热源辅助搅拌摩擦焊的研究进展
2014-03-12封小松侯正国
许 辉 ,封小松 ,崔 凡 ,李 颖 ,侯正国
(1.上海航天设备制造总厂,上海200245;2.唐山轨道客车有限责任公司,河北唐山063035)
0 前言
搅拌摩擦焊FSW(Friction Stir Welding)是一种理想的固相焊接技术,已广泛应用于航天、航空、汽车、造船等诸多制造领域中的铝合金、镁合金等轻质合金的焊接。FSW主要是依靠搅拌头和工件的摩擦生热,同时搅拌完成工件的连接,需要相对较大的压紧力和移动焊接工具向前运动的力,设备一般很笨重和复杂;焊接熔点高、厚度大的材料时,焊接速度往往较低[1-3]。为克服上述不足,在FSW技术的基础上研究出复合热源搅拌摩擦焊。
热源辅助搅拌摩擦焊是利用辅助热源与FSW复合,将辅助热源的高效加热和FSW的固态焊接的优势结合,从而形成新的更为先进的复合焊接方法。在此归纳分析了这种新方法的基本过程、工艺优化以及所展现的优势,并探讨了其发展前景。
1 复合焊接的基本过程
热源辅助搅拌摩擦焊可分为三个过程:产热、搅拌、锻压,在整个焊接过程中,辅助热源只起辅助作用,主要加工成形过程由FSW完成。
1.1 产热过程
产热过程的热输入大小对于焊接成形非常重要,所以辅助热源提供的热量占焊接所需热量的比例是热源辅助搅拌摩擦焊的关键。
FSW的热源主要由轴肩与母材的摩擦产热,搅拌头受力较大,所以容易出现搅拌头磨损甚至折断的情况[1]。辅助热源为焊缝提供了额外的热量,材料被预热软化,由搅拌工具的机械作用产生的摩擦热也会相应减少,整体焊接热源变成由辅助热源以及摩擦热共同组成[2]。
有些情况下,如焊接过程中使用无轴肩搅拌工具,摩擦热进一步减少,辅助热源产热成为复合焊接主要热输入。马歇尔太空飞行中心提出的超声辅助搅拌摩擦焊采用超声能量使材料达到塑性状态,搅拌工具无轴肩,该设计的主要目的是实现产热与搅拌两个过程的独立控制,并利用该技术开发便携式FSW设备[4]。Ding在热搅拌焊(TSW)专利中认为轴肩与搅拌针一体式转动制约了焊接速度,提出利用辅助热源提前软化甚至熔化材料(材料熔化后需待其冷却至塑性状态),无轴肩搅拌工具完成搅拌成形[5]。但焊接过程中塑性金属少了搅拌工具轴肩的锻压作用,焊缝缺陷可能增多,所以一般情况下,即使有辅助热源的FSW,搅拌工具也带有轴肩,但轴肩尺寸可适当减小。
1.2 成形过程
焊接热源使搅拌头周围金属形成塑性软化层,软化金属在搅拌头旋转的作用下填充搅拌针后方形成的空腔,并在搅拌头轴肩与搅拌针的搅拌及挤压作用下实现焊缝成形,所以材料的流动能力对焊缝成形很重要。
复合焊接过程中受到辅助热源的影响,塑形软化材料增多,材料流动以及转移能力提高。Casalino[6]、Bang[7]、贺地求[8]等人通过焊缝性能研究发现辅助热源能够提高材料塑性流动能力,其中比较特殊的是超声辅助热源,虽然超声转换的热量相比其他热源有所不足,但超声振动在一定程度上能够减少变形阻力和流动应力,提高金属的塑性流动性,使晶粒细化、组织均匀化、热影响区减少。
文献[4]还发现复合焊接得到的焊缝横截面形貌与常规FSW并无区别,分为焊核区、热机影响区、热影响区和母材,说明辅助热源对焊缝组织分布影响影响较小。
2 复合焊接工艺优化
热源辅助搅拌摩擦焊尚未得到广泛应用的原因很多,原因之一是常规FSW由于热输入低、固态成形,已经是非常成功的焊接方法;另一个原因是复合焊接所需考虑的工艺参数复杂,不仅仅是FSW以及辅助热源工艺参数数量的叠加,很多重要的新参数也随之出现,比如:(1)辅助热源的类型;(2)FSW与辅助热源复合方式;(3)辅助热源的相对位置;(4)辅助热源的相对热输入。
下面根据不同研究者的研究总结出一些最重要的参数设定。
2.1 辅助热源的选择
辅助热源主要作用是加热材料,值得注意的是其加热特性。感应热是常用的加热方法,激光、电弧、电阻热等为常规焊接方法的热源,几种辅助热源的特性如表1所示。

表1 各类辅助热源特性
(1)感应热[9]。
感应热作为辅助热源,加热速度快,电流的频率越高加热效率也越高,但无法实现精确加热,当频率过高时,工件表面升温较快,易造成工件氧化。
(2)电弧[10-11]。
电弧的形式有TIG、等离子弧等,电弧焊接已很成熟,通过焊接电流和焊接速度控制电弧的热输入。电弧相比感应热加热位置更加精确,热输入的控制更加方便,但强烈的弧光可能会干扰搅拌头压入量的调节。
(3)激光[12-13]。
激光能量密度高,方向性好,聚焦的光斑小,有利于精度的加热,相比感应热和电弧独立辅助热源,激光的精确加热具有独特的优势。但一般金属对激光的反射率高,能量利用率低。
(4)超声[14]。
超声作为辅助热源时,传统搅拌工具和超声换能器系统连为一体,超声振动从搅拌针底部导出。超声产热效率不高,但超声的振动效果有利于促进金属的流动。
(5)电阻热[15-16]。
搅拌工具以及工件之间形成回路电流,电流经过搅拌工具以及工件之间的接触电阻从而产生电阻热,软化材料。电阻热热量集中,可明显降低焊接作用力,在焊接厚板时,加热较均匀,但不适用于陶瓷类非导电材料的搅拌工具。
2.2 辅助热源的复合方式
辅助热源提供能量,与FSW复合时要考虑其能量特征,两者的复合方式对于复合焊接非常重要,目前很少有商业化的复合搅拌摩擦焊设备,从近几年的研究可知,复合方式可分为旁轴复合和同轴复合。
图1为旁轴复合,将辅助热源外置于搅拌工具前方,加热焊缝传递能量,该复合方式易于实现,加热位置易于控制,但同时有可能扩大热影响区。图2为同轴复合,该复合方式将辅助热源与搅拌工具连为一体或内置于搅拌工具内,再通过搅拌工具将热量传递至焊缝,该复合方式提高了辅助热源与FSW的耦合程度,但搅拌工具设计更加复杂,对设备要求更高。

图1 旁轴复合

图2 同轴复合
2.3 辅助热源的相对位置
辅助热源相对位置的调整可调节FSW焊接过程中前进侧和返回侧的不均匀性,在焊接异种材料时具有独特优势。对于激光以及电弧等能够实现精确加热的辅助热源,加热位置更加重要。Sun[17]的研究发现,由于塑性金属在前进侧和返回侧的流动行为存在差异,当激光聚焦在返回侧时,总的热输入是最大的。相反聚焦在前进侧时,总的热输入最低。激光焦点的相对位置如图3所示。
异种材料焊接时,辅助热源可区别加热焊缝两侧金属,使异种材料同时达到塑性状态。比如铝-不锈钢[7]、铝-钛合金[18],辅助热源偏置于熔点较高的材料一侧,提高其软化程度,而且能够避免熔点较低的材料过热,从而提高整体的材料流动能力。
由于激光光斑较小,激光束的聚焦位置会对预热效果产生影响。激光束聚焦在搅拌工具前方10 mm时,在搅拌工具移动到聚焦点前,热量有足够的时间扩散到较大的区域,整个搅拌工具周围的材料都能软化,搅拌工具的转矩明显下降,当聚焦距离缩小至5 mm时,在搅拌工具移动到聚焦点前,只有小范围的材料被软化,搅拌工具依然需要较大的转矩[17]。
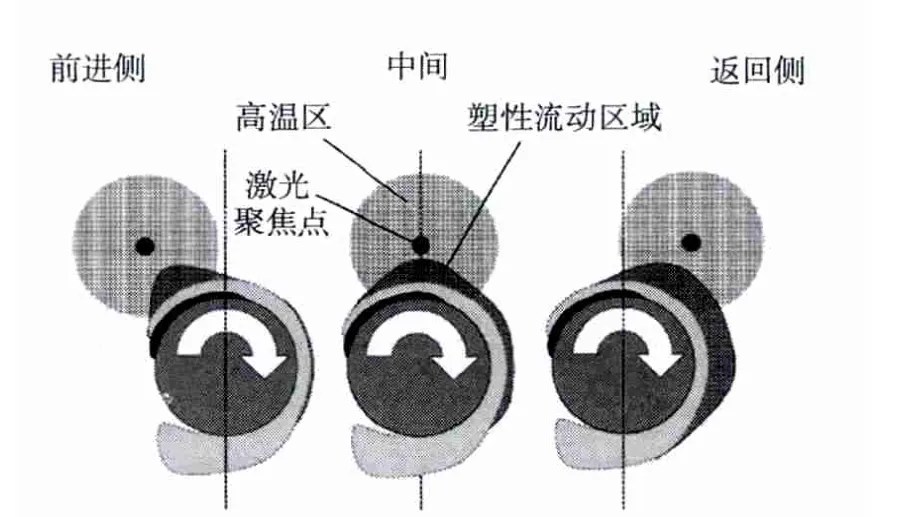
图3 激光焦点的相对位置[17]
3 热源辅助搅拌摩擦焊的优势
3.1 焊接作用力
搅拌摩擦焊作用力主要有顶锻力、转矩、前进抗力,辅助热源直接为焊缝提供了热量,材料被软化,强度及硬度减小,相比常规FSW,焊接作用力减少,搅拌头的磨损也会下降,搅拌头的寿命会得到极大的延长。
Ferrando[19]焊接4.7 mm厚的5083铝合金板,在电阻热的辅助下,顶锻力只需要约450 N就可以获得无缺陷的焊缝,相同参数下的常规FSW顶锻力需要大约4.5kN,顶锻力的显著下降有助于便携式FSW设备的研发。
焊接作用力下降能够降低工装夹具的强度和刚度要求。Palm等人[12]使用激光预热工件后,只使用了简单的装夹就完成了焊接,提高了焊接效率。
搅拌工具与材料的机械作用减弱,自然会减少搅拌工具的磨损。Ding[20]利用感应线圈将钛合金预热到595℃,使用氩气对焊缝进行保护,在2 m的焊缝中没有发现搅拌头的磨损碎片。
3.2 焊接速度
复合焊接最明显优势是焊接速度的提高,提高的幅度与辅助热源的热输入相关,热输入越大,材料软化程度越高,前进阻力越小,焊接速度提高的也就越多。
焊接低熔点材料时,焊速的提高除了提高效率外,也为了避免热输入高而过热。在Midling[9]的研究中,5 mm厚的铝合金被感应热加热到440℃,焊接速度提高到2 m/min。当转速等参数不变时,加入辅助热源一般都能够提高焊接速度,如2219铝合金的复合焊接速度较常规FSW提高一倍[21]。
高熔点材料的FSW焊接速度较低,提高焊接速度意义更大。如S45C钢[17]和Inconel 600镍基合金[22]的常规FSW焊接速度分别只有300 mm/min、400 mm/min,加入辅助热源后,焊接速度都能提高1.5倍以上,焊接效率明显提高。
3.3 焊缝质量
焊缝质量的提高主要体现在焊接缺陷的减少和接头强度的提高。
(1)表面沟槽及内部孔洞缺陷减少。
常规FSW减少表面沟槽及内部孔洞等材料缺失型缺陷的方法有降低焊接速度、改善搅拌工具形状等,Casalino[6]、Bang[7]等研究者发现,热源辅助也能够减少这些缺陷的出现,主要原因是辅助热源直接为焊缝提供的热输入使材料更易于软化,塑性材料增多,材料的流动、转移能力提高,焊缝更易良好成形。
(2)接头强度的提高。
辅助热源拓宽了FSW的工艺窗口,提高了接头强度,但原因却有所区别。比如超声辅助时[8],超声的振动有利于细化晶粒,接头强度随之提高。而激光辅助搅拌摩擦焊焊接镍基高温合金时,由于焊接速度提高,焊缝金属塑性变形程度增加,动态再结晶更加完全,最终得到的接头强度为758 MPa,远超母材的698 MPa[22]。
异种材料的焊接由于材料性能的差异而成为难题,FSW作为固态焊能够提高异种材料的可焊性,研究还发现,加入辅助热源后还能够提高异种材料的接头强度。铝-镁焊接时加入Ni的中间层,常规FSW接头拉伸强度为115 MPa,在焊接条件不变的情况下采用2 kW的激光辅助时,接头抗拉强度提高到169 MPa,组织分析结果表明激光的辅助能够减少不利的金属间化合物的产生[23]。
辅助热源除了影响FSW过程外,对接头性能也有直接影响。铝-钢和铝-钛合金等异种材料的复合焊接接头的强度和延伸率较常规FSW能够得到不同程度的提高(见图 4),Bang[7,18]、Merklein 等人[24]研究认为原因是辅助热源增加了整体材料的塑性流动,以及激光或电弧预热高熔点一侧引起的部分回火效果。
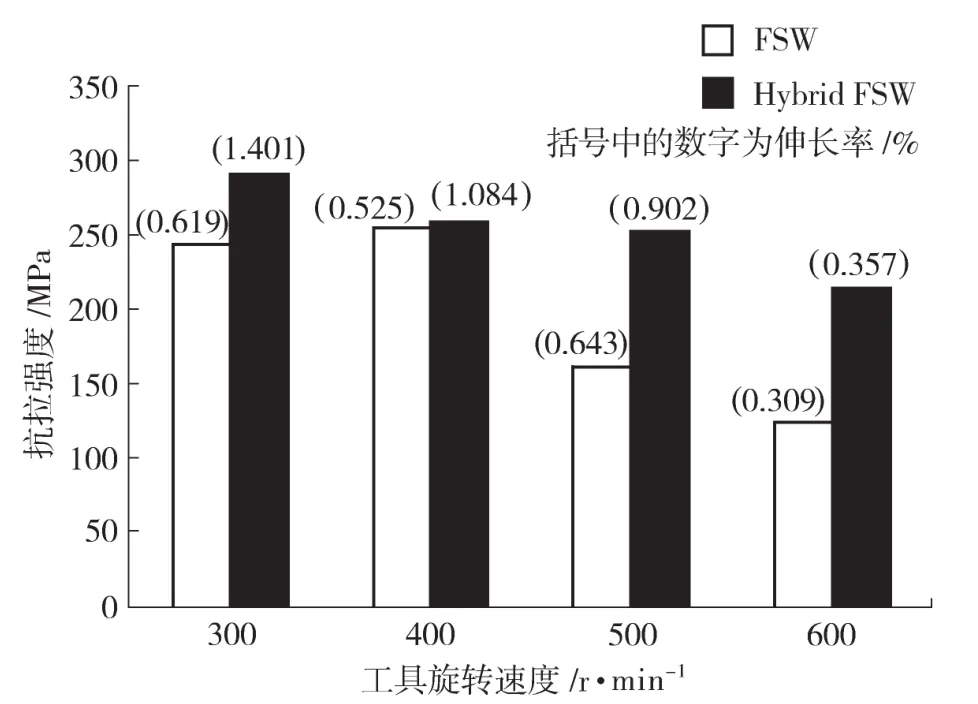
图4 焊缝强度对比[7]
3.4 热输入
FSW为固态焊接,焊接热输入低是FSW获得优良接头的重要原因,辅助热源的加入没有改变固态焊接的本质,但总热输入对焊缝质量非常重要。Chang等人在研究辅助热源热输入的影响时,固定FSW的参数,改变激光功率,当功率为2kW时,焊缝无缺陷;当激光功率降为1.7kW时,焊缝出现了孔洞等缺陷[23]。
热输入大小的直接表现是焊缝中的温度分布,有研究者通过分析热循环比较相对热输入。郭宁[25]在等离子弧辅助搅拌摩擦焊中研究热循环曲线时发现,常规FSW焊缝中心最高温度为430℃,而在相同参数范围内有等离子弧辅助的情况下,焊缝中心最高温度只有403℃,辅助热源的引入并没有提高焊接热循环的温度,反而由于焊接速度的提高,在峰值温度上要低于低焊速的常规FSW。
Bang[18]在异种材料(铝-钛合金)的焊接研究中发现,利用电弧预热钛合金一侧,焊接热循环测试中发现铝合金一侧的峰值温度与常规FSW基本相同,而钛合金一侧的峰值温度比常规FSW的峰值温度高40℃~110℃,在一定程度上提高了钛合金一侧的软化程度,增加了两种材料的混合。
4 发展前景
文献研究总结表明,提高辅助热源加热位置以及热输入大小的可控性是提高焊接质量的关键,其中激光由于其特性成为了热门的辅助热源。研究者开发出多种热源辅助搅拌摩擦焊,但其连接机制却缺乏深入研究,焊接工艺也有待进一步优化,热源辅助搅拌摩擦焊的研究还处于初步阶段。针对目前国内外复合热源搅拌摩擦焊技术的现状,展望了一些研究方向如下:
(1)复合焊接机理。
搅拌摩擦焊接过程中,当焊缝出现孔洞、沟槽等缺陷时,原因一般与热输入和金属塑性流动状态有关,复合焊接的特殊情况是热输入和金属塑性流动的主要影响因素分别是辅助热源和搅拌头,提高热输入或提高转速都可以减少焊接缺陷。焊接参数的增多有利于工艺优化并获得更好的焊接接头,但也使得焊接机理研究更加复杂。机理研究手段一般有实验和模拟,不论是试验研究还是数值模拟,最终目标是对机理有充足的理解,建立过程的理想模型,预测温度及焊接工具参数、操作参数等。
(2)热源复合方式。
辅助热源与FSW的复合方式直接影响到热源的耦合,不同的热源形式,耦合效果差别较大,不论哪种方式都需要关注如何控制加热范围以及热输入大小。就现有的复合方式而言,旁轴复合能够有效预热工件,热输入易于提高;同轴复合加热位置更精确,但热输入不易提高。根据两种方式的特点可构想一种复合方式,该方式结合两种或多种辅助热源,实现局部加热与整体加热集合,更加精确控制热输入大小及其分布。如辅助热源采用电阻热结合电弧,再与FSW复合,电弧预热工件,同时搅拌工具集成电阻热,实现搅拌工具前方大范围预热与搅拌工具周围小区域加热集合。
(3)新型设备。
常规FSW的设备成本和焊接效率制约着其工程应用,辅助热源有助于新型设备的设计,进一步推广FSW技术。对于低熔点材料可利用辅助热源的优势,设计简化的低成本FSW设备;对于高熔点材料,辅助热源能提高其焊接性和焊接速度;对于工程现场或特殊环境的焊接,设计便携式FSW设备,如美国宇航局利用辅助热源开发出便携式FSW设备,有望实现太空的固态焊接。新型复合热源搅拌摩擦焊设备具有非常广阔的市场应用前景。
5 结论
热源辅助搅拌摩擦焊利用辅助热源提供额外的热量,弥补了单独FSW焊接的不足,提高了FSW的焊接质量以及焊接速度,同时能够简化焊接设备和夹具安装要求,提高焊接生产效率,降低生产成本。随着研究的深入,辅助热源更加高效精确,连接机制更加明晰和设备更加简化专业,热源辅助搅拌摩擦焊应用前景广阔。
[1]Mishra R S,Ma Z Y.Friction stir welding and processing[J].Materials Science and Engineering:R:Reports,2005,50(1):1-78.
[2]Nandan R,DebRoy T,Bhadeshia H.Recent advances in friction-stir welding Process,weldment structure and properties[J].Progress in Materials Science,2008,53(6):980-1023.
[3]王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010:145-155.
[4]Ding J,Carter B,Lawless K,et al.A Decade of Friction Stir Welding R and D at NASA's Marshall Space Flight Center and a Glance into the Future[J].2006.
[5]Ding R J.Advance in solid state joining of high temperature alloys[Z].USA,ISOPE,2011.
[6]Casalino G,Campanelli S,Ludovico A D,et al.Study of a fiber laser assisted friction stir welding process[C].Proc.of SPIE,2012,8239:13-1.
[7]Bang H S,Bang H S,Jeon G H,et al.Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel[J].Materials and Design,2012(37):48-55.
[8]贺地求,李 剑.铝合金超声搅拌复合焊接[J].焊接学报,2011,32(12):70-72.
[9]Midling O,Kluken A.Modified friction stir welding:WIPO Patent 1999039861[P].1999-8-13.
[10]Kou S,Cao G.Arc-enhanced friction stir welding:U.S.Patent 7,078,647[P].2006-7-18.
[11]上海交通大学,钨极惰性气体保护电弧预热-搅拌摩擦焊复合焊接:中国,200510025485.0[Z].2005-04-28.
[12]Palm F.Laser supported friction stir welding method:U.S.Patent 6,793,118[P].2004-9-21.
[13]中国科学院半导体研究所,一种结合激光和搅拌摩擦焊的复合焊接方法:中国,201210592979.7[Z].2012-12-31.
[14]Ding R J.Ultrasonic stir welding process and apparatus:U.S.Patent 7,568,608[Z].2009-8-4.
[15]Spinella D J,Streicher E T,Kastelic R.Resistance heated stir welding:U.S.Patent 5,829,664[Z].1998-11-3.
[16]重庆大学,一种搅拌摩擦焊的集成式搅拌头及其电阻-搅拌摩擦焊复合焊接方法:中国,200910103686.6[Z].2009-04-24.
[17]Sun Y F,Konishi Y,Kamai M,et al.Microstructure and mechanical properties of S45C steel prepared by laser-assisted friction stir welding[J].Materials and Design,2013(47):842-849.
[18]Bang H S,Bang H S,Song H J,et al.Joint properties of dissimilar Al6061-T6 aluminum alloy/Ti-6%Al-4%V titanium alloy by gas tungsten arc welding assisted hybrid friction stir welding[J].Materials and Design,2013(51):544-551.
[19]Ferrando W A.The Concept of Electrically Assisted Friction Stir Welding(EAFSW)and Application to the Processing of Various Metals[R].Proceedings of the 9th international symposium on friction stir welding.TWI.2012.
[20]Ding R J.Advance in solid state joining of high temperature alloys[Z].USA;ISOPE,2011.
[21]Liu H J.Friction stir welding assisted by micro-plasma arc[J].Science and Technology of Welding and Joining,2009,3(14):193-195.
[22]Song K H,Tsumura T,Nakata K.Development of microstructure and mechanical properties in laser-FSW hybrid welded Inconel 600[J].Materials transactions,2009,50(7):1832.
[23]Chang W S,Rajesh S R,Chun C K,et al.Microstructure and Mechanical Properties of Hybrid Laser-Friction Stir Welding between AA6061-T6 Al Alloy and AZ31 Mg Alloy[J].Journal of Materials Science&Technology,2011,27(3):199-204.
[24]Merklein M,Giera A.Laser assisted Friction Stir Welding of drawable steel-aluminum tailored hybrids[J].International Journal of Mater Form,2008(1):1299-1302.
[25]郭 宁.2219-T6铝合金搅拌摩擦焊接及其等离子弧复合技术[D].哈尔滨:哈尔滨工业大学,2006.