铸铁焊接工艺分析研究
2014-03-02
(唐山开滦铁拓重型机械制造有限责任公司,河北 唐山 063100)
铸铁焊接工艺分析研究
姚仕辉 田志顺
(唐山开滦铁拓重型机械制造有限责任公司,河北 唐山 063100)
文章对铸铁焊接缺陷进行了分析阐述,在此基础上重点论述了铸铁焊接工艺要点及注意事项,焊接工艺的优缺点。
铸铁焊接;焊接工艺 ;要点分析
概论
就目前来说,铸铁是在我国机械工业整个行业中应用是较多的材料,它主要由铁、碳和硅等组成的复合物体。因成分很多,所以铸铁在焊接中就会出现铸造缩孔、裂纹等问题。这样来看,铸铁具体怎么焊接就显得尤为重要了。
1 铸铁焊接缺陷分析
我们从铸铁的焊接性来分析它的缺陷。总的来说,铸铁含碳量较高,塑性差,再加上它的组织不均匀,这样在焊接时,就很容易出现焊接后有白口组织形成,出现裂纹,焊后产生气孔。因此,在铸铁焊接时铸铁是不作为焊接材料的。下面笔者就分析下它的焊接缺陷。
首先是它的焊缝成型问题。一般来说这样的焊缝波纹粗劣,不整齐,焊缝可以达到3㎜左右。在焊接接头时焊接头较差,而且焊缝高低不平。它的咬边一般会出现沟槽,有时深度可以达到0.5㎜,总长度大于焊缝长度的10%或大于验收标准要求的长度。
另外在焊接时也会出现弯折现象。它主要是焊缝的横向收缩或安装对口偏差,造成的垂直于焊缝的两侧母材不在同一平面上,就会形成一定的夹角。表面出现气孔现象。在我们焊接过程中,由于气体未完全溢出就会出现凝固,在焊缝表面形成的孔洞。
2 铸铁焊接工艺要点分析
一般来说,在铸铁焊接的时候我们采用冷焊、热焊及半热焊三种工艺。根据不同的焊接工艺我们才会选用不同的焊接材料,这样才有利于焊接的完整性及成功性。
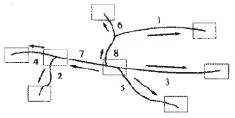
图1
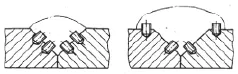
图2

表1
我们先看它的冷焊工艺。我们一般采取留后焊接工艺,这样是为了减少焊缝的出现,有效地控制焊接裂缝的产生。具体如图1所示。
图中,方框是留后焊接部分,箭头是焊接方向,数字为焊接顺序。焊接时用较小的电流,直径小的焊条,焊条角度可以大些,不要垂直收弧,在焊缝温度在大于80度时,选用点焊分焊等工艺,若焊缝温度小于80度时再进行正常焊接。
在焊接时候,为了增加焊缝的强度,我们可以用加强螺钉法进行焊接,就是将螺钉插入焊接部分的边缘和坡口斜面上,如图2所示。图中圆锥形的物体就是螺钉插入焊接。
一般焊前不进行预热,当环境温度较低或焊接拘束较大时,焊前可以预热100~150℃,铸铁冷焊时往往要采用特殊的焊接材料和必要的工艺措施。
再一个就是它的热焊工艺。工艺要求是把铸铁件整体或局部预热至600~700℃,在焊接过程中保持温度,焊后趁红热状态覆盖石棉粉或其他保温材料,缓慢冷却,有利于石墨析出。
而半热焊工艺是将铸铁件整体或局部预热到300~400℃,并在焊接过程中保持温度。半热焊方法改善了施工条件,降低了焊接成本,但焊缝抗裂性能下降。
以上焊接方法在焊接时候,要把所焊接件倾斜放置,使焊缝处于上坡焊或半立焊,以减小熔合比。焊前要将坡口周围预热,温度为200~250 ℃,以缩小焊缝与工件的温差。在选用焊条方面要用铸308,直径D3.2 mm和4 mm。焊前应将焊条经150 ℃左右烘焙2 h为宜。
但是要注意的是,焊接时在坡口两侧为减小熔深,可采取快速不摆动焊。而焊接工件较厚时,坡口截面较大,可以采用多层多道焊。锤击焊缝。锤击焊缝时温度应该在400 ℃以上进行,用小圆头锤击焊缝,使焊缝金属延展,松驰焊补区的应力。焊接第一层和最后一层不要锤击。
3 铸铁焊接工艺优缺点分析
下面笔者将铸铁焊接方法的优缺点进行制表比较。一般来说,铸铁的焊接采用气焊或电弧焊两大种类,它的优缺点对比如表1。
[1]王英力.灰口铸铁焊接方法探索灰口铸铁焊接方法探索[J].城市建设理论研究(电子版),2012(24).
[2]陈裕川.焊接工艺设计与实例分析[M].北京:机械工业出版社,2009,9.
TG455
:A
