大尺寸、高精度测量中温度误差的修正方法及其比较
2014-03-09陈岚赖诚
陈岚,赖诚
(四川工程职业技术学院,四川德阳 618000)
大尺寸、高精度测量中温度误差的修正方法及其比较
陈岚,赖诚
(四川工程职业技术学院,四川德阳 618000)
为减少大尺寸检测中温度误差引起的测量误差,介绍修正测量误差的两种方法:公式计算和恒温方法。在恒温方法中,介绍如何利用MATLAB和Pro/M软件模拟来确定工件的恒温时间 (以动态温度显示),以消除温度变化对测量结果的影响。并对公式计算和软件仿真两种修正方法的效果进行比较。
大尺寸、高精度测量;温度误差;修正;软件模拟
在机械加工中,对于大尺寸 (500~10 000 mm)、小公差 (IT6以下)的机械加工件的高精度检测存在诸多问题,其中非常重要的一项就是由于工件体积大、热容量大,热胀冷缩现象较明显,不同的温度条件下,被测尺寸有明显的变化,从而影响测量精度。所以对于大尺寸、高精度工件必须确定测量温度。文中着重探讨通过公式计算及软件模拟来确定工件的恒温时间。
1 公式计算
任何材料都具有热胀冷缩的特性。通常给出的是物体的线膨胀系数,如钢的线膨胀系数为 (11.5± 1)μm/(m·℃)。即1 m长的钢制件,温度变化1℃时,其长度变化11.5 μm。
一个10 m的工件,温度变化10℃,其长度变化1.15 mm。由此可见,测量条件 (温度)对大尺寸测量来说,是至关重要的,必须严格控制。
(1)形状简单的工件由于温度和线膨胀系数不同而引起的测量误差
对于形状简单的工件,可通过公式计算变化量,并对测量结果进行修正,如公式(1):

式中:L为被测工件的尺寸(mm);
ΔL为由于温度和线膨胀系数不同而引起的测量误差(mm);
a1为工件材料的线膨胀系数;
a2为计量器具材料的线膨胀系数,常见钢质计量器具的线膨胀系数为 (11.5±1×10-6/℃;
t1为工件的温度 (℃);
t2为计量器具的温度 (℃)。
假设工件长度的测量值L=1 000.010 mm,工件材料的线膨胀系数a1=23×10-6/℃,工件的温度t1= 18℃,计量器具材料的线膨胀系数a2=11.5× 10-6/℃,计量器具的温度t2=22℃,则:

工件实际长度

(2)形状复杂的被测件和结构复杂的计量器具
对于形状复杂的被测件和结构复杂的计量器具,由于实际热胀冷缩的情况不是简单的线胀规律,无法进行可靠的误差修正。所以,对于精密测量一般都要采用恒温措施,但还是有一定的随机误差产生,可按式(2)估算:

式中:L为被测工件的尺寸(mm);
ΔL为由于温度和线膨胀系数不同而引起的测量误差(mm);
a1为工件材料的线膨胀系数;
a2为计量器具材料的线膨胀系数;t1为工件的温度 (℃);
t2为计量器具的温度 (℃)。
假设工件的长度L=1 000 mm,工件的温度t1= 18℃,计量器具的温度t2=21℃,工件材料的线膨胀系数a1=11.5×10-6/℃,计量器具材料的线膨胀系数a2=23×10-6/℃,则:

利用数学公式对温度变化造成的测量误差进行修正,主要参数为温度和线膨胀系数,并未从工件的结构进行考虑,尤其对于大尺寸、高精度工件,所得数据很多时候并不准确。而且,要得到精确的拟合曲线,需要大量的计算,且绘图工作量较大。现在大部分工厂采用恒温的方式 (将工件、测量设备、测量标准器放在同一测量条件下经过长时间后,三者温度一致,且变形已趋于稳定)来消除温度差对测量结果的影响,而恒温时间的确定就成了关键。
2 通过专用软件模拟确定恒温时间
2.1 用MATLAB确定恒温时间
商业数学软件MATLAB是矩阵实验室的简称,可以很好地实现对众多控制的仿真。利用MATLAB软件提供的良好环境,可以绘制出界面美观、算法快速稳定、交互性好的精确的拟合曲线,既克服了手工绘制工作量大的缺点,又能够保持算法稳定,程序简单,执行速度也快,提高了工作效率。现用MATLAB来确定风机主轴的恒温时间及绘制拟合曲线。
将不同温度的风机主轴,置入恒定温度的仪器间内,在不同温度下测得特征部位的尺寸 (见表1)。对特征部位的测量数据、恒温时间按三次样条进行拟合,求得的尺寸变化较小时,所用的时间就是要求的恒温时间。如图1所示。

表1 风机主轴恒温时间及测量数据采集

图1 风机主轴恒温时间及测量数据的拟合曲线
横坐标为时间轴:0~50 h
纵坐标为测量值:1 250.099~1 250.189 mm
置信水平α=0.05
从图1可以看到:16.14 h后,风机主轴长度变化曲线开始趋于平稳,风机主轴长度为(1 250.116+ 0.010 722)mm;28 h以上,风机主轴长度变化曲线基本平稳,此时,风机主轴长度为 (1 250.116-0.010 722)mm,故恒温时间可确定为28 h以上。
该方法具有以下特点:
(1)采集数据越多,拟合曲线越接近实际。
(2)适合批量产品的检测。
(3)只能反映部分特征尺寸的变化情况,不能真实反映工件的变化趋势。
(4)所用测量设备价格昂贵,测量时间较长,成本较高。
2.2 用Pro/M软件确定恒温时间
Pro/M软件是TPC公司的产品,从产品造型到结构、热力分析,实现无缝衔接,并与ANSYS兼容。
此方法先获得测量环境的参数,如对流系数等。再将工件制成IGS模型,转入Mechanica并输入相关参数,进行网格划分,用P-Method技术解算出网格节点的被求解参数变化,再用曲线显示。以下是用Pro/ M软件对200 mm的量块进行模拟,拟合体从不同温度到20℃的温度瞬态变化分别如图2、图3所示。
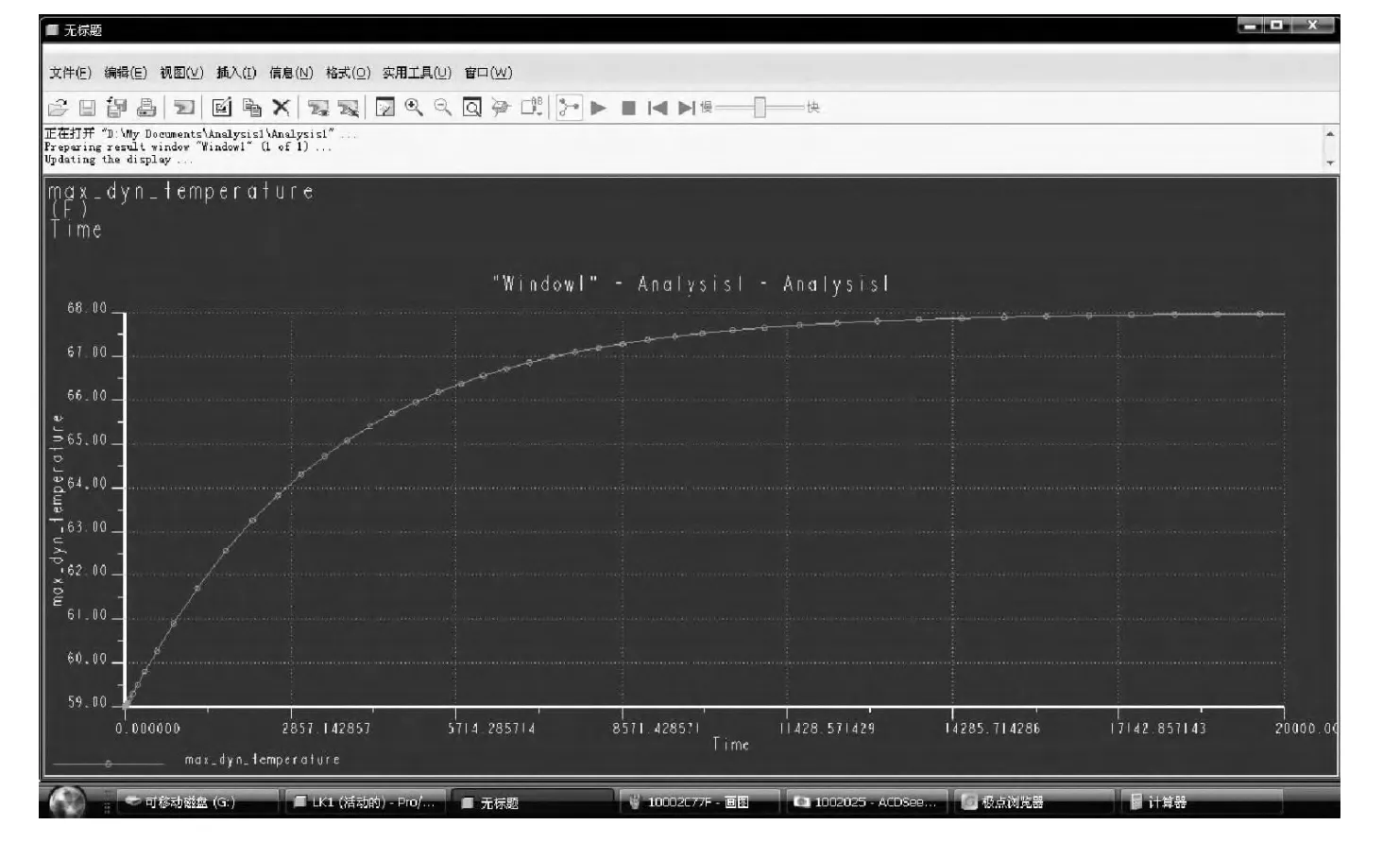
图2 200 mm量块从15℃到20℃的温度瞬态变化及时间

图3 200 mm量块从25℃到20℃的温度瞬态变化及时间
该方法的特点:
(1)适用于所有工件 (有IGS模型),尺寸越大、形状越复杂的工件利用Pro/M仿真求解优势就越明显。
(2)适用所有稳定的或按规律变化的环境。
(3)能模拟出工件的变化趋势,并以动画形式展示。
3 结束语
对于大尺寸工件,影响测量结果的诸多因素中,最大影响量之一为测量环境的变化,可以通过公式计算或恒温方式来消除测量环境的变化对测量精度的影响。利用公式计算只能用于形状较简单的工件,计算较为繁琐,不易得到精确的拟合曲线,且修正结果不一定精确。如果用恒温方式来消除温度影响,则恒温时间的确定是整个过程的关键。利用专用工程软件来确定充分恒温所必须的时间,克服了手工绘制工作量大的缺点,又能够保持算法稳定,程序简单,执行速度也快,提高了工作效率。
【1】二重集团.光滑工件测量计量器具选用技术规范(试行)[M],2005.
【2】二代龙震工作室.PRO/E结构、热力分析[M].北京:电子工业出版社,2008.
【3】二代龙震工作室.Pro/Mechanism/MECHANICA Wildfire 2.0机构/运动/结构/热力分析[M].北京:中国计量出版社,2009.
【4】卢容胜,费叶泰.材料线膨胀系数的科学定义及应用[J].应用科学学报,1996,14(3):253-258.
【5】王先红,陈晓怀.温度测量影响精度的研究方法及实验装置[J].现代计量测试,1997,5(1):23-26.
【6】金施群,陈晓怀.温度误差修正和微分膨胀系数[J].航空计策技术,1997,17(6):17-19.
【7】黄清,陈焕然.用MATLAB处理通风机性能试验数据[J].风机技术,2005(2):28-30.
Temperature Error Correction Methods and Comparison in the Large-size and High-precision Measurements
CHEN Lan,LAI Cheng
(Sichuan Engineering Technical College,Deyang Sichuan 618000,China)
To reduce the measurement error caused by temperature error in large-size and high-precision measurements,two measurement error correction methods were described:formula method and constant-temperature method.In the constant-temperature method,how to use the MATLAB and Pro/M software simulation to determine the constant temperature time were introduced which was displayed as dynamic temperature,to eliminate the impact of temperature changes on the measurement results.The effectivenesses of the formula method and the simulation method were compared.
Large-size and high-precision measurements;Temperature error;Correction;Software simulation
TH701
B
1001-3881(2014)8-130-3
10.3969/j.issn.1001-3881.2014.08.041
2013-03-21
陈岚 (1972—),女,大学本科,讲师,从事机电方面的教育教学工作及工程技术工作。E-mail:cigiret@ 163.com。
