激光封焊技术研究
2014-03-05王少军
王少军,许 捷,王 瑜
(陕西群力电工有限责任公司陕西宝鸡721300)
1 引言
随着科学技术的发展,激光焊接技术已经非常成熟,广泛用于国内各行业的生产中。但是,由于晶体罩密封继电器产品的特殊性,对激光焊接有着很高的要求,即对产品进行口部封焊密封,焊接的熔深很小而密封性要求极高,泄漏率不得大于10-3Pa·cm3/s。这对产品的封焊技术和参数提出了较高的要求,为此进行激光焊接密封工艺的研究。
2 激光焊接工作原理与优点
激光焊接机是采用激光器产生的波长为1064nm的脉冲激光束经过扩束、反射、聚焦后辐射被加工件表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池,当熔池冷却后将熔池两侧的金属熔接在一起,从而实现对被加工件的激光焊接。
由于经聚焦后的激光束光斑小(0.1~0.3mm),功率密度高,比电弧焊(5×102~104W/cm2)高几个数量级,因而激光焊接具有传统焊接方法无法比拟的显著优点:加热范围小,焊缝和热影响区窄,接头性能优良;残余应力和焊接变形小,可以实现高精度焊接;可对高熔点、高热导率,热敏感材料及非金属进行焊接;焊接速度快,生产率高;具有高度柔性,易于实现自动化。
3 焊接方案
3.1 焊接样本的选定
为降低研究的难度,提高研究的效率,我们决定在我公司的1/2晶体罩产品(代号:7139)上进行试验研究。这种产品为我公司的代表产品,经过了长期生产考验,原封边采用电子束焊接,密封性要求泄漏率小于10-3Pa·cm3/s。这种产品底座为铁镍钴玻璃封接合金;罩子为铜带,长边尺寸为15.4mm,短边尺寸为8mm,圆角尺寸为R0.4。零件外形图如下:
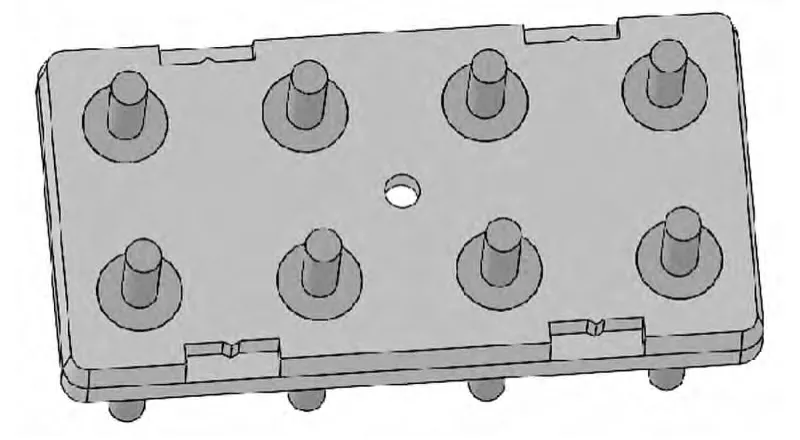
图1 7139产品底座图
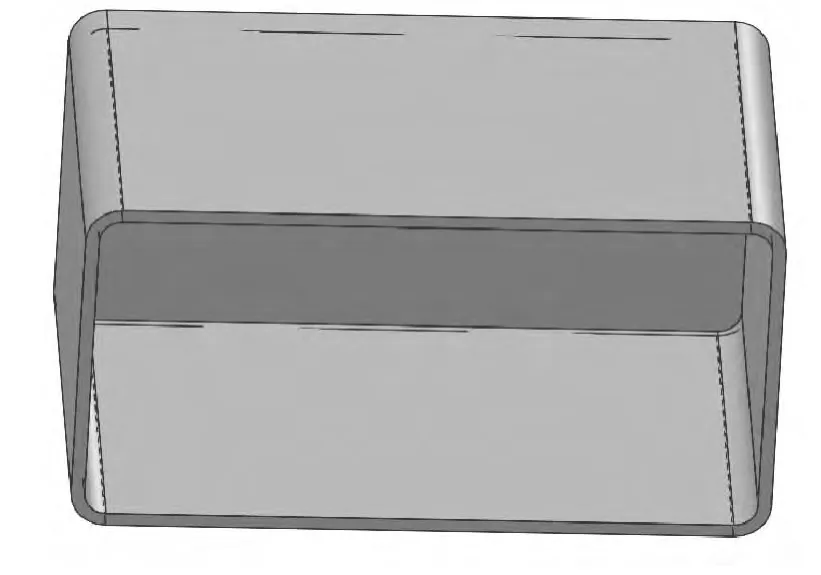
图2 7139产品罩子图
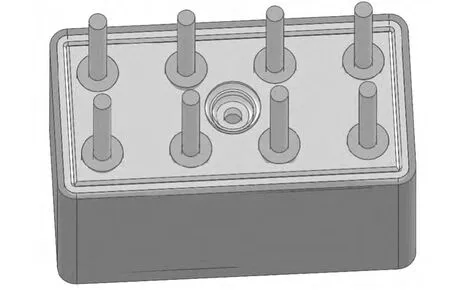
图3 继电器罩子与底座配合图
3.2 国内激光焊接机焊接现状
经查阅资料,国内各继电器厂家普遍采用的脉冲激光焊机。焊接时,重点要考虑的参数包括焊接功率、焊接速度、偏焦量、脉冲频率、光斑重叠度等。研究结果表明,电流、脉宽、频率、离焦量对焊接部位成形有很大影响。当焊接电流大时,容易出现焊穿、咬边等缺陷;当脉宽过大时,激光所输出的热量不连续,就如同"海潮"般不稳定;当频率过大时,激光输出能量的密度大,焊缝表面会出现波浪形状的一层一层的很密的"鱼磷"状的焊缝层;反之,当焊接电流、脉宽、频率较小时,在焊核表面容易出现未焊透的缺陷,焊接部位强度和韧性较低;当焊接电流、脉宽、频率配合合理时,焊接部位的强度和塑性分别达到母材的90%和85%。激光焊接过程使用惰性气体氩气来保护熔池,防止熔融状态下的金属氧化效果好,且电离度小,不易形成等离子体。
3.3 激光焊接初次方案
经咨询激光设备生产厂家,他们向我们推荐了光纤激光焊机,它与脉冲激光焊机最大的不同是激光发生器不同,能够产生连续的激光,焊接时要考虑的参数较少,仅考虑焊接功率、移动速度和焦距,操作简单。我们决定用两种激光焊机按下述参数分别进行产品的试焊。
方案一:1、机型:脉冲焊机;2、焊接功率:1.0kW~3.0 kW;3、激光发射频率:10 Hz~50Hz;4、激光脉宽:3ms;5、重叠度:60%;6、偏焦量:-0.5mm;7、光斑大小:0.4mm;8、吹气种类和流量:氩气,100ml/s。
方案二:1、机型:连续激光焊机;2、焊接功率:80W~100W;3、移动速度:10mm/s;4、吹气种类和流量:氩气,100ml/s。
4 焊接结果
4.1 脉冲激光焊机焊接结果
经过在脉冲激光焊机上试焊,焊接参数和数量见表1。我们按照GJB360A-1996《电子及电气元件试验方法》中方法112密封试验的要求进行了氦质谱检漏和粗检,没有一只合格。

表1 方案一脉冲焊机焊接结果
4.2 光纤连续型焊机焊接结果
经过在光纤连续型激光焊机上试焊,焊接参数及焊接数量见表2。同样按照GJB360A-1996《电子及电气元件试验方法》中方法112密封试验的要求进行了氦质谱检漏和粗检,只有一只样品粗检检测合格。
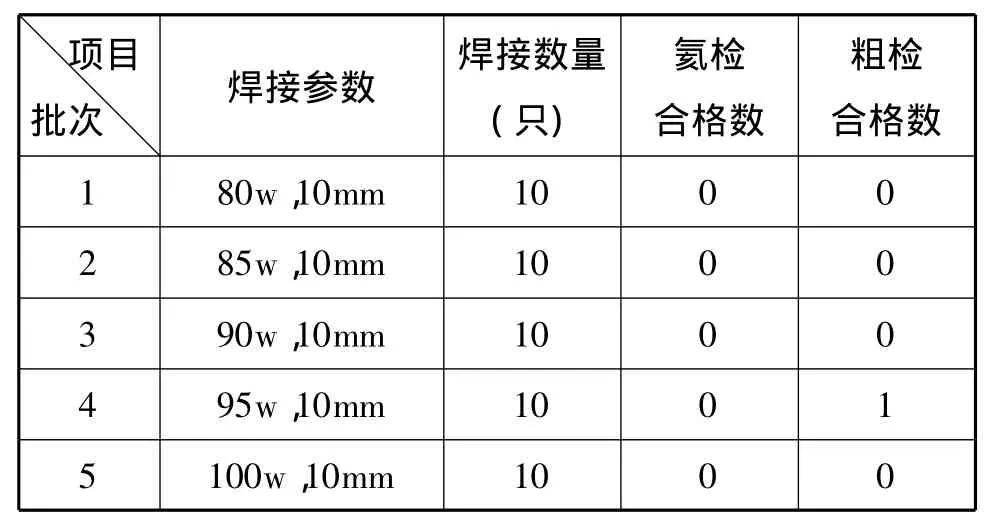
表2 方案二连续激光焊机焊接结果
5 分析改进
5.1 氦检不合格原因分析
由于氦质谱检漏属于细检,无法确定泄漏点的位置;但是可以通过在加压粗检时气泡的位置确定具体的泄露点。将待检产品放入加气罐中,充入4个气压的氮气,并静置2个小时后取出;同时打开水检设备,将酒精倒入大烧杯中2/3的高度,将烧杯放入水检设备中。接通电源,使真空泵开始工作,对烧杯中的酒精进行预排气处理,以彻底去除掉酒精中的气体。然后将产品分批放入酒精溶液中进行泄漏检测。接通电源,使真空泵开始抽气工作;当水检舱中的气压降低到-0.093MPa时,透过观察孔可以发现,酒精溶液里的产品上均有连续性气泡冒出,表明产品均处于大漏状态。再仔细观察,可以发现脉冲激光焊接的样品的泄漏点都是在罩子四周的封边处;而光纤连续型激光焊机焊接的样品的泄露点大部分都是在底座的玻璃绝缘子处。这表明脉冲激光焊机与光纤连续型激光焊机焊接的样品的泄漏失效点不一样。
为清楚查明样品泄漏的机理,我们将光纤连续型激光焊机与脉冲激光焊机焊接的样品分别进行了专门处理,在产品玻璃绝缘子上涂覆一层附加密封剂而边上不涂,重新进行氦质谱检漏和粗检,结果如表3。

表3 绝缘子上涂覆一层附加密封剂后氦检结果
涂覆一层附加密封剂的结果表明用光纤连续型激光焊机封焊的产品,罩子四周的密封性能良好,产品漏气是由于底座上离边很近的玻璃绝缘子漏气造成的。而脉冲激光焊机封焊的产品,因参数设置不当,罩子四周的密封性能较差,未达到封焊要求,漏孔较多。后经与激光设备厂家技术人员探讨,得出光纤激光焊机焊接时激光器连续工作,产生的热量较大,在满足熔封要求的同时,一部分热量传导到了绝缘子;而脉冲激光焊机工作时,断续工作,激光器的工作时间只占到总时间的(10Hz~50Hz×3ms)3~15%,发热量较小。

图4 底板图
另外,经仔细分析底板设计图纸,如图4所示,可以看到底板上绝缘子孔的直径为Φ1.8,不考虑加工公差,孔边缘到底板边缘的距离很近,仅为0.95mm。封边时激光束轰击底板时产生高温,部分热量很容易传导到玻璃绝缘子上,造成玻璃绝缘子受热炸裂;而封边质量达到熔封要求。
5.2 不合格原因验证
为了验证上述推论,我们专门加工了一批无孔的底板与罩子配合进行产品的激光封焊,焊机为光纤激光焊机,焊接功率按90W,移动速度为10mm/s,焦距为0进行焊接,并按GJB360A-1996《电子及电气元件试验方法》中方法112密封试验的要求进行了氦质谱检漏和粗检,结果如下表4所示:

表4 无孔底板与罩子配合产品的激光封焊结果
上述数据表明,用光纤激光焊机可以较好地完成产品的封焊要求。
5.3 两种激光焊机的焊接特点对比
在高倍显微镜下对两种激光焊机的焊接焊缝进行了比对,如下图所示:

图5 脉冲焊机封焊产品的焊缝
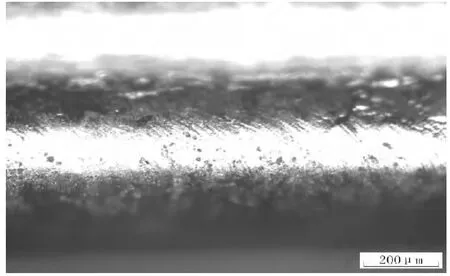
图6 光纤焊机封焊产品的焊缝
分析结果:从上图可以看出脉冲焊机封焊的产品焊点较大,焊点呈鱼鳞状相互叠加,上一个焊点覆盖了下一个焊点的50%~70%,焊缝较光纤激光焊机的焊缝粗糙,不光滑。光纤连续型焊机焊出的产品外型美观,焊缝光滑平直,一致性好。
通过对比和分析,可得出如下结论:
1、脉冲式激光焊机的焊封外观不如光纤激光焊机。
2、用光纤激光焊机封焊的产品封边效果较好,可以满足产品密封性要求,产品泄漏是由于封焊时绝缘子受热破裂造成。
6 小批量焊接试验
根据上述试验结果,我们决定采用光纤激光焊机为密封焊接的主机。同时,为了消除焊接时的热量损坏绝缘子,我们决定从减小焊接功率和提高移动速度两方面入手,对产品进行了焊接并进行检漏试验,结果均不理想。功率小于80W,而移动速度为10mm时,焊缝有漏点;当封焊功率为100W时,移动速度加快到20mm后,焊缝同样有漏点。经过多次试验,我们提出通过加大焊接功率,同时加大移动速度的想法进行焊接试验。
下表是三组(每组10只)焊接样品的焊接参数及氦质谱检漏的数据,后面又对氦质谱检漏合格的产品涂覆一层附加密封剂再进行氦质谱检漏试验,数据见表5。

表5 加大焊接功率和激光移动速度后试封结果

从上述数据可以看出,大部分样品的泄漏率均在小于10-3pa.cm3/s,说明绝缘子受热破裂的现象已经得到有效控制。其余样品均为大漏,在水检时发现,产品均为边漏。这说明通过加大焊接功率和大幅度提高移动速度,较好的解决了产品密封焊接时玻璃绝缘子受热炸裂的难题。
为了考核光纤激光焊机的焊接效果,我们又进行了小批量样品密封焊接,数量为50只,焊接参数为180W,移动速度为60mm/s。焊接样品经过氦质谱检测和加压水检,合格47只。由此可以看出用连续激光焊机封焊的产品可以达到了10-3Pa·cm3/s的泄漏率。试焊的合格率也达到了90%以上。
7 结论
经过不断努力,同时在激光设备厂商的大力支持和协助下,我公司激光封焊技术的工艺研究取得积极的进展,用光纤激光焊机封焊出的产品焊缝连续细腻,外形美观,封焊出的产品泄漏率达到小于10-3Pa·cm3/s的要求,可以满足我公司产品封焊的要求,可以取代电子束焊机进行继电器的密封焊接。
[1] GJB360-96,电子及电气元件试验方法.
[2] 微型密封极化继电器的焊接与检漏技术[J].机电元件,2008.28(3)25 ~28.
[3] 廖寿章,沈远洪.激光封焊继电器初步探讨.机电元件,1985.01.
