异形体的五轴联动数控加工
2014-03-09宋理敏贾磊李粉霞
宋理敏,贾磊,李粉霞
(山西机电职业技术学院,山西长治 046011)
异形体的五轴联动数控加工
宋理敏,贾磊,李粉霞
(山西机电职业技术学院,山西长治 046011)
基于CAXA制造工程师2011软件平台,针对某一具体异形体零件,建立其三维模型,制定了加工策略,合理规划刀具轨迹,再导入VERICUT软件进行仿真加工,最后利用双转台五轴联动数控加工中心,一次装夹完成了全部加工,经检测完全满足图纸要求,从而进一步体现了五轴联动数控加工中心在实际加工中的优势。
异形体;五轴联动数控加工中心;数控加工
随着航空航天、兵器、船舶及汽车等机械制造业的飞速发展,产品零件结构日趋复杂、精密。普通的3轴数控加工中心已不能满足加工需要,五轴联动数控加工中心的出现适应了产品生产的要求,并成为未来机械制造技术发展和普及的方向。针对一个存在倒扣面的异形体零件 (见图1所示),利用双转台五轴联动数控加工中心,一次装夹完成了全部工序的加工,解决了三轴数控机床无法完成的曲面零件的加工。
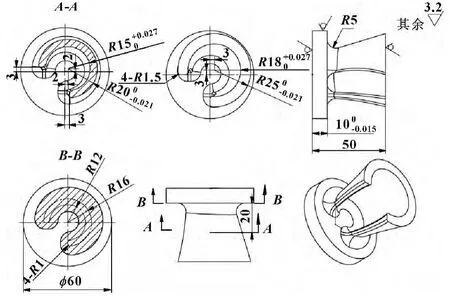
图1 异形体零件
1 零件的加工分析
由图1可以看出,该异形体零件主要由U形倒杯体、底座和过渡曲面组成,加工材料为45号钢。结构上看似简单,但由于存在倒扣面,所以采用三轴数控机床无法完成零件的加工。五轴联动数控加工中心在3个直线轴X、Y、Z的基础上增加了2个旋转轴,可以控制刀具的轴线方向随加工表面法线方向的不同而进行相应的改变,从而可以加工复杂曲面或三轴无法完整加工的曲面。因此该异形体零件需采用五轴联动数控加工中心进行加工[1]。
2 零件的参数化建模
利用CAXA制造工程师2011软件进行零件的几何建模[2]:
(1)利用放样命令生成U形倒杯体;
(2)利用拉伸增料生成底座;
(3)利用过渡命令进而生成完整的异形体模型(见图2所示)。
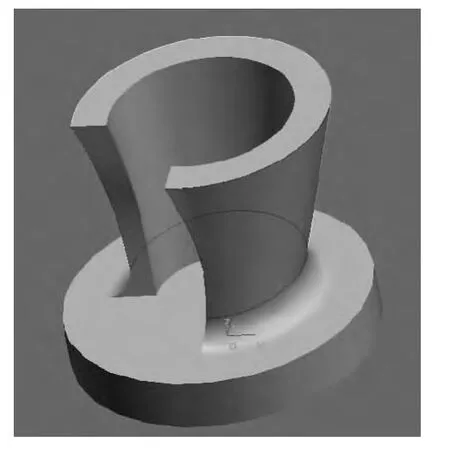
图2 异形体零件三维模型
3 零件的加工策略规划
粗加工。为了提高加工效率,应首先采用固定轴功能和分层切削的方式,利用平底立铣刀对毛坯进行粗加工,保证大面积加工余量在最短时间内被去除。
半精加工。利用五轴联动功能,采用与加工表面的几何特性相适应的刀具轨迹,对不同表面进行半精加工,确保去除粗加工后的大余量,使各加工表面保留适当、均匀的精加工余量。
精加工。为了保证零件加工的精度、表面质量和效率,最后利用五轴联动功能,采用球头铣刀分别对不同的表面进行精加工。
4 刀具轨迹的生成
刀具轨迹的生成是实现曲面数控加工的关键环节,合理的刀具轨迹,不仅可以提高曲面加工的质量和效率,还可以充分发挥数控机床的加工能力[3-6]。

图3 异形体零件粗加工刀具轨迹
该异形体加工中,粗加工采用3轴的平面区域粗加工,利用φ8的平底立铣刀对毛坯进行分层加工,平面区域粗加工可以高效地去除大余量,为半精加工创造条件。其刀具轨迹如图3所示。
半精加工中,U形杯体倒扣面及底座上表面利用φ8的球头铣刀,采用3轴生成轨迹转五轴进行五轴侧铣加工,五轴侧铣既可获得较好的表面,又可提高切削效率,而且避免了加工过程中刀具的零线速度切削。可通过设定加工参数来控制刀具轴线与加工面的角度,其刀轴控制参数设置如图4所示。U形倒杯体内杯面的半精加工利用φ8的球头铣刀采用3轴的参数线精加工。零件主要加工面的半精加工刀具轨迹如图5所示。
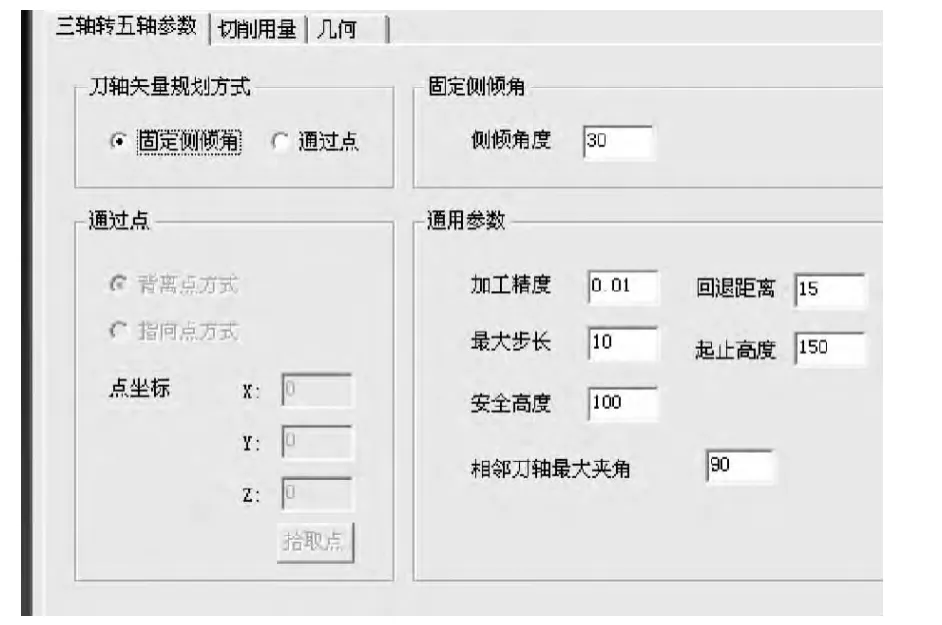
图4 刀轴控制
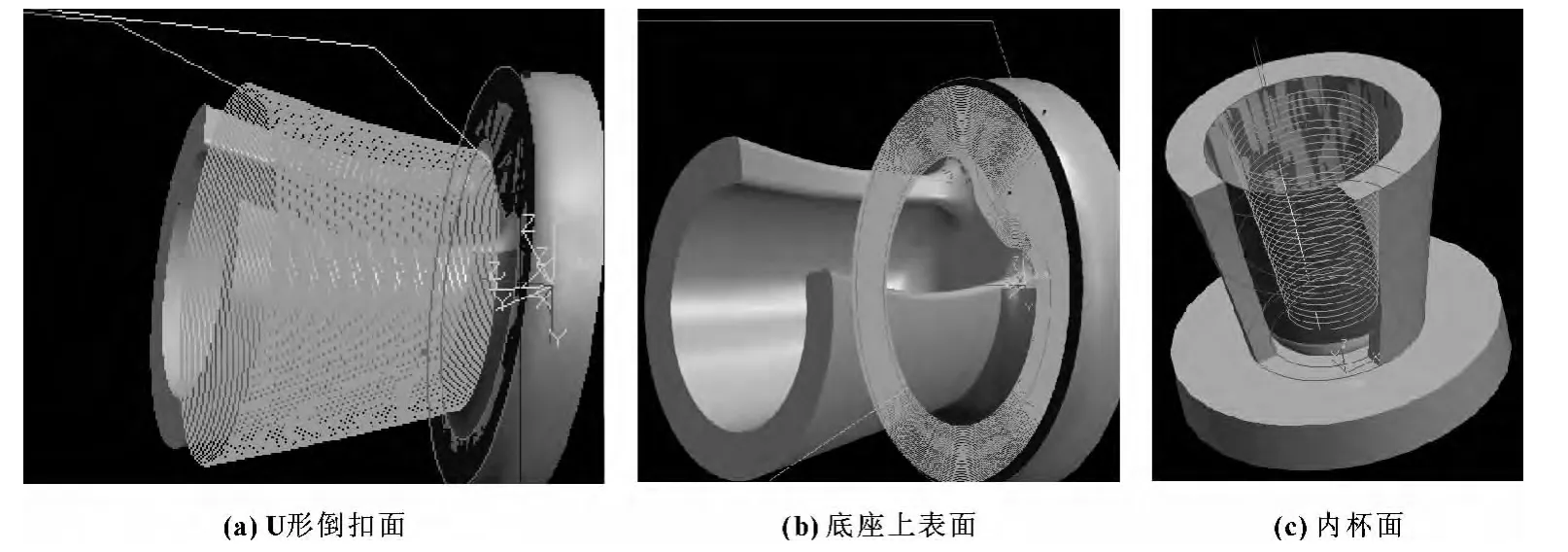
图5 异形体零件半精加工刀具轨迹
精加工中,U形倒杯体倒扣面及底座上表面利用φ8的球头铣刀仍采用五轴侧铣进行加工,U形倒杯体内杯面利用φ8的球头铣刀采用3轴的等高线精加工。过渡面的加工也采用五轴侧铣加工。零件的精加工刀具轨迹见图6所示。
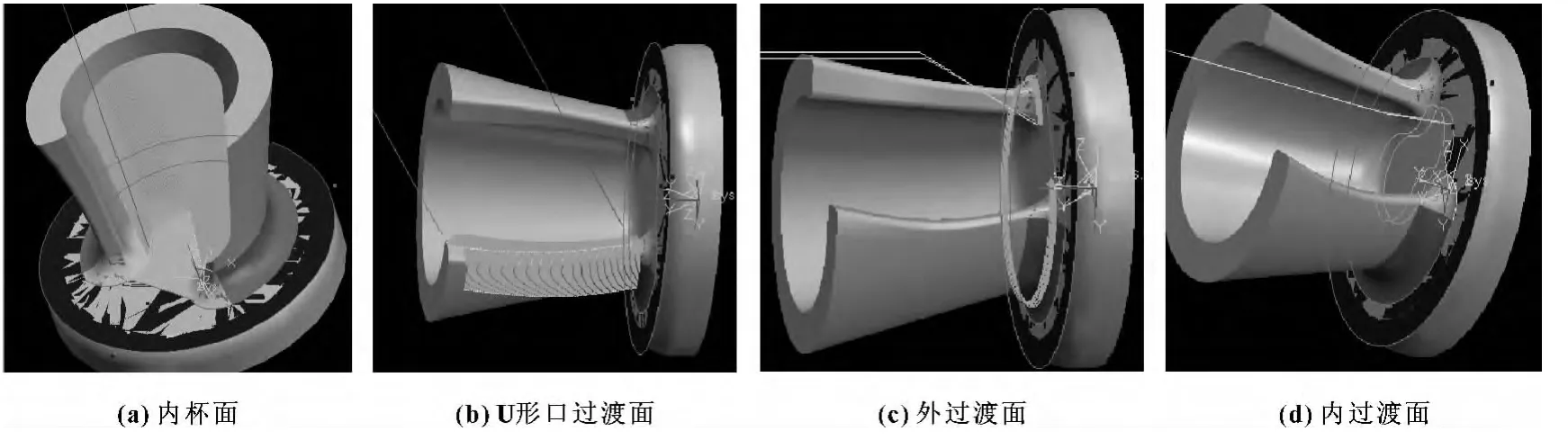
图6 异形体零件各部分精加工刀具轨迹
5 零件的仿真加工
零件的刀位文件生成以后,通过多轴后处理设置转换成标准的数控程序,再将生成的数控程序导入VERICUT7.0数控仿真加工软件进行零件的仿真加工。仿真加工时构建的机床要与实际加工机床结构一致,零件的安装位置也与在实际机床上的位置一致。通过仿真加工,可以验证刀具轨迹的合理性,检查实际加工过程的干涉碰撞现象,还可检验后置处理设置及生成的数控加工程序的正确性,从而优化了刀具轨迹,降低了零件实际加工的出错率,使零件的加工效率和加工精度得到了提高[7-8]。该零件的仿真加工见图7所示。

图7 异形体零件的仿真加工
6 零件在机床上的实际加工

图8 异形体零件实物
零件仿真加工通过以后,即可将优化后的数控加工程序导入实际机床进行零件的实际加工。零件实际加工使用的双转台五轴联动数控加工中心,C轴可在0°~360°范围内连续回转,A轴可在-10°~100°的范围内来回摆动。将毛坯用安装在转台上三爪直接夹持,一次装夹完成了零件的全部加工,经检测,尺寸精度、表面质量全部合格。加工后的实物见图8所示。
【1】耿晓明,张忠远.数控加工中发挥五轴设备优势的分析[J].机床与液压,2010,38(4):27-30.
【2】刘颖.CAXA制造工程师2008实例教程[M].北京:清华大学出版社,2009.
【3】乐英,韩庆瑶,贾军.复杂曲面数控加工刀具轨迹的生成技术[J].机床与液压,2008,36(6):25-27,48.
【4】毕俊喜,祈欣.维纳斯雕像在五轴数控加工中的实现[J].制造技术与机床,2010(3):101-105.
【5】祁欣,刘明灯.五轴联动数控技术的加工案例[J].制造技术与机床,2009(6):17-20.
【6】陈文涛,夏芳臣,涂海宁.基于UG&VERICUT整体式叶轮五轴数控加工与仿真[J].组合机床与自动化加工技术,2012(2):102-104.
【7】杨胜群.VERICUT数控加工仿真技术[M].北京:清华大学出版社,2010.
【8】李辉.基于VERICUT的数控加工仿真在教学中的应用[J].机械工程师,2010(6):54-55.
Five-axis Controlled CNC Machining of Special Shape Parts
SONG Limin,JIA Lei,LI Fenxia
(Shanxi Institute of Mechanical&Electrical Engineering,Changzhi Shanxi 046011,China)
Based on CAXA Manufacturing Engineer(2011 version),a feasible five-axis controlled CNC machining of a special shape part was put forward.Firstly,the 3-dimension model was set up.Secondly,the machining policy and the tool track were planed.Then,VERICUT software was used to realise simulating processing.Finally,the actual machining was finished by using a five-axis controlled CNC machining center with double tables.The process shows the advantages of five-axis controlled CNC machining center.
Special shape part;Five-axis controlled CNC machining center;CNC machining
TH164
B
1001-3881(2014)8-059-3
10.3969/j.issn.1001-3881.2014.08.020
2013-02-28
2012年山西省高等学校科技研究开发项目 (20121135);2012年山西机电职业技术学院科研项目 (JKY-12003)
宋理敏 (1975—),女,硕士研究生,副教授,现从事数控技术方面的教学研究。E-mail:416450593@qq.com。
