充气时间和充气压力对土工膜焊缝剥离强度影响
2014-03-07郑澄锋杨明昌耿之周魏军扬
郑澄锋,杨明昌,耿之周,魏军扬
(1.南京水利科学研究院岩土工程研究所,江苏 南京 210024;2.河海大学土木与交通学院,江苏 南京 210098)
充气时间和充气压力对土工膜焊缝剥离强度影响
郑澄锋1,杨明昌1,耿之周1,魏军扬2
(1.南京水利科学研究院岩土工程研究所,江苏 南京 210024;2.河海大学土木与交通学院,江苏 南京 210098)
土工膜焊缝剥离强度是整个防渗结构可靠性保障的关键因素之一。为了分析充气时间和充气压力对土工膜焊缝剥离强度质量的影响,选择7种不同厚度的HDPE土工膜在不同充气时间和充气压力条件下进行焊缝剥离强度试验。试验结果表明:在相同土工膜厚度和充气时间(3 min或10 min)条件下充气压力越大,焊缝剥离强度越小,土工膜厚度在0.25~1.00 mm范围内影响较大,在土工膜厚度1.00~2.00 mm范围影响较小;相同土工膜厚度和充气压力(0.1 MPa或0.2 MPa)条件下在土工膜厚度较薄范围0.25~1.00 mm内随着充气时间的增加剥离强度在减小,影响较小,在土工膜厚度较厚范围内1.00~2.00 mm范围内充气时间对剥离强度影响很小,可以忽略不计;相同充气时间和充气压力条件下,土工膜焊缝剥离强度随着土工膜厚度的增加而增大;土工膜焊缝工艺在土工膜厚度小于1.0 mm时,充气压力宜选择0.1 MPa;土工膜厚度大于1.0 mm时,充气压力宜选择0.2 MPa,充气时间可统一选择为10 min。
土工膜焊缝;充气时间;充气压强;剥离强度
土工膜是一类由高分子聚合物制成的工程防渗材料。近二三十年来,随着各种困难逐渐克服,土工膜技术得到较快发展,土工膜工程的不断应用,相应的,国内外也已对其做了大量的相关研究工作,其中土工膜接缝问题相关研究有:土工膜施工工艺方面,束一鸣等对土工膜焊接和胶接等拼接工艺进行了室内和现场试验研究[1],并结合实际工程对常用的PE和PVC土工膜的焊接、黏结、槽中拼接、周边锚固、顶部连接及铺设工艺进行系统研究和总结[2]。张毅等[3]对渠道复合土工薄膜焊接及施工质量控制方面做了一定阐述。施工工艺对膜的力学特性方面,束一鸣等结合实际工程采用的防渗膜对不同环境温度和焊接温度下土工膜焊接焊缝进行研究,通过拉伸和剥离试验,从而得到了环境温度与优化焊接温度之间的关系曲线,并且通过焊接试样附着水分、尘埃、纤维的焊接试验,验证了复杂施工环境下保持焊接部位清洁、干燥对保证焊接质量的重要性[4];在国外,Peggs和Carlson(1988)讨论了不同焊接工艺对土工膜耐久性的影响[5]。Rollin等(1989)通过显微镜对焊缝的观察评价了现有的现场焊接技术的优劣[6]。Curran和Frobel将带有焊缝的土工膜置于各种环境条件和加载条件下,通过比较焊接前后土工膜的力学性质,评价了焊缝对土工膜耐久性和抗拉强度的影响[7]。孙叶芝等[8]对土工膜焊缝质量控制及破坏原因进行了分析。冯雁[9]对土工膜拼接和质量检测也做了系统阐释。
目前土工膜焊缝检测分为有损检测与无损检测两大类,室内试验一般进行有损检测,比如抗剪强度,剥离强度的试验;而现场试验通常要求无损检测。无损检测的方法很多,实际工程中大多依据SL/T231-1998聚乙烯(PE)土工膜防渗工程技术规范和SL18-2004渠道防渗工程技术规范采用充气法检测。现有可以采用的规范存在3个方面的问题:①对于充气压力和充气时间等规定有很大的任意性,不利于检测人员的实际操作;②对于不同厚度的土工膜用同一充气压力很不妥当,对于厚度较小的土工膜,在0.2 MPa的充气压力作用下,已经产生鼓胀现象,变形较大,此时所谓的无损检测已经变成有损检测;③焊缝质量判断的依据没有量化,结果的判定往往具有人为性。
为提高土工膜焊缝的质量,选择7种不同厚度的HDPE土工膜在不同充气时间和充气压力条件下进行焊缝强度试验,得到充气时间和充气压力对土工膜焊缝剥离强度质量的影响。更好地指导土工膜焊接施工,对现有充气检测法的具体检测指标进行统一,并为相关工程提供借鉴。
1 试验方案
进行无充气状态下HDPE土工膜的焊缝剥离强度试验。
选择7种不同厚度的HDPE土工膜进行焊缝强度试验,土工膜厚度分别为0.25,0.35,0.5,0.75,1.00,1.50和2.00 mm。
充气方案选用以下4种状态,分别是:①充气压力0.1 MPa,充气时间3 min;②充气压力0.1 MPa,充气时间10 min;③充气压力0.2 MPa,充气时间3 min;④充气压力0.2 MPa,充气时间10 min。对充气检测后的HDPE土工膜焊缝进行剪切试验和剥离试验,并与无充气状态下的焊缝剪切强度与剥离强度进行对比,分析研究充气时间、充气压力对焊缝质量的影响,并总结相应结果及规律,为土工膜焊缝检测和相关工程提供参考借鉴。
2 试验原理方法
土工膜焊缝剥离试验是将试样按照图1安装在试验机上,以50 mm·min-1的速率进行拉伸直到试样完全剥离,记录最大剥离力,观察和记录试样的破坏现象,是材料破坏还是被剥开。该试验采用微机控制电子万能试验机操作,并按照《土工合成材料测试规程》(SL235-2012)相关规定执行。
3 试验结果及分析
试验组剥离强度试验结果见表1,试验组土工膜焊缝剥离强度与土工膜厚度关系曲线见图2。
3.1 充气压力对焊缝质量的试验研究
该研究分为焊缝充气3 min不同压力0.1 MPa和0.2 MPa试验条件以及焊缝充气10 min不同压力0.1 MPa和0.2 MPa试验条件两类。
首先,在焊缝充气3 min试验条件下结果分析。

图1 剥离试样安装示意图Fig.1 The schematic diagram of geomembrane peel test

图2 试验组土工膜焊缝剥离强度与土工膜厚度关系曲线Fig.2 Curves between the geomembrane welding seam peel strength and geomembrane thickness of all test teams
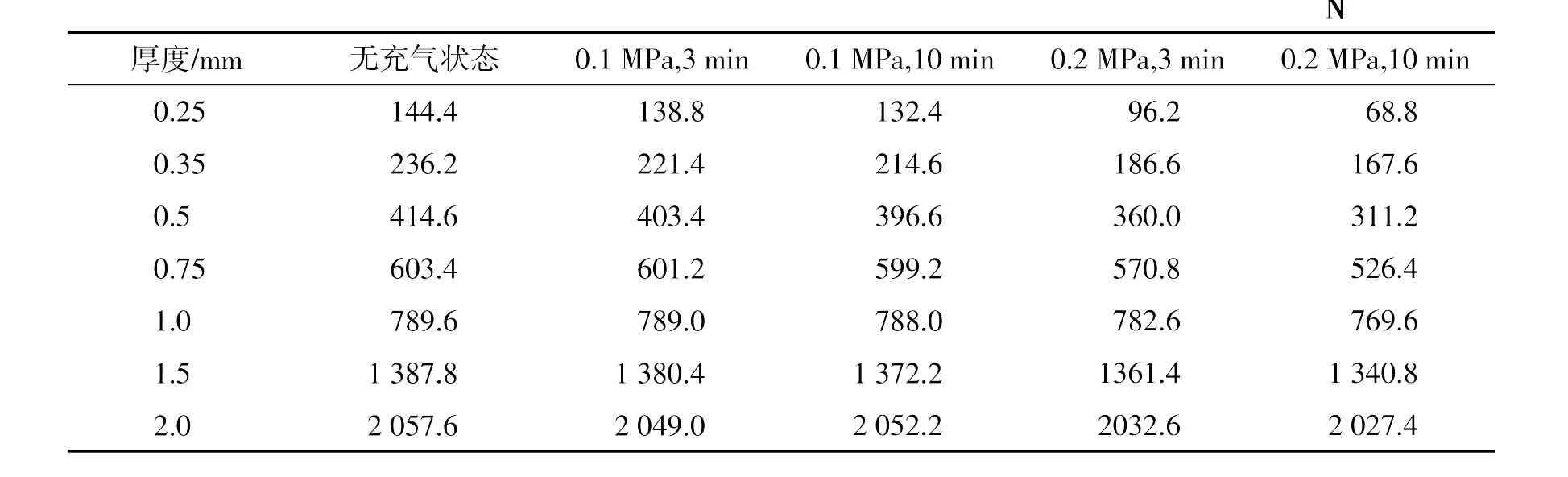
表1 各个试验组剥离强度试验结果Tab.1 Test results of every test team’s peel strength
取无充气试验组、充气0.1 MPa,3 min试验组、充气0.2 MPa,3 min试验组试验结果(参照表1和图2)进行对比分析,可以得出,在焊缝充气3 min试验条件下,3试验组焊缝剥离强度随着土工膜厚度的增加而增加,这是因为土工膜焊缝母材的厚度对焊缝的剥离强度起决定作用,且曲线变化趋势较为一致。无充气状态试验组焊缝剥离强度随着土工膜厚度变化曲线高于0.1 MPa,3 min试验组,0.1 MPa,3 min试验组高于0.2 MPa,3 min试验组,且在土工膜厚度0.25~1.00 mm范围内差距较为明显,在1.00~2.00 mm范围内差距变化很小;即相同土工膜厚度和充气时间3 min条件下充气压力越大(此时无充气状态试验组可以认为是0 MPa,3 min),焊缝剥离强度越小,在土工膜厚度较薄范围0.25~1.00 mm范围内影响较大,在土工膜厚度较厚范围内1.00~2.00 mm范围影响较小,可以忽略不计。
其次,在焊缝充气10 min试验条件下结果分析,会得出与焊缝充气3 min实验条件非常相似的结论。
3.2 充气时间对焊缝质量的试验研究
该研究可以分为焊缝充气压力0.1 MPa不同时间3 min和10 min试验条件和焊缝充气压力0.2 MPa不同时间3 min和10 min试验条件两类。
首先对焊缝充气0.1 MPa试验条件下结果分析。
取无充气试验组、充气0.1 MPa,3 min试验组、充气0.1 MPa,10 min试验组试验结果(参照表1和图2)进行对比分析,可以得出:在焊缝充气0.1 MPa试验条件下,3试验组焊缝剥离强度随着土工膜厚度的增加而增加,原因同3.1所述,且曲线变化趋势及数值大小较为一致。无充气状态试验组焊缝剥离强度随着土工膜厚度变化曲线略高于0.1 MPa,3 min试验组,0.1 MPa,3 min试验组略高于0.1 MPa,10 min试验组,但相互之间差值很小,可以认为大小相同,即相同土工膜厚度和充气压强0.1 MPa条件下充气时间的长短对剥离强度几乎没有影响,在土工膜厚度较薄范围0.25~1.00 mm范围内有较小的一定影响,在土工膜厚度较厚范围内1.00~2.00 mm范围影响很小,均可以忽略不计。
其次,对焊缝充气0.2 MPa试验条件下结果分析会得出与焊缝充气0.1 MPa实验条件非常相似的结论。
通过上述试验结果的分析比较,我们可以得出以下结论:当土工膜厚度小于1.0 mm时,充气压力0.2 MPa对焊缝质量有明显影响,充气压力宜选择0.1 MPa;土工膜厚度大于1.0 mm时,充气压力0.2 MPa对焊缝质量影响甚微,充气压力宜选择0.2 MPa;相比充气压力,充气时间的选择对焊缝质量影响较小,充气时间可统一选择为10 min。
4 结论
1)在相同充气时间(3 min或10 min)试验条件下,焊缝剥离强度随着土工膜厚度的增加而增加,且曲线变化趋势较为一致。即相同土工膜厚度和充气时间条件下充气压力越大,焊缝剥离强度越小,在土工膜厚度为0.25~1.00 mm范围内影响较大,在土工膜厚度为1.00~2.00 mm范围影响较小,可以忽略不计。
2)在相同试验充气压力(0.1 MPa或0.2 MPa)条件下,焊缝剥离强度随着土工膜厚度的增加而增加,且曲线变化趋势较为一致。相同土工膜厚度和充气压力条件下充气时间的长短对剥离强度几乎没有影响,在土工膜厚度为0.25~1.00 mm范围内有较小影响,在土工膜厚度为1.00~2.00 mm范围影响很小,均可以忽略不计。
3)在相同充气时间和充气压力条件下,土工膜焊缝剥离强度随着土工膜厚度的增加而增大。
4)土工膜焊缝工艺在土工膜厚度小于1.0 mm时,充气压力宜选择0.1 MPa,土工膜厚度大于1.0 mm时,充气压力宜选择0.2 MPa,充气时间可统一选择为10 min。
[1]束一鸣,顾淦臣,向大润.长江三峡二期围堰土工膜防渗结构前期研究[J].河海大学学报,1997,25(5):71-78.
[2]束一鸣.土工膜的施工工艺及其经验教训[J].水利水电技术,2002,33(4):19-21.
[3]张毅,肖欣.渠道复合土工薄膜焊接及施工质量控制[J].甘肃水利水电技术,2012,48(5):35-37.
[4]束一鸣,张利新,袁全义,等.西霞院反调节水库土石坝膜防渗工艺[J].水利水电科技进展,2009,29(6):70-73.
[5]PEGGS I D.Evaluating polyethylene geomembrane seams[C]//Ind Geosynthetics,87,Conf St Paul,Fabr Asoc Int,1988:505-518.
[6]ROLLIN A L,VIDOVIC,DENIS A R,et al.Microscopic evaluation of HDPE geomembrane field welding techniques[C]//KOERN⁃ER R M.Geosynth Microstruct Perform,Spec Tech America:ASTM,1989:34-37.
[7]CURRAN A,FROBEL R K.Evaluation of geomembrane seam exposed to selected environmental conditions[C]//Ind Proc Int Conf Geomembr,St Paul Minn:fabr Asoc Int,1988:199-204.
[8]孙叶芝,束一鸣,吴海民.土工膜焊缝质量控制及破坏原因分析[C]//李文信,严驰,李树奇.第八届中国土工合成材料学术会议论文集,天津:人民交通出版社,2012:372-375.
[9]冯雁.大宁水库土石坝复合土工膜防渗关键技术[D].北京:清华大学水利水电工程系,2010.
Effect of Air Inflation Time and Pressure on Geomembrane Welding Seam Peel Strength
Zheng Chengfeng1,Yang Mingchang1,Geng Zhizhou1,Wei Junyang2
(1.Geotechnical Engineering Institute,Nanjing Hydraulic Research Institute,Nanjing 210098,China;
2.Institute of Geotechnical Engineering,Hohai University,Nanjing 210098,China)
Geomembrane welding seam peel strength is one of the key factors for the impervious structure reliabili⁃ty.In order to get the effect of air inflation time and air inflation pressure on geomembrane seam peel strength,in this paper,seven kinds of HDPE geomembrane with different thickness were selected to make the welding seam peel strength test at different aeration time and filling pressure conditions.The test results show that:Under the test condition of the same geomembrane thickness and the same air inflation time(3 min or 10 min),geomembrane welding seam peel strength decreases with the normal stress increasing,having great influence in the geomem⁃brane thickness range of 0.25-1.00 mm and less influence on geomembrane thickness rang of 1.00-2.00 mm;Un⁃der the test condition of the same geomembrane thickness and the same air inflation prssure(0.1 MPa or 0.2 MPa),geomembrane welding seam peel strength decreases with the air inflation stress increasing,having less influence in the geomembrane thickness range of 0.25-1.00 mm and less influence,even can be neglected,on geomembrane thickness range of 1.00-2.00 mm;Under the condition of same air inflation time and air inflation pressure,geo⁃membrane seam peel strength increases with increasing of the geomembrane thickness;In geomembrane welding seam technology,when the thickness is less than 1.0 mm,air inflation pressure should be 0.1 MPa,and when the thickness is more than 1.0mm,air inflation pressure should be 0.1 MPa,and air inflation time should be 10 min.
geomembrane welding seam;air inflation time;air inflation pressure;separate test study;peel strength
TV44
A
1005-0523(2014)02-0091-04
2014-01-13
中央级公益性科研院所基本科研业务费专项基金项目(Y312002)
郑澄锋(1977—),男,高级工程师,研究方向为土工合成材料试验检测。
