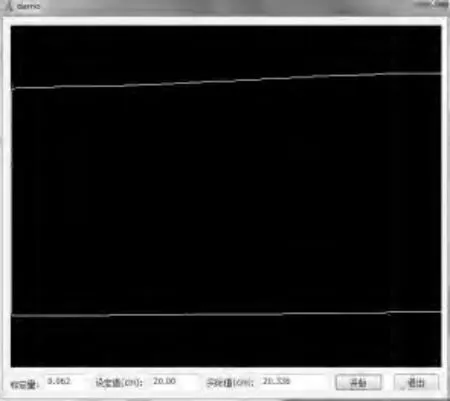
图5 上位机设计界面
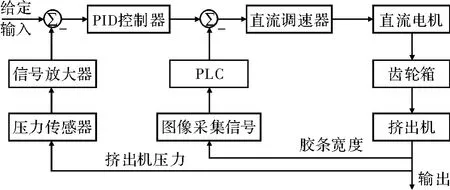
图6 系统闭环设计图
在主回路中采用挤出压力控制螺杆转速的闭环反馈控制,给定的输入为给定压力对应的电压信号μ,压力传感器检测出输出的压力信号,通过信号放大器将微小的输出信号放大得到反馈电压υ,通过μ 和υ 的差值对电机的速度进行调节,从而实现对挤出压力的稳定控制。
在次回路为轮胎胶条宽度信号与直流电机转速的闭环反馈控制。根据检测出的宽度值与期望宽度值的差值,通过PC 将信号传入PLC,再通过PLC 的D/A 模块将相应的电压量传入直流调速器。这样可保证在挤出压力稳定的情况下,输出胶条宽度的稳定,同时降低了压力传感器的灵敏度对挤出量的影响。
3.2 直流电机调速控制系统
直流电机调速器是系统的动力拖动部分,其包含了两个双闭环的环节,即电流环和转速环,其结构如图7所示。
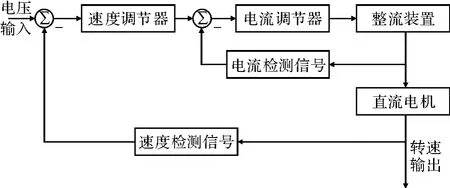
图7 直流电机调速系统
电流环作为系统的内环采用的是PI 控制的方法,其可根据转速的偏差来调节电机电枢电流,以提高系统的动态响应性能。外环是转速环,采用PID 控制的方法,可根据外部反馈的信号对电流环进行控制。当转速低于要求转速时,转速调节器的输出电压增加,使得电流环中的电机电流增加,让电机获得加速转矩。同时通过电流环的调节使得电机电流下降,电机将会因电磁转矩减小而减速。当转速调节器达到饱和值时,电流环即可用最大电流限制实现电机的加速,使得电机的启动时间最短,并达到快速响应的目的[6]。
4 系统的仿真
系统的直流电机参数:Pe=185 kW,Re=1 500 r·min-1,Ue=440 V,Ie=459 A,Rα=0.032 5 Ω;晶闸管变流器的放大系数Kv=30;电枢回路总电阻RΣ=0.5 Ω;电枢回路总电感L=0.91 mH;电动机轴上总飞轮力矩GD2=10 kg·m2;电动机启动电流I=1.5 Ie。电枢回路时间常数TL=L/RΣ=0.000 91/0.5=0.002 s;变流装置滞后时间常数TV=0.001 67 s。系统的数学模型构造如图9 所示。
在图9 中挤出机反馈压力为0.1/10 的比例环节,图像测宽环节为0.01/1 的比例环节。齿轮箱和挤出机的环节由经验公式可分析得出为典型的比例环节。实际情况和理论输出会形成一定的误差,为更好地模拟实际情况,在挤出机传递函数的基础上加上了误差补偿。图8 为该系统的仿真输出波形,仿真证明了该系统具有良好的控制效果。
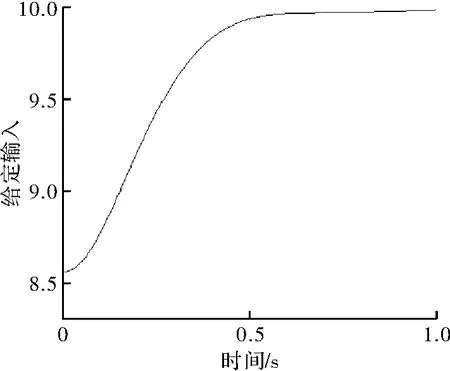
图8 系统仿真输出波形
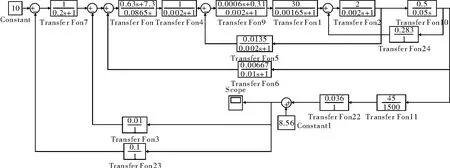
图9 胶条宽度控制系统的数学模型图
5 结束语
研究了基于图像处理的轮胎胶条宽度控制方法,分析了图像滤波和边缘提取的算法,最终采用数学形态分析法和Canny 算子成功对轮胎胶条的采集图片进行了边缘提取。并通过双回路的控制方法,保证了系统在压力稳定的前提下,利用图像宽度对挤出机进行控制。实验证明,基于图像处理的轮胎胶条宽度控制系统可行性高,反应时间短,具有良好的鲁棒性。
[1] 刘金琨.先进PID 控制及其Matlab 仿真[M].北京:电子工业出版社,2003.
[2] 李杏梅,陈亮,严国萍.基于自适应软阈值和边缘增强的图像去噪[J].电子测量技术,2008,31(7):5-6.
[3] 张世铭,王振和.直流调速系统[M].武汉:华中理工大学出版社,1997.
[4] 李庆飞,陈乐庚.参数自调节模糊PID 控制在胎面联动线直流调速系统的应用研究[J].科学技术与工程,2012,12(4):69-73.
[5] 刘志敏.基于数学形态学的细化算法[J].上海交通大学学报,1998,32(9):15-19.
[6] PREVIDI F,SAVARESI S M,PANAROTTO A.Design of a feedback control system for real-time control of flow in a single-screw extruder[J].Control Engineering Practice,2006,14(9):1111-1121.
