浅谈CD6140A车床转动小滑板法加工外圆锥面
2014-03-02黄冈师范学院机电工程学院刘海峰
黄冈师范学院机电工程学院 刘海峰
浅谈CD6140A车床转动小滑板法加工外圆锥面
黄冈师范学院机电工程学院 刘海峰
本文主要针对在实践教学过程中,学生在CD6140A普通车床车削圆锥面常常出现的问题,来介绍转动小拖动板法车削外圆锥面的方法及其注意的问题。
转动小滑板;外圆锥面;加工;方法;问题
在加工机械的时候,不少的机械零部件需要便于装卸、准确定位与紧密配合,为此,配合表面普遍使用圆锥体与圆锥孔的圆锥面,像是汽轮发电机等的传递大扭矩和锥体轴端圆锥销,铰刀以及麻花钻头莫氏圆锥尾柄,钻床、铣床,以及车床主轴的圆锥孔等。
由于圆锥表面有各种不同的形状,而车床上的设备也各有不同,因此要根据不同情况,采用不同的方法进行车削。在普通车床车削锥面加工过程中,鉴于靠模法需要靠模装置,宽刃刀车削法要求车床刚性良好,而偏移尾座法适应于长度较长、斜角较小的外圆锥表面,因此,在实践教学过程中进行车削圆锥时,笔者建议采用转动小滑板法加工。下面结合本人在实践教学过程中的体会,通过以下几个方面谈谈转动小滑板法对外圆锥面进行加工。
1 转动小滑板法及其特点和确定转动角度
1.1 转动小滑板法及其特点
转动小滑板法是指按照逆时针或者顺时针的方向将小滑板根据工件圆锥半角α/2转动一个角度,使车刀的运动轨迹与所需加工圆锥在水平轴平面内的素线平行,用双手配合均匀不间断转动小滑板手柄,手动进给车削圆锥面的加工方法。如图1所示。

图1 转动小滑板车圆锥面
转动小滑板车外圆锥面的特点:
(1)在相同的工件上对不一样的锥角的圆锥面进行车削时,便于角度的调整;
(2)可以对整圆锥孔与圆锥表面进行车削,使用范围普遍且便于操作;
(3)可以对圆锥角α较大的圆锥面进行车削;
(4)小滑板行程的制约因素,仅仅可以对较短素线长度圆锥面进行加工。
(5)仅仅可以手动进给,具有较大的劳动强度,难以控制工件表面的粗糙度值,仅仅在小批量和单件生产中适用。
1.2 小滑板转动角度的确定

其中:α/2—圆锥半角(即小滑板转动的角度);
C-锥度;
D—圆锥大端直径;
d—圆锥小端直径;
L—圆锥大端直径与小端直径处的轴向距离。

图2 圆锥的计算
2 外圆锥面的车削方法
2.1 转动小滑板
(1)对于小滑板下转盘的两个螺母用扳手松开;
(2)对小滑板转的方向的确定结合工件上外圆锥面顺、倒方向;
①对正外圆锥面进行车削,也就是圆锥大端紧靠小端和主轴尾座方向,需要逆时针地转动小滑板,如图3所示。
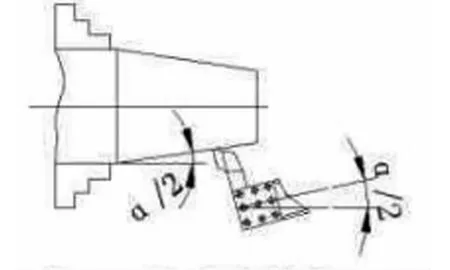
图3 车正外圆锥面
②对反外圆锥面进行车削,需要顺时针地转动小滑板;
(3)结合转动方向与转动角度α/2转动小滑板到要求的位置上,对齐小滑板圆锥半角α/2刻线和基准零线,再将转盘螺母锁紧;
(4)在圆锥半角α/2并非整数值的时候,通过目测估计小数部分,大体对准之后,借助试车找正。
2.2 车削的具体方法步骤
(1)将圆锥部分根据圆锥长度与增加1mm余量的大端直径车成圆柱体。
(2)如图4,将中、小滑板进行移动,让轴端外圆面跟车刀刀尖接触;再往后退出小滑板,调至中滑板的刻度为零位,以此当作粗车外圆锥面的起始。
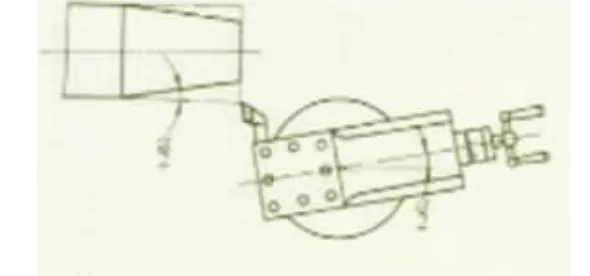
图4 确定起始位置
(3)如图5,根据刻度对中滑板向前进切且将吃刀量加以调整,将车床开动,双手替换着对小滑板的手柄进行转动,需要确保持续性的手动进给速度。在车到终端的时候,推出中滑板,且迅速地复位小滑板。

图5 手动进给车外圆锥面
(4)将步骤3进行重复,将吃刀量加以调整、手动进给车削外圆锥面,一直到工件可以塞入大概1/2的套规。
3 车削时应注意的问题
3.1 转动小滑板时,当圆锥半角α/2不是整数值时,应使转动角度比圆锥半角α/2稍微大一些,然而不可以比α/2还小,如果转动的角度比较小,那么就可能使得圆锥素线车长却不好对圆锥的尺寸长度进行修正。
3.2 在装夹工件的时候,务必确保车床主轴回转中心和工件回转中心重合;
3.3 在安装车刀的时候,务必使车刀刀跟工件回转中心对准,不然,车出的圆锥素线会是双曲线,而并非直线。
[1]董代进主编.车工技术基本功.北京:人民邮电出版社,2011
[2]徐洪主编.车工基本技能.北京:中国劳动社会保障出版社,2005
[3]孙连栋,王祥祯主编.数控车工实训.北京:高等教育出版社,2011
[4]张梦欣主编.车工工艺学.北京:中国劳动社会保障出版社,2005
[5]袁梁梁主编.车工快速入门.北京:北京理工大学出版社,2008
刘海峰,男,高校讲师、工程师,黄冈师范学院机电工程学院