烟丝填充值与烟支重量及稳定性的相关分析
2014-02-28何邦华
唐 军,唐 丽,周 冰,何邦华
(云南中烟工业有限责任公司技术中心,云南昆明650202)
烟丝填充值是烟草行业在卷烟加工过程中监控在制品质量的一个重要工艺指标[1-2]。成品烟丝填充值一定程度上决定了卷烟的耗丝量,其值的大小和波动直接影响到烟支重量及稳定性。而烟支重量是卷烟质量的一个重要指标,且与吸阻、密度、硬度等其他卷烟质量指标及焦油量、烟碱量、CO量等烟气质量指标存在显著的相关关系[3-7]。烟丝填充值是影响卷烟质量和烟气质量及稳定性的重要因素之一。近年来,随着卷烟加工工艺水平的不断提升,如何保证和提高卷烟质量及稳定性已成为烟草行业研究的重要课题[8-9]。笔者系统研究了烟丝填充值与烟支重量及稳定性的相关关系,为进一步改善卷烟质量稳定性提供参考依据。
1 材料与方法
1.1 材料 昆明卷烟厂某牌号切后烟丝;国产竖纹32A70W卷烟纸,宽度53.0 mm,透气度70 CU;醋纤滤嘴棒,丝束规格为3.0Y/35000D,圆周24.1 mm,长度100 mm,吸阻3 140 Pa,硬度87%。主要设备仪器:KLD-2Z型薄板滚筒干燥设备、HDT-FX型气流干燥设备、Protos 70卷烟机,德国Hauni公司;SevenMulti S40型多功能综合测试仪,瑞士Mettler公司;101-2A型电热鼓风干燥箱,北京市永光明医疗仪器厂;Tcz-3型填充值测量仪,郑州烟草研究院。
1.2 方法
1.2.1 不同填充值烟丝的制备。取某牌号同一批切后烟丝分为7份,分别采用不同烘丝方式和烘丝加工参数进行烘丝干燥,得到不同填充值的烟丝,烘丝方式和烘丝温度见表1。
1.2.2 烟丝卷制成烟支。待上述7份烟丝按不同烘丝方式和加工参数运行稳定后,用小车在烘丝出口分别接取100 kg,送入贮丝房平衡水分48 h,然后送入卷接包车间在同一台Protos 70卷烟机进行卷制。在卷制过程中,关闭卷烟机的烟支重量控制系统,并保持吸阻(1 100±200)Pa、圆周(24.3±0.2)mm、长度(84±0.5)mm等其他卷烟规格不变。

表1 烘丝方式和烘丝温度
1.2.3 测定方法。烟丝含水率采用《卷烟工艺规范》规定的方法采用烘箱法测定;烟丝填充值是按照YC/T152-2001《卷烟烟丝填充值的测定》中的方法采用Tcz-3型填充值测量仪测定;烟支重量采用SevenMulti S40型多功能综合测试仪测定。另外,该试验采用标准偏差来表征烟丝填充值和烟支重量的稳定性,为减少试验的成本和检测的数量,统一选取样本量为10。
2 结果与分析
2.1 烟丝填充值和烟支重量测定结果 对7种按照不同烘丝方式和烘丝加工参数烘丝并平衡水分48 h后的烟丝,每种烟丝取样10次,每次50 g,测定其含水率和填充值,结果见表2和表3。
据相关文献报道[10-11],烟丝含水率和填充值是影响卷烟质量的2个重要因素。从表2可见,7种烘后烟丝经过平衡水分48 h后,烟丝含水率均达到卷制要求(12.5±0.5)%,且标准偏差≤0.060,说明烟丝含水率稳定性较好。因此,在下面讨论分析中,将忽略烟丝含水率对烟支重量及稳定性的影响。从表3可见,同一批切后烟丝经过不同烘丝方式(薄板和气流)和烘丝加工参数(薄板筒壁温度和工艺气温度)烘丝干燥后得到了不同填充值和稳定性的烟丝。其中,气流烘丝方式得到的烟丝填充值(≥5.30 cm3/g)要高于薄板烘丝方式得到的烟丝填充值(≤5.00 cm3/g),这是由于气流式烘丝温度较高所造成的。7种烟丝填充值范围为4.65~5.69 cm3/g,标准偏差范围为0.013 4~0.084 2。
7种烟丝在相同卷制条件,并且在同一台Protos 70卷烟机上卷制成烟支,分别取烟支样10次,每次1支,测定其烟支重量,结果见表4。

表2 烟丝含水率测定结果

表3 烟丝填充值测定结果
从表4可以看出,不同填充值的烟丝按照同一规格(除烟支重量外)卷制后,得到不同重量的烟支。这说明烟丝填充值对烟支重量有显著的影响。

表4 烟支重量测定结果
2.2 烟丝填充值与烟支重量间相关分析 以烟丝填充值为横坐标,烟支重量为纵坐标,绘制出烟丝填充值与烟支重量的线性关系,如图1所示。
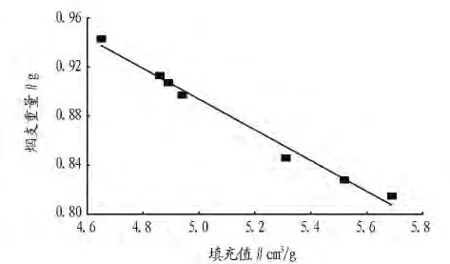
图1 烟丝填充值与烟支重量的线性关系
从图1可以看出,烟支重量随烟丝填充值增大而下降,两者呈显著的线性负相关。在试验烟丝填充值范围内,烟丝填充值与烟支重量之间的线性相关方程为:y=-0.125x+1.518,相关系数为R2为0.987。这表明,在消除烟丝含水率对烟支重量的影响后,烟丝填充值是影响烟支重量的主要因素。从理论上分析,当烟支圆周、长度一定时,烟支中可填充的体积一定,即烟支容积率保持不变,随烟丝填充值的增大,相同容积率的烟支可填充的烟丝量下降,从而烟支重量相应下降。因此,试验结果与理论分析相吻合。
2.3 烟丝填充值标准偏差与烟支重量标准偏差间相关分析 以上分析可知,烟丝填充值是影响烟支重量的主要因素。因此,烟丝填充值的波动必然会影响到烟支重量的稳定性。用标准偏差来表征稳定性,以烟丝填充值标准偏差为横坐标,烟支重量标准偏差为纵坐标,绘制烟丝填充值标准偏差与烟支重量标准偏差的线性关系,如图2所示。
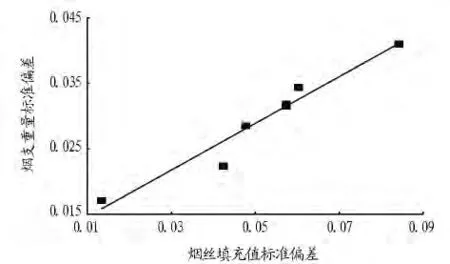
图2 烟丝填充值标准偏差与烟支重量标准偏差的线性关系
从图2可以看出,随烟丝填充值标准偏差增大,烟支重量标准偏差增大,两者呈显著的线性正相关。在试验烟丝填充值标准偏差范围内,烟丝填充值标准偏差与烟支重量标准偏差之间的线性相关方程为:y=0.357x+0.011,相关系数R2为0.947。这说明,烟丝填充值波动对烟支重量的稳定性具有显著影响。众所周知[12-13],烟丝填充值的波动是由于来料波动、加工工艺参数控制精度、三丝掺配均匀性等因素所造成的,烟丝填充值对烟支重量的影响可归纳为制丝加工过程对烟支重量的影响。该试验中各烟丝均用同一台卷烟机按照同一规格卷制成烟支,卷制加工过程对烟支重量稳定性的影响是一定的。因此,该线性相关方程有着显著的物理意义,方程中的斜率项表征了制丝加工过程对烟支重量稳定性的影响,而常数项是卷制加工过程对烟支重量稳定性的影响。该试验中卷烟机对烟支重量标准偏差的影响为0.011 g或11 mg。
3 结论
在消除烟丝含水率对烟支重量的影响后,烟丝填充值是影响烟支重量及稳定性的重要因素。在试验范围内,烟丝填充值与烟支重量之间呈显著的线性负相关性,其线性相关方程为:y=-0.125x+1.518,相关系数为R2为0.987。烟丝填充值标准偏差与烟支重量标准偏差呈显著的线性正相关性,其线性相关方程为:y=0.357x+0.011,相关系数R2为0.947。而且,该方程中斜率项和常数项可分别表征制丝加工过程和卷制加工过程对烟支重量稳定性的影响。
[1]姚光明,王文辉,尹献忠,等.烟丝结构对烟丝填充值和卷制质量的影响[J].郑州轻工业学院学报:自然科学版,2003,18(4):62-64.
[2]刘新民,杜咏梅,程森,等.烤烟烟丝填充值与其理化指标和感官品质的关系[J].中国烟草科学,2012,33(5):74-78.
[3]魏步健.烟支重量的重要性及其相关性[J].烟草科技,2000(3):6-8.
[4]李娟,王建民,张天栋,等.烟支质量及其相关指标标准值的系统化设计[J].郑州轻工业学院学报:自然科学版,2011,26(5):84-87.
[5]张图伟.关于卷烟焦油量稳定性的研究[J].轻工科技,2012(2):106.
[6]郭景会,陈迎春.提高卷烟单支重量控制精度的研究[J].科技与生活,2011(16):165-166.
[7]周晓梅.同品种烟丝在不同卷烟机卷制重量差异分析[J].科学之友,2012(4):146,148.
[8]吕祥敏,赵朋贤,李秋彤,等.控制图在卷烟质量稳定性中的应用[J].安徽农业科学,2012,40(10):6171-6172,6215.
[9]张慧筠,王玉胜,陈玉筠.主成分分析法在卷烟质量评价中的应用[J].广东化工,2011,38(5):216-217,223.
[10]孙雯,李雪梅,曾晓鹰,等.烟丝含水率对卷烟燃吸品质、烟气水分及粒相物挥发性成分的影响[J].烟草科技,2009(11):33-39.
[11]刘志华,杨松,王昆森,等.烟丝含水率对主流烟气CO等7种有害成分释放量的影响[J].烟草科技,2012(1):29-33.
[12]田秋生,侯平贤,姜均停,等.出料速度对烟丝结构和卷烟质量的影响[J].科技信息,2011(27):384,408.
[13]潘玥,郭隽.贮丝条件设计对烟丝质量的影响研究[J].河北农业科学,2011,15(6):72-73,103.