涡轮冷却器中空气动压轴承的应用及其改进
2014-03-01邓为民
邓为民
(海军装备部上海局航空装备处,上海 200083)
涡轮冷却器中空气动压轴承的应用及其改进
邓为民
(海军装备部上海局航空装备处,上海 200083)
为解决涡轮冷却器中空气动压轴承的高故障问题,在介绍了空气动压轴承的特点和国产化研制现况之后,提出了具体的改进措施。实践表明改进措施合理、有效,值得推广。
空气动压轴承;涡轮冷却器;应用;改进
涡轮冷却器是飞机环控系统中的重要设备,而轴承是影响涡轮冷却器可靠工作的一个关键因素,轴承故障会导致抱轴、卡死、转动不灵活、效率低等故障,而产品高故障率将直接影响座舱工作环境,严重时可影响飞机安全。换装陶瓷球虽可缓解故障现象,但难以有效满足使用要求,所以亟需对产品进行改进。
1 涡轮冷却器主要故障原因及其改进措施简介
1.1 涡轮冷却器主要故障原因
国产航空涡轮冷却器故障现象主要为:抱轴、卡死、转动不灵活、效率低、压气机叶轮断裂、密封失效、超温超速、漏油、壳体裂纹等。其中,抱轴、卡死约占全部返回涡轮产品数量的65%;转动不灵活、效率低的故障产品约占23%;漏油、壳体裂纹等其他涡轮冷却器故障产品约占12%。因轴承原因造成的故障占88%,可见轴承在涡轮冷却器中的作用之重要。
轴承是影响涡轮冷却器可靠工作的一个关键因素,轴承故障的原因在于三个方面:一是轴承长期使用磨损,最终轴承失效,转子卡死;二是换热器产品由于游离水较多,目前涡轮冷却器还没有有效减少油池进水的措施,涡轮冷却器油池进水后,轴承润滑能力降低,最终导致轴承失效,涡轮抱轴、转子卡死;三是密封失效损坏,巴氏合金磨损部分粉末进入轴承,加速轴承磨损。轴承磨损加剧,轻则造成转子振动量增大,导致压气机叶轮与蜗壳摩擦,重则导致轴承失效,转子卡死。
1.2 涡轮冷却器改进措施简介
为解决上述故障,设计单位一般采取的改进措施主要有三项:换装陶瓷球轴承;隔热板密封材料改用石墨;叶轮加工工艺改进。其中,换装陶瓷球轴承是最重要,也是最有效的措施。由于陶瓷球在高温条件下的膨胀系数较钢球低得多,陶瓷球轴承理论上更适用于高温环境;另外,陶瓷球的密度较钢球低,在高转速环境下所产生的离心力也相应小很多,因此其磨损也会小一些。所以,与钢球轴承相比,陶瓷球轴承更适合在这种高温高转速的环境下使用。因此,将换装陶瓷球轴承作为一项改进措施。
改进后的滚珠轴承涡轮冷却器使用寿命虽然有显著的提高,但鉴于国内技术水平和滚动轴承结构形式的限制,滚珠轴承在温度、压力和转速较高的条件下,还是存在可靠性低、故障率高的问题,一般仍无法达到成熟期1 200飞行小时/8年的首翻期要求。此外,由于滚珠轴承需要定期补充润滑油,外场必须定期对产品进行加油维护。产品故障率偏高、维护成本高等问题,依然难以有效满足使用需要,因此,使用空气动压轴承,已成为提高产品可靠性的必然需求。
2 空气动压轴承工作原理及其优点
2.1 空气动压轴承工作原理
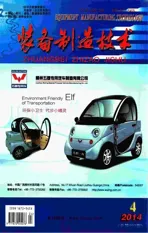
根据国内外的研制经验,采用空气动压轴承是解决涡轮冷却器可靠性低的有效方式。空气动压轴承主要是利用流体的动压效应,也即粘性流体在经过一个楔形或者倾斜平板时,会产生大于来流压力的效应,从而产生支撑力,如图1所示。
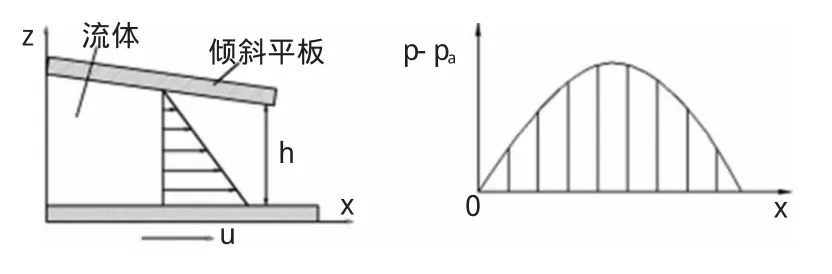
图1 黏性流体的动压效应
涡轮冷却器中使用的空气动压轴承由径向轴承和止推轴承组成。径向轴承是通过转轴与轴承之间的气隙的偏斜,形成偏心率和偏位角,形成楔形,产生动压支撑效应,如图2所示。
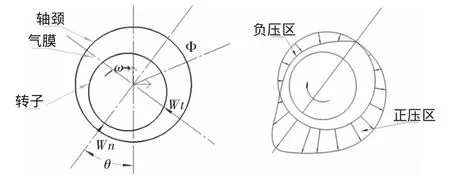
图2 径向空气动压轴承动压效应形成原理
止推轴承是通过将扇形拱形箔片焊接到止推箔片上,扇形拱形箔片与转子的止推盘之间形成楔形,产生动压效应,如图3所示。
图3 止推空气动压轴承动压效应形成原理
2.2 空气动压轴承的主要优点
与传统的滚珠轴承相比,空气动压轴承有以下优点:
(1)高可靠性、长寿命
空气动压轴承支撑转子组件的零部件数量更少,同时不需要提供润滑油。当产品运转时,轴承与轴之间形成空气膜保护轴承箔片免于磨损;轴承表面只是在转子启动或停止时才与轴摩擦,而轴承表面的耐磨/自润滑涂层可以将磨损限制在极低的水平。因此,空气动压轴承涡轮冷却器的寿命和可靠性将得到非常显著的提升。
(2)高转速适应性
滚动轴承则转速越高磨损越快,通常转速严格受限制。空气动压轴承和轴之间由高压气膜隔开,不存在摩擦,且转速越高轴承的承载能力越强,因此空气动压轴承允许转子超出滚珠轴承限度很高的旋转速度。在涡轮冷却器中,转速高可使压气机和涡轮具有更好的气动效率。
(3)高低温适应性
大部分润滑油在无冷却情况下不能工作在高温环境内。同时,低温时润滑油变的非常粘稠影响性能。空气动压轴承则可以在高低温环境下良好运转。
(4)免定期维修
在涡轮冷却器中应用箔片轴承,不需要润滑油,取消了油润滑系统,不需要检查或更换润滑油,大幅度降低部队维护工作量和使用维护成本。
(5)抗环境污染能力强
空气动压轴承轴承引起通过在制冷路进口设置的倒置皮托管防止大颗粒进入轴承引气流道,而细小微粒进入流道后会随着冷却气流排出。因此空气动压轴承可以在沙尘吸入的环境条件下可靠运转,抗环境污染能力突出。
(6)使用维修成本低
滚动轴承发生故障后,转子产生极大的摆动位移,造成转动和静止部件大量磨损,维修时需要更换大部分零组件。而空气动压轴承与轴的配合间隙小、公差严格,当轴承故障发生时,轴承箔片有效限制了转子组件的位移,将磨损限制在轴承箔片和轴表面。产品故障后,只需要更换轴承,而轴和其他转子部件通常可以修复使用。这样可以大大降低故障维修成本,缩短维修周期。
3 空气动压轴承国产化研制现状
空气动压轴承的设计与制造是涡轮冷却器核心技术之一。目前空气动压轴承设计与制造技术仍是国外同类产品的核心机密。为顺利推进空气动压轴承产品的研制,国内启动了空气动压轴承国产化研制工作,近年来研究了国外各种类型的空气动压轴承样件,通过逆向工程分析了样件的材料、加工工艺、热处理、喷涂等关键技术,完成了某型产品所选轴承的国产化试制,如图4所示。
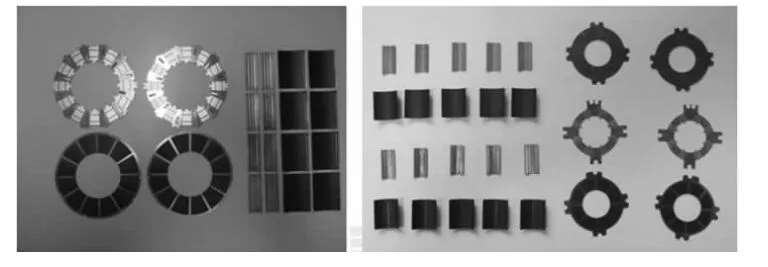
图4 国产化空气动压轴承样件
国产化空气动压轴承在产品上进行了起浮压力试验、正常运转压力试验、性能性能试验,各项技术参数满足协议要求,在完成了2 500次起停寿命试验后分解检查,国产化轴承状态良好,如图5所示。试验结果表明,国产化轴承基本满足使用要求,后续将进一步开展寿命考核和振动、冲击、加速度、高低温等环境试验考核,以验证国产化轴承的适应性。
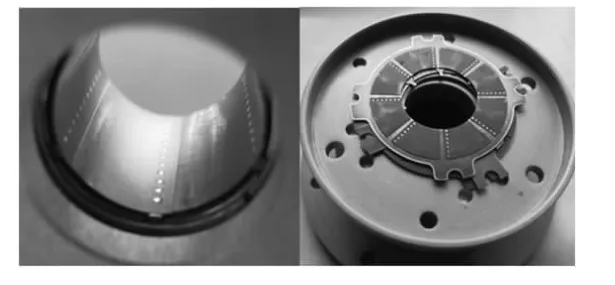
图5 国产空气动压轴承完成2 500次起停后的状态
4 涡轮冷却器中空气动压轴承的具体改进措施
以某型涡轮冷却器为例,对空气动压轴承采取的具体改进措施主要有:
(1)使用可靠性高的空气动压轴承,做到免维护;
(2)加粗轴径,增强轴的刚度,提高运转的稳定度;
(3)在叶片的叶根部位进行倒圆处理,提高叶根的抗疲劳强度;
(4)采用更加合理的密封结构,提高密封可靠性。
以上改进的对比如图6所示。
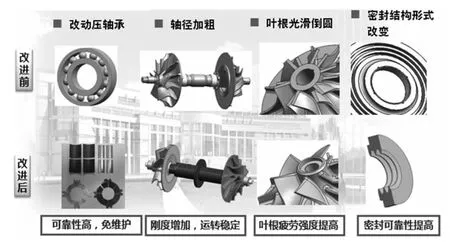
图6 空气动压轴承改进前后对比
在涡轮冷却器改进过程中,其空气动压轴承的支撑、冷却、密封等结构形式与原涡轮冷却器应基本保持一致,从而可以保证产品运转的可靠性。改进前后的产品外形对比如图7所示。

图7 轴承涡轮冷却器产品改进前后对比图
5 结束语
该空气动压轴承涡轮冷却器的原理样机完成了性能试验、10 000次起-停寿命试验和振动、冲击试验等试验,满足装机要求,到目前为止,该型空气动压轴承涡轮冷却器已经累计装机使用超过1 000飞行小时,工作情况良好。实践表明:以上改进措施合理、有效,值得推广。
[1]Luis San Andre,Tae Ho Kim.Forced nonlinear response of gas foil bearing supported rotors[J].Tribology International,2008(41):704-715.
[2]池长清,流体力学润滑[M].北京:国防工业出版社,1998.
[3]侯 予,熊联友,等.箔片式动压径向气体轴承的发展[J],润滑与密封,2000(2):2-4.
[4]虞 烈.弹性箔片的气弹润滑解[J].西安交通大学学报,2004,38(3):327-330.
[5]杨丽花,石建华,刘恒,等.弹性箔片动压径向气体轴承动特性的实验研究[J].摩擦学报,2006,26(4):353-357.
App lication of Air Bearing on Turbine Cooling Unitand its im provement
DENGWei-min
(EquipmentDepartmentof the Navy of ShanghaiBureau of Aviation Equipment,Shanghai200083,China)
In order to solve the problem of high failure of air bearings of the turbine cooler,after the introduction of air dynamic pressure bearing and domestic developmentsituation,put forward specificmeasures for improvement.Practice shows that the improvement is reasonable and effective,worthy ofpromotion.
V228.3
B
1672-545X(2014)04-0140-03
2014-01-05
邓为民(1970—),男,江西宜春人,大学本科,长期从事舰船和航空机电产品质量监督和新品研发工作。