合成乐果废水回收甲醇和一甲胺工艺
2014-02-21兰剑平
兰 剑 平
(重庆化工设计研究院, 重庆 400039)
合成乐果废水回收甲醇和一甲胺工艺
兰 剑 平
(重庆化工设计研究院, 重庆 400039)
按照先回收再沺理的思路,采用两级回收工艺从合成乐果废水中回收甲醇和一甲胺,大幅度降低合成乐果废水中的 COD、氨氮等污染物浓度,有利于废水后续生化处理,提高其可生化性。本工艺对废水中甲醇的回收率达到85%,对一甲胺的回收率达到90%,回收的副产物甲醇和一甲胺又用作乐果生产的原料,实现清洁生产的目的。
合成乐果废水;回收;甲醇;一甲胺
乐果是最重要的一种广谱有机磷化学农药,在农业生产中已被广泛使用,目前国内乐果年产量已达到4万t(40%)。甲醇和一甲胺是生产乐果的主要原材料,在生产乐果的过程中,主要有硫化物、硫磷酯、合成乐果等工序,工艺复杂,各工序副产物较多。如何一方面在生产中做好提质降耗、清洁生产、提高收率,另一方面做好副产物的回收利用,实现较好的环保效益和经济效益是乐果生产技术创新永恒的主题[1]。
我们从 2001年开始在重庆农化集团进行乐果清洁生产工艺技术研究,一方面对生产工艺进行优化,从源头降到污染物的排放,另一方面对合成乐果废水中的主要副产物甲醇、一甲胺进行回收,在取得高回收率的同时,大幅削减了废水中COD、氨氮浓度,有利于废水后续生化处理,提高其可生化性。回收的甲醇和一甲胺又用作乐果生产的原料,实现了清洁生产。
1 合成乐果原理
1.1 生产原理
乐果是由硫磷酯与 40%一甲胺水溶液在零度左右进行胺解反应合成的,其中该反应中生产有副产物甲醇。合成乐果完成后加入三氯乙烯溶解乐果,混合液放入分层罐,分为两层,下层是乐果三氯乙烯溶液去蒸馏,上层废水中溶解有乐果,采用三氯乙烯两次萃取,萃取液与乐果三氯乙烯溶液一起去蒸馏,得到乐果原油,萃取后的废水排出。
1.2 反应方程式
合成乐果的反应式为:
(CH3O)2PSSCH2COOCH3+ CH3NH2—→(CH3O)2PSSCH2CONHCH3
在合成乐果实际生产过程中,通常采取一甲胺过量,使硫磷酯充分转化,在合成反应完毕后再用盐酸中和过量的一甲胺,其反应式如下:
CH3NH2+ HCl —→ CH3NH2·HCl
1.3 废水水质分析
合成乐果工序硫磷酯与一甲胺理论配比为1∶1,而实际生产配比为1∶1.3,采用盐酸中和过量的一甲胺生成一甲胺盐酸盐溶解在废水中,同时合成乐果副产甲醇也在废水中。每生产1 t 40%乐果实际产生废水约为0.4 t,每吨废水中含有甲醇量约为0.15~0.2 t,含有一甲胺约0.06 t,废水中COD浓度
高达20~30万mg/L。
2 甲醇和一甲胺回收原理
2.1 甲醇回收原理
在采用三氯乙烯两级萃取回收乐果之后,合成乐果废水含有乐果、三氯乙烯、甲醇、一甲胺盐酸盐等物质。由于在水溶液中甲醇沸点为 65○C,可以采用二次加热蒸馏的方式回收甲醇。第一次将废水加入蒸馏釜进行粗蒸馏,蒸出废水中的甲醇冷却得到稀甲醇,稀甲醇浓度约60%,稀甲醇再经过精馏塔提浓,蒸出的甲醇含量可达85%以上,可用于生产氯乙酸甲酯或调配乐果乳剂的原料。
2.2 一甲胺回收原理
在合成乐果反应完成后,加入一定的盐酸中和过量的一甲胺,生成的一甲胺以盐酸盐溶解在废水中。因此,在经过蒸馏回收废水中的甲醇后,通过加碱使一甲胺盐酸盐游离成一甲胺才能进行回收。先在蒸馏釜中蒸出一甲胺,冷却后的稀一甲胺溶液进入精馏塔进一步提浓,可得到30%的一甲胺,回用作合成乐果的原料[2]。
3 回收工艺流程
3.1 甲醇回收工艺(图1)
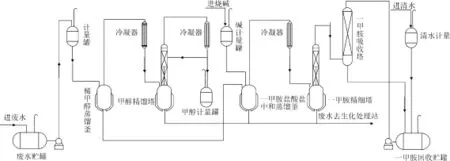
图1 合成乐果废水回收甲醇和一甲胺工艺流程图Fig.1 Synthesis of dimethoate wastewater recycling methanol and methylamine process flow diagram
合成乐果废水经过三氯乙烯萃取乐果之后,分离出的废水进入收集罐,将废水从收集槽泵人加料罐内,定量投入甲醇蒸馏釜中,加热蒸馏,甲醇和一部分水被蒸出,经冷凝器冷却成稀甲醇液,未冷却的甲醇尾气再通过二级冷凝器进一步冷凝冷却。稀甲醇进入甲醇精馏塔精馏,升温精馏稀甲醇液,控制塔釜温度95~98○C,塔顶温度64~68○C,按测定的回流比,蒸出的甲醇气经一级冷凝、二级冷却后流至甲醇计量槽内,经计量后放人甲醇贮槽内,含量可达90%以上[3]。
3.2 一甲胺回收工艺
在甲醇蒸馏釜中,蒸完稀甲醇剩下的釜液,主要含一甲胺盐酸盐,连续不断的从稀甲醇蒸馏釜流入一甲胺盐酸盐中和蒸馏釜,连续不断的加入烧碱,使一甲胺盐酸盐变成游离胺,进行中和蒸馏。蒸出的一甲胺水蒸气经冷凝进入一甲胺精馏塔,控制一甲胺精馏塔釜的温度在 100~104○C,塔顶温度在60~70○C,蒸出的一甲胺经水循环吸收可达30%以上(详见工艺流程图1)。
为降低能耗,该回收工艺中的两级冷却可采用一级水冷和一级盐水冷却。如果要使回收的甲醇和一甲胺达到较高浓度,需采用分离能力较高的精馏塔[4]。
4 结 论
采用以上回收工艺,对3 000 t/a乐果装置合成乐果废水中的甲醇、一甲胺进行回收,其中甲醇回收率可达85%以上,含量可达90%以上,年回收量约330 t;一甲胺回收率可达90%以上,含量可达30%以上,年回收一甲胺约180 t。经过回收处理后合成乐果废水中的甲醇和一甲胺的浓度大幅降低,其中一甲胺浓度由10%降到1%以下,甲醇浓度由17%降到 3%以下。同时,由于回收一甲胺时加入了烧碱,废水中的有机磷在碱性、高温状态下被碱解,废水中有机磷含量降低[5],总磷由回收处理前浓度约3 000 mg/L减少到处理后的约1 500 mg/L,总磷排放量减少约50%,COD浓度可减少10~15万mg/L, COD排放量减少约70%,废水污染物减排效果显著,有利于废水的末端沺理。
从投资来看,建设一套以上合成乐果废水回收甲醇和一甲胺装置约需200万元,每年的运行费用约40万元,年回收甲醇和一甲胺价值约180万元,幵且每年降低后续废水处理费约30万元,取得了显著的环保效益和经济效益[6]。
[1]邱宇平,陈金龙,张全兴,等. 农药生产废水处理方法与资源化技术[J ]. 环境污染治理技术与设备, 2003 (9) : 63 - 66.
[2]娄金生. 水污染治理新工艺与设计[M ]. 北京:海洋出版社, 1999 : 188 - 193.
[3]林玉锁. 农药与生态环境保护[M ]. 北京:化学工业出版社, 1999: 5 - 6.19(1):66-72.
[4]乌锡康. 有机水污染治理技术[M] . 上海:华东化工学院出版社,1989.
[5]宋乐平,顾国维. 混合化工废水集中预处理提高可生化性的研究[J ] . 上海环境科学,1996 ,15 (11).
[6]孟连军,张建新,刘沛敬. 从氧乐果合成废水中回收甲醇和一甲胺[J ] .河南化工,2001(3),31-32.
Recycling Process of Methanol and Methylamine From Dimethoate Production Wastewater
LAN Jian-ping
(Chongqing Chemical Engineering Design and Research Institute,Chongqing 400039,China)
Two-stage recovery process was used to recover methanol and methylamine from dimethoate production wastewater, the concentrations of COD, ammonia nitrogen and other pollutants in dimethoate wastewater could be greatly decreased, which was conducive to the subsequent biochemical treatment of wastewater because of improving its biodegradability. The recovery rate of methanol in wastewater reached 85%, the recovery rate of methylamine reached 90%, recovered methanol and methylamine could be used as raw materials for producing dimethoate to achieve the purpose of clean production.
Synthesis of dimethoate wastewater;Recovery;Methanol;Methylamine
TQ 450
A
1671-0460(2014)10-2014-02
2014-03-18
兰剑平(1971-),男,四川自贡人,高级工程师,1990年毕业于泸州化工学校有机化工专业,研究方向:从事化工工程技术研究。E-mail:aaalan@163.com。
