一起制氧机组分子筛控制系统故障分析及解决
2014-02-28李志雄
李志雄
(南京钢铁联合有限公司制氧厂,江苏南京210035)
制氧
一起制氧机组分子筛控制系统故障分析及解决
李志雄
(南京钢铁联合有限公司制氧厂,江苏南京210035)
由于分子筛电磁阀柜电源开关跳闸,导致空压机出口压力超限,联锁空压机放空阀放空,影响制氧机组的生产和公司的经济效益。结合分子筛工作过程和控制系统的组成,分析了控制系统故障的原因,找到了解决问题的方法,介绍了技术改造措施。
分子筛;吸附再生;控制系统;电磁阀;双线圈
1 前言
南京钢铁联合有限公司2#制氧机组空分设备,采用分子筛系统吸附净化流程,分子筛系统作用是将空气中的水分、CO2等杂质吸附,净化空气。分子筛吸附一定量的杂质(水分、CO2等)后就失去吸附作用,需要通过电炉加热后的污氮气再生,才能恢复吸附能力。控制系统按照工艺要求的顺控程序,开、关分子筛系统的阀门和电炉,实现分子筛系统的工作和再生。现结合南钢2#制氧机组分子筛控制系统出现的问题,提出一些解决方案,减少控制系统故障,确保空分设备正常生产。
2 分子筛系统及再生过程
2.1 分子筛系统
南钢2#制氧机组分子筛系统中有两组(只)卧装的园柱形容器,叫吸附器,每只吸附器中均充有分子筛吸附剂。两组(只)分子筛吸附器MS1201、MS1202是交替工作的,即当一组(只)吸附器运行在吸附工作状态时,另一组(只)则运行在再生状态。处在吸附工作状态的吸附器,通过原料空气,当空气通过分子筛时,空气中的水份、CO2和碳氢化合物被分子筛吸附,使空气得到净化。经过一段时间的吸附,分子筛就得进行再生,使分子筛吸附剂析出水份及CO2等,经过再生的吸附器又可以投入吸附工作,两组(只)吸附器是交替工作的。
2.2 分子筛吸附器再生过程
分子筛吸附器是空分设备的重要设备之一,确保分子筛吸附器安全可靠运行是很重要的,为此必须按照再生过程进行再生工作,分子筛吸附器的再生过程为:

整个再生过程必须严格按照规定的控制程序和时间、压力、压差等条件,以及前一步动作完成之后,有关阀门的开关状态来进行。
3 分子筛控制系统
分子筛控制系统主要指吸附器的自动切换和再生自控系统,下面对控制系统作一个简单介绍。
3.1 分子筛吸附器自动切换及再生自控系统主要组成部分
(1)分子筛吸附器自动切换利用DCS的内部顺控程序;
(2)气动切换阀一套;(3)电磁阀柜一台。
3.2 分子筛吸附器自动控制程序表
分子筛吸附器自动控制程序是按照工艺要求编制的,控制系统每一步的时间长短由机内计时器控制(如卸压、加热、吹冷、充压)。
3.3 分子筛吸附器自动控制过程
两组(只)分子筛吸附器是相互交替工作,如图1所示,当MS1201处于吸附工作状态时,另一组(只)吸附器MS1202则处于再生状态。各阀门的程序切换是由DCS系统中的程序控制。
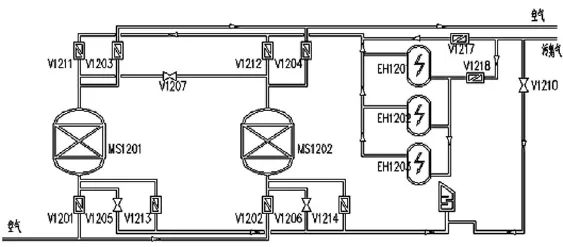
图1 分子筛流程图
分子筛吸附器自动控制过程实际上是分子筛吸附器再生自控过程,该自控过程分18步进行,当切换程序起动时,即处在第一步。初始化:V1201、V1202、V1203、V1204开,其余阀门均关闭,接着其他17步依次按程序进行,完成后又进入第一步,循环运行。
3.4 切换阀
分子筛系统切换阀包括气动蝶阀(SV1201)和气动单座阀(SV1205)及球阀,气动蝶阀是双信号驱动,气动单座阀及球阀是单信号驱动。
气动蝶阀均有全开和全关阀位状态开关,在顺控程序运行时,电磁阀接受DCS的DO信号,控制具体的阀门动作,只有前面阀门动作到位的反馈信号输入给DCS的DI通道,DCS的顺控程序才能往下进行,否则,程序就会停止下来。这些开关接线必须十分牢固。如图2所示。

图2 气动蝶阀位置反馈开关接线图
气动蝶阀两根信号管均带有调速器,阀门开关速度可以调节。
3.5 改造前的电磁阀
分子筛系统的切换蝶阀配有电磁阀,电磁阀采用交流220 V、直动式、单线圈、二位五通的电磁阀;电磁阀集中安装在电磁阀柜中,每个电磁阀的线圈由DCS的DO输出端控制。如图3所示。

图3 DCS的DO点与单线圈电磁阀电源的回路图
在电磁阀的线圈通电的情况下,电磁阀的气路切换,并导致阀门全开的动作。否则,电磁阀线圈失电时,对应的阀门全关。
4 分子筛控制系统故障分析及解决方案
4.12#制氧机组分子筛控制系统停止工作的故障现象
2013年7月20日,2#制氧机组空压机突然放空,操作人员通过检查DCS画面,发现分子筛所有阀门都处于关闭状态。仪表人员到现场处理故障,检查电磁阀柜,电源开关跳闸,造成了分子筛电磁阀全部失电,导致分子筛所有阀门关闭。
4.22#制氧机组分子筛控制系统故障的原因分析
(1)电磁阀柜在现场,环境较差,有少量积灰,导致端子瞬间短路,造成电源开关跳闸断开,由于采用的是单线圈电磁阀,所以引起分子筛所有切换阀门的电磁阀失电,切换阀全部关闭。
(2)电磁阀柜的所有电磁阀共同使用一个电源开关S1,一旦电源开关出现故障,或总电源进线接触不良,所有电磁阀均失电,导致分子筛控制系统瘫痪。
(3)电磁阀柜内电源开关接线松动也是造成控制系统故障的一个原因。
(4)各电磁阀的电源零线连接在一起,相线S1:2在端子排上以短接线方法相连,通过DCS的DO点接到电磁阀的线圈,接线方式不妥。
(5)日常维护可能有不到位的情况,检修质量不过关。
4.3 解决方案
针对分子筛电磁阀柜电源全部失电,引起制氧机组全线停机的问题,召开设备故障分析会,提出如下解决方案:
(1)每年停机检修时,将接线端子紧固、柜内卫生等都编制进了检修计划,定期检修,并控制好检修质量。
(2)平时点检维护时,想办法清理分子筛电磁阀柜灰尘,搞好柜内卫生。
(3)在电磁阀柜中,增加分开关,每个分开关控制单一的电磁阀,避免一个电磁阀的电源故障导致所有电磁阀都受影响。
(4)由于使用的电磁阀是直动式、单线圈电磁阀,只要得电或失电,电磁阀就会动作;对于分子筛系统来说,前面几条治标不治本,能够降低分子筛控制系统故障率,但单个电磁阀失电的风险时刻存在,如关键阀门V1201在应全开时关闭,势必造成空气不能进入空分装置,同样引起空压机出口超压放空,制氧机停机。采用直动式、双线圈二位五通的电磁阀,能较好地解决这一问题。
5 双线圈二位五通的电磁阀的特点和使用效果
5.1 双线圈二位五通电磁阀的特点
只有在双线圈电磁阀的一路线圈通电,另一路线圈失电的情况下,双线圈电磁阀的气路才会切换,并导致阀门相应动作。在双线圈电磁阀的两路线圈同时失电或同时得电的情况下,双线圈电磁阀气路不会切换,从而阀门不会动作。而单线圈二位五通电磁阀,只要线圈得电,电磁阀的气路就切换,开启切换阀,一旦失电,电磁阀在弹簧的作用下复位,关闭切换阀。由此可以看出,双线圈电磁阀有失电保持不动作的优点。
5.2 双线圈二位五通电磁阀的使用
双线圈二位五通电磁阀和单线圈二位五通电磁阀的阀座相同,以气动蝶阀为例,一个进口P,接仪表气源,出口A接气缸活塞上部,出口B接气缸活塞下部,出口EA和EB通大气;不同的是增加了一个线圈,去掉了弹簧,成为双线圈二位五通电磁阀。改造后,每个电磁阀的两个线圈分别由两个DCS的DO输出端控制,如图4所示。

图4DCS的DO点与双线圈电磁阀电源的回路图
正常情况下,DCS中控制同一个电磁阀的两个DO点输出信号相反。如线圈A得电,线圈B必定处
在失电状态,气源P通A进入气缸上部,B通EB泄掉气缸下部气压,活塞推动阀杆向下直至切换阀V1201全开,全开的反馈行程开关接通,DCS接收到反馈信号,顺控程序继续往后运行。反之,线圈B得电,线圈A失电,切换阀V1201全关。
切换阀V1201全开时,如得电的一路线圈A出现电源故障突然失电的时,因另一路线圈B也是失电,电磁阀气路不变,切换阀V1201仍然在全开状态而不会关闭,空压机不会超压放空或喘振,从而引起制氧机停机。同理,S1跳闸,双线圈二位五通电磁阀仍然保持在前一状态。
其他的切换阀也同切换阀V1201一样,确保了分子筛正常运行。
5.3 方案的实施和效果
(1)方案的实施
在DCS中新增DO点,与原电磁阀的DO点对应取反,输出信号为接通(对应的原信号断开)时,切换阀全关,反之切换阀全开。增加分开关,每个开关控制一个电磁阀的两个线圈。在电磁阀柜中,双线圈电磁阀分别安装在原单线圈电磁阀处,增加每个电磁阀的电缆线。更换旧的接线端子排,采用簧片式端子,解决螺丝接线时出现的线头松动问题。
(2)效果
将电磁阀柜内的交流220 V、直动式、单线圈、二位五通的电磁阀改为交流220 V、直动式、双线圈、二位五通的电磁阀后,2#制氧机组分子筛控制系统运行正常,确保安全稳定生产。更换旧的接线端子排,减轻了检修人员的工作量;单线圈电磁阀改为双线圈电磁阀,增加了维护工作的安全性,维护方式灵活简便。
6 结束语
2#制氧机组分子筛控制系统改造后,提高了该分子筛控制系统的安全性和可靠性,排除了制氧机生产的一大隐患,降低了设备故障率,节约了停机造成的能源损耗,降低空分设备的运行成本,提高了南京钢铁联合有限公司的经济效益。1#制氧机组分子筛控制系统和2#制氧机组分子筛控制系统基本相同,准备以后利用停机检修时机进行类似技术改造。
[1]陈和林.分子筛控制系统优化[J].河北冶金,2011,(9):4.
Analysis and Solution of a Control System Failure of Molecular Sieve in an Oxygen Generating Unit
LI Zhixiong
(The Oxygen-making Plant of Nanjing iron and Steel Co.Ltd.,Nanjing,Jiangsu 210035,China)
Power switch tripping of the solenoid valve for molecular sieve led to excessive pressure at the outlet of air compressor and emptying of the interlocked venting valve, affecting production of the oxygen generator and the economic performance of the company. Based on the work process of molecular sieve process and configuration of the control system, the causes of the control system failure were analyzed and a solution to the problem was found.The technical modification measures were also introduced.
molecular sieve;adsorption regeneration;control system;electromagnetic valve;double coil
TQ051.5
B
1006-6764(2014)05-0028-04
2014-01-22
李志雄(1965-),男,工程师,现从事仪控技术管理工作。
