高压水射流技术在容器产品中的应用分析
2014-02-22王锐中国第一重型机械股份公司核电石化事业部
王锐/中国第一重型机械股份公司核电石化事业部
高压水射流技术在容器产品中的应用分析
王锐/中国第一重型机械股份公司核电石化事业部
作为近年来在国际上兴起的一门高科技清洗技术,高压水射流以其清洗成本低、速度快、清净率高、不破坏清洗物、不污染环境的特点,在各行各业的应用越来越广泛。本文简要介绍了高压水射流的基本原理、应用特点与优势、除锈机理与效果分析以及在容器产品中的应用前景分析。
高压水射流;除锈;容器产品;效果分析
一、前言
高压水射流爬壁除锈成套设备是以环保无污染的自来水为除锈介质,通过超高压大功率泵机组获得除锈能量。超高压水射流除锈是利用高压水射流的冲击作用和水撬作用,破坏锈蚀和涂层对钢板的附着力,具有高质、高效、清洁等适合钢板维修除锈的技术特性。
国际上已经出现了超高压纯水自动爬壁除锈设备已成功进入船舶及大型罐槽作业的商业化应用,以真空吸去锈渣和水分,即除即干,除锈速度快且质量好。
长期以来,我厂压力容器原材料钢板表面预处理一直采用传统的打磨除锈,导致面临的劳动强度大以及环境污染严重等两大问题。近年来,随着高压水射流技术的发展,有望给除锈工艺带来一次技术革命。
二、高压水射流技术的简介
1.高压水射流原理。高压水射流以水为介质,通过超高压发生器,将其加压至特定值,再通过小口径射出,将压力能变成速度能,形成凝聚的具有相当打击力的流束,在被打击的材料上做功,将高压水射流的功能变成去除材料的机械能。
2.高压水射流技术分类。
主要分为两大类:
(1)高压水切割。(2)高压水清洗。
三、高压水射流技术实际应用
1.高压水切割的主要特点及应用场合分析。
高压水切割的主要特点及应用场合有:
(1)冷态切割,被切割工件的升温很小,切口中(包括切割面)的温度低于60℃,不产生热变形和热影响区,不会改变切割材料的材质和性能;(2)切口质量高,没有毛刺、挂渣、光洁度好。且无撕裂或应变硬化现象,薄金属板的切割边不发生卷口现象;(3)切口宽度较小,切缝宽度约为0.5-1mm;(4)不产生有害人体健康的有毒气体和粉尘。
2.高压水清洗的主要特点及应用场合分析。
高压水清洗的主要特点及应用场合有:
(1)表面处理,除锈、油漆、氧化皮;(2)去除用化学清洗难溶或不能溶的特殊污垢;(3)清洗形状和结构复杂的零部件,可在空间狭窄、环境复杂的场合作业;(4)用于清楚水垢、铁垢、油类等烃类残渣结焦。
总体来说,高压水射流的应用总结如下图所示。
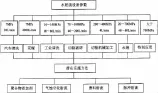
水射流应用参数框图
四、高压水射流清洗(除锈)在容器产品的应用分析
1.厂内除锈现状分析。我厂目前采用的除锈方法多为传统的手工打磨和喷砂工艺,两者有一个共同的致命弱点,那就是严重污染周边环境,无论怎样密封,产生的粉尘也将飞溅出来,甚至达到很远的地方,产生二次污染,长期累积就成为一种严重的公害,不仅对厂房的环境、机床的精度产生严重破坏,而且会导致操作者在长期作业中得一种难以治愈的职业病)硅肺病。除此之外,噪音影响也是不可忽略之一。
2.高压水射流技术除锈。一束从小口径射出的液体,将压力能变成了速度能,形成了凝聚的具有相当打击力的流束,在被打击材料上做功,这就是水射流,所谓“用水作业”就是将水射流的功能变成去除材料的机械能。当人们充分认识到一束凝聚水的打击力功能的时候,不再怀疑水也能够除锈。
五、传统除锈与高压水射流除锈特点对比
1.传统工艺特点。
(1)喷砂除锈是指利用设备将磨料(金属磨料和非金属磨料)借助压缩空气动力,喷射到工件表面,将磨料的冲击力和摩擦力把表面的杂质、杂色及氧化层清除掉,同时使介质表面粗化,提高基材表面硬度。
喷砂除锈成本较高,劳动强度大,对操作者危害大,需要专业的劳动保护。
(2)打磨除锈是指采用砂轮机配专用砂轮片,用摩擦去除方法对锈蚀表面进行处理,达到清除杂质、氧化层的效果。
劳动强度大,效率低,容易出现清除不完全、遗漏的情况。
2.高压水射流除锈特点
(1)选择适当的压力等级,高压水射流清洗不会损伤被清洗设备的基体(2)用普通自来水于高速下冲刷清洗,成本低,节省能源;(3)清洗后的设备和零件不用再进行洁净处理;(4)易于实现机械化、自动化,便于数字控制。
六、传统除锈与高压水射流除锈质量对比
1.传统工艺除锈质量。喷砂除锈后表面附着灰尘和沙砾,需人工二次清理表面,会产生二次污染,易发生返锈。
喷砂同时会导致工件表面粗糙度发生变化。
打磨除锈同样会产生粉尘,造成二次污染,导致返锈情况发生;精度难以控制,表面平整度不高,易出现凹坑,严重可导致堆焊层厚度不均或伤及母材的情况发生;外观质量不好,打磨产生的痕迹清晰可见;对于除锈部位形状相对复杂的情况,将会出现干涉,导致打磨方法无法触及的情况出现。
2.高压水射流除锈质量。除锈等级可达Sa2.5级,且不改变基体本身的粗糙度,同时通过对压力、喷头转速、除锈速度等参数的调整,实现不同部位形状表面质量的可控性,进而保证除锈效果。
配合真空抽吸装置一同使用,可有效避免水雾的产生,达到即除即干的效果,实现用水除锈不返锈的目标。再辅助防锈液,可保持三日以上钢材表面不返锈。
七、传统除锈与高压水射流除锈成本对比
高压水射流设备相比打磨、喷砂设备要昂贵许多,但综合考虑长期使用及除锈效率的情况,以水为介质的高压水射流不会产生如下成本:
(1)除锈区域供砂和除砂的成本;(2)喷砂除锈后除去灰尘和沙砾的成本;(3)设立喷砂除锈区域的人力时间成本和购买隔离设备的成本。
八、传统除锈与高压水射流除锈效率对比
打磨除锈:约1-2m2/h;
喷砂除锈:约4-5m2/h;
高压水射流除锈:约15m2/h以上。
九、结论
综上所述,高压水射流工艺在质量、成本、效率等诸多方面有着其独有的优势。通过对其特点的分析,结合理论机理的支持,可以满足容器产品除锈的相关要求。再通过实际实验,确定合适的除锈参数配置,定可以大大增加产品质量及生产效率高压水射流工艺相比传统除锈工艺,有着更广阔的前景和经济效益,不仅利于环境保护,同时对操作人员危害大大降低。随着人们对环保意识的增加,随着人民对高压水射流技术认识的不断深入,相信,高压水射流技术一定会得到更加广泛的应用。
