铣面机主轴推力轴承在线故障诊断及技术改造
2014-02-26路奎华王月明
路奎华,王月明
(1.斯凯孚(中国)销售有限公司,山东 青岛 266071;2.萨帕铝热传输(上海)有限公司,上海 200000)
一、概况
铣面机于2011年10月安装投运,并为其安装了SKF在线监测系统,设有1个IMX单元和12个振动传感器。
铣面机主轴为立式结构,传动系统是由电机通过弹性柱销联轴器直接带动主轴。其中电机功率为560kW,额定转速为595r/min。主轴上有NNU4960、51164、81164、NNU49604轴承。在线监测系统配置如图1所示。
二、铣面机主轴轴承在线故障诊断过程
2011年10月21日,从SKF在线监测系统中发现3#测点振动速度谱上有16倍主轴转频的多次谐波,初步怀疑该转频为刀盘上刀片的通过频率,后确认该主轴刀盘上仅有14个刀片,这说明16倍主轴转频并不是刀片的通过频率。再进一步分析频谱,发现该16倍主轴转频的高次谐波还存在明显的半倍转频边带(5Hz),频谱图见图2。
根据轴承缺陷频率计算公式,计算3#测点轴承缺陷频率,即:
轴承内圈缺陷频率=Nb/2×S[1+(Bd/Pd)×cosA]
轴承外圈缺陷频率=Nb/2×S(1-(Bd/Pd)×cosA)
滚动体缺陷频率=(Pd/2Bd)×S[1-(Bd/Pd)×cosA]2
保持架缺陷频率=S/2×[1-(Bd/Pd)×cosA]
式中:Nb——轴承滚动体个数;
S——轴转速;
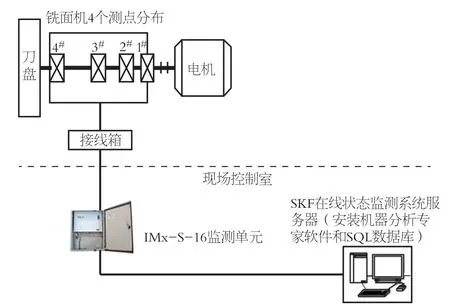
图1 铣面机主轴在线监测系统配置图

图2 3#测点轴向振动速度谱
Bd——滚动体直径;
Pd——滚动体分布圆直径;
A——接触角,°。
由于3#测点81164推力轴承的接触角是90°,即cosA= cos90°=0。那么,推力轴承轴圈缺陷频率=座圈缺陷频率=Nb/2×S,滚动体缺陷频率=(Pd/2Bd)×S,保持架缺陷频率=S/2。进一步核实81164轴承滚动体个数为32个,所以轴承轴圈缺陷频率=轴承座圈缺陷频率=16倍主轴转频,保持架缺陷频率=1/2倍主轴转频。也就是说,在线系统中显示的3#测点振动速度谱上16倍主轴转频的高次谐波为81164轴承轴圈和座圈缺陷频率,5Hz的边频带为81164推力轴承保持架缺陷频率。
综上分析,3#测点处81164推力轴承存在损伤。但从振动趋势上看还比较平稳,建议加强监控,密切跟踪观察其振动趋势。
三、故障跟踪及拆检
2011年11月11日在线系统显示,4个振动测点的加速度包络总值逐步增大,趋势有所上升,特别是3#测点的加速度包络值趋势变化相对明显。从11月15日3#测点包络趋势变化又趋于平稳。此时,DCS控制室显示轴承温度40℃左右。结合点检人员和现场生产人员的反馈,确认该轴承还可以继续运行。
12月2日在线系统显示3#测点加速度包络值又开始有显著变化,12月3日加速度包络值已达到23gE,且加速度包络谱中81164的座圈、轴圈缺陷频率占振动能量的主要成分,加速度包络值持续上升(图3)。
12月7日DCS控制室显示主轴轴承温度已达到53℃,综合分析判断81164推力轴承损伤已有明显恶化趋势,据此决定对主轴进行更换处理。
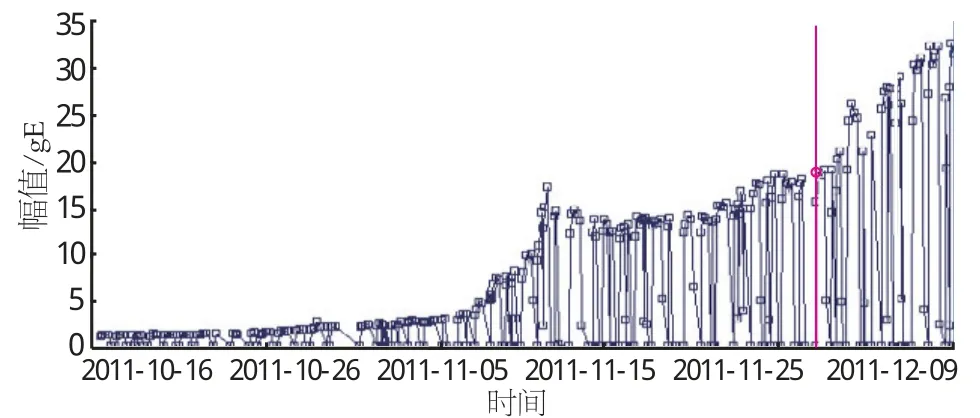
图3 3#测点加速度包络趋势图
12月14日,维修人员拆卸并更换了主轴,发现81164轴承损坏严重,其中滚动体和轴承座圈、轴圈均失效。
四、失效分析及技术改进
结合轴承历史状况,综合分析确认此失效模式主要是由于轴承预负荷不足造成的。
为了解决此问题,通过计算确定需要在轴向上安装一个可以产生6.37kN的弹簧给予预紧,防止在滚动体和滚道之间产生滑动(图4)。
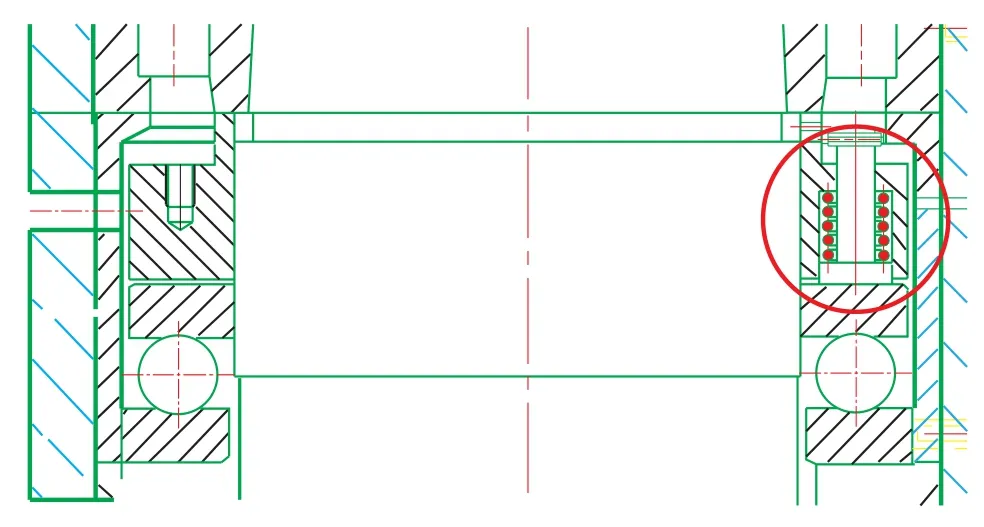
图4 改进后的图纸
最小轴向负荷(预紧力)计算公式:
Fam=A(n/1000)2=18(595/1000)2=6.37kN
式中:Fam——最小轴向负荷,kN;
A——最小负荷系数;
n——设备实际转速,r/min。
改造后,设备的MTBF(设备平均故障间隔时间)从以前的3个月提高到8个月,大幅降低了维修成本,设备运行可靠性明显提高。
五、总结
1.铣面机轴承配置的特殊性,存在两个推力轴承,推力轴承的缺陷通过频率与径向轴承的缺陷通过频率的特点不同,需要区别分析。
2.在线状态监测系统为铣面机提供了24h的实时监控,可有效避免严重突发事故,并为了解故障现象和分析故障原因提供可靠数据依据,进而实现了设备的预知性维修。
