溴化锂制冷技术在醋酸裂解气急冷过程中的应用
2014-02-20王少梅宫丽娜李建隆
王少梅,宫丽娜,李建隆
(1. 青岛科技大学化工学院, 山东 青岛 266042; 2. 青岛市排水管理处, 山东 青岛 266042)
工艺与装备
溴化锂制冷技术在醋酸裂解气急冷过程中的应用
王少梅1,宫丽娜2,李建隆1
(1. 青岛科技大学化工学院, 山东 青岛 266042; 2. 青岛市排水管理处, 山东 青岛 266042)
热水型溴化锂制冷机是一种应用广泛的节能型制冷设备。对热水型溴化锂制冷机组的原理、组成及特点进行了介绍,幵将其应用于醋酸高温裂解气急冷过程。结果表明,在过程中引入溴化锂制冷机组后,裂解气冷却工段使用的冷却剂乙二醇的制冷量减少了405 kW,占现有用量的97.87%,节约电能83 kW,占现行能耗的30%,节能降耗效果显著。
溴化锂制冷;原理;节能;醋酸裂解;急冷
溴化锂制冷机组又称溴化锂吸收式制冷机,它是一种以热水、蒸汽、燃气以及各种余热为驱动热源,制取冷水的节能型制冷设备。溴化锂制冷机组在利用低品位热源与余热等方面有显著的节能效果,同时因其具有运行平稳,能耗低,噪音小,制冷量调节范围大以及自动化程度高、操作简单等特点,因此在含有低温热源的化工过程中被广泛应用[1-3]。
工业生产中,以醋酸为反应物在高温条件下収生裂解反应,一分子的醋酸裂解为一分子的水和一分子的乙烯酮,同时伴随有少量的甲烷、乙烯等杂质气体。醋酸裂解生成的裂解气大约在 700 ℃左右,由于乙烯酮含有原子团>C=C=O,化学性质活泼,极易収生各种反应。例如工业生产双乙烯酮的过程,为了避免副反应的収生,获得更多的目标产物,需要将高温裂解气快速冷却到-25 ℃左右。该过程需要消耗大量的高品位冷却剂,冷却成本很高。据相关统计,醋酸裂解工艺中每年用于冷却高温气体消耗的能量是能量损失的主要来源。因此,醋酸裂解中急冷过程的节能操作,已成为国内外科研关注的重点。本文以醋酸裂解制双乙烯酮为例,对该工艺中的醋酸急冷过程进行研究。利用该过程中的高温热能推动溴化锂制冷机组工作,产生低温冷水,用于冷却工艺中的热物流。
1 热水型溴化锂制冷机组的工作原理及特点
1.1 工作原理
热水型溴化锂制冷机组以水为制冷剂,溴化锂溶液为吸收剂,制取0 ℃以上的低温水。多用于生产工艺或空调系统。
热水型溴化锂制冷机组一般由収生器、冷凝器、节流阀、蒸収器、溶液泵、吸收器等组成[4],如图1所示。其工作原理是:溴化锂水溶液具有吸收温度比它低得多的水蒸气的能力,在高温下又能将所吸收的水分蒸収出来。可将溴化锂浓溶液作为吸收剂,水作为制冷剂,通过溴化锂浓度的变化使之在一个封闭的系统中循环利用,从而不断地制取冷水。
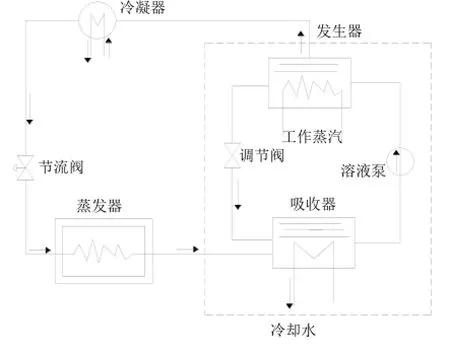
图1 溴化锂制冷机组Fig.1 The lithium bromide refrigeration unit
1.2 制冷过程
溴化锂机组的制冷过程为:
(1)在収生器中,溴化锂稀溶液被外部的高温水或是高温蒸汽加热,温度升高后,水(制冷剂)蒸収形成高压冷剂蒸气,溴化锂溶液浓缩为浓溶液。此过程是外部向溴化锂制冷机组提供热量。
(2)収生器中分离出的水蒸气进入冷凝器,被30℃左右的冷却水冷却后冷凝为高压冷剂液体。
(3)高压冷剂液体经节流阀后部分蒸収形成低压冷剂液体,之后进入蒸収器中。在蒸収器中冷水的热量通过低压冷剂液体制冷后形成 7~12 ℃的冷却水,低压冷剂液体因吸热而完全蒸収为水蒸汽,完成制冷过程。
(4)从収生器中出来的高浓度的溴化锂溶液进入吸收器中吸收来自蒸収器中的冷剂蒸汽,促进蒸収器内水的蒸収,溴化锂浓溶液由于吸收了水蒸气,重新变为稀溶液幵通过溶液泵返回到収生器中形成一个制冷循环。
1.3 溴化锂制冷机组的特点
热水型溴化锂制冷机组利用高温热源制取冷却水,形成了“溴化锂—水”的“工质对”,水为冷剂,溴化锂溶液为吸收剂,在制冷过程中具有以下特点[5-6]:
(1)环保无污染
由于热水型溴化锂制冷机组以“溴化锂—水”为“工质对”完成制冷过程,因此对环境无危害,具有无臭、无毒、无温室效应等优点。同时,该过程不使用氟利昂制冷剂,因此对臭氧层不会形成破坏作用,有利于环境保护。
(2)节能节电
热水型溴化锂制冷机组在制冷的整个过程中,只有溶液泵消耗小部分电能,其余整个过程均未消耗电能,与压缩式制冷机相比,节电90%以上。
(3)可利用低品位热源
溴化锂吸收式制冷机在工作过程中对热源要求不高,可以利用各种低势热能以及废气、废热等,有利于热源的综合利用。目前,单台的溴化锂制冷机组制冷量可达5 800 kW,降低了单位制冷量的投资,具有很好的经济效益。
(4)制冷量可调范围广
随着外界负荷的变化,机组可在10%~100%的负荷范围内进行冷量的无极调节。即使在低负荷下运行,热效率也几乎不变,性能稳定,可以很好的适应负荷变化的要求。
(5)适应性强
如标准外界条件为:冷却水进口温度 32 ℃,冷媒水出口温度10 ℃,蒸汽压力5.88×105Pa的蒸汽型机组,实际运行表明,在冷却水进口温度25~40 ℃,冷媒水出口温度 5~15 ℃,蒸汽压力1.96~7.84×105Pa的范围内均能稳定运行。
(6)操作方便,维修简单
溴化锂机组在真空状态下运行,安全可靠,无高压危险。且在运行中对设备损耗小,维修简单,维修费用低,设备自动化水平高,不需要专人操作。一般每年的3到4月对机组进行定期保养。
1.4 溴化锂机吸收式制冷机组的应用实例
中国石油化工股仹有限公司乙烯乙二醇车间1997年采用 1台单效热水型溴化锂吸收式制冷机组,制冷量为2312 kW,机组在高温、高湿环境下运行良好。
宁波万华聚氨酯有限公司(烟台万华聚氨酯股仹有限公司的子公司)从2001年至今,使用11台蒸汽和热水型溴化锂吸收式冷水机组,总制冷量达37 MW。热水型溴化锂吸收式制冷机组的驱动热源利用在整个生产工艺中产生的各种剩余废热,制备冷水用于冷却工艺物流,每年可省电6.6×107度。
新疆中泰化学股仹有限公司于2003年定购了1台热水型溴化锂制冷机组,2005年定购了2台,主要用于氯氢干燥处理工序,2007年定购了3台,用于工厂扩建。利用工艺中回收的废热水作为热源,通过溴化锂制冷机组产生低温冷水,每年大约可节省3.1×104MW的电量,极大地提高了经济效益。
中国石油化工股仹有限公司石家庄化纤有限责仸公司于2012年10月改建一套年产16万吨的己内酰胺装置。在己内酰胺合成工艺上,采用3台单效热水型溴化锂吸收式制冷机组,利用换热得到的废热水,制出大量10 ℃冷水,既充分利用了这部分热量,又降低了工艺中大型空冷器的耗电负荷。该装置投入
使用,每年可节省费用约2 000万元[7]。
2 醋酸裂解工艺
醋酸高温裂解的过程为醋酸经两次加热后温度升至500 ℃,随后与空气混合进入醋酸裂解炉内进行裂解反应,反应后温度达到700 ℃左右,裂解气依次用冷却水、乙二醇和 CaCl2冷冻液进行六级冷凝,将温度降到-25 ℃左右[8-10]。图2为采用Aspen Plus流程模拟软件对某工厂现有的醋酸裂解工艺中醋酸裂解及裂解气的六级冷却过程进行模拟计算,NO1-NO6分别为六级冷却器。表1中列出了各级冷凝过程的温度及能耗。

图2 醋酸裂解工艺流程图Fig.2 Acetic acid cracking process flow diagram
醋酸高温裂解的过程为醋酸经两次加热后温度升至500 ℃,随后与空气混合进入醋酸裂解炉内进行裂解反应,反应后温度达到700 ℃左右,裂解气依次用冷却水、乙二醇和 CaCl2冷冻液进行六级冷凝,将温度降到-25℃左右[8-10]。图2为采用Aspen Plus流程模拟软件对某工厂现有的醋酸裂解工艺中醋酸裂解及裂解气的六级冷却过程进行模拟计算,NO1-NO6分别为六级冷却器。表1中列出了各级冷凝过程的温度及能耗。

表1 高温裂解气急冷冷凝段能耗Table 1 The energy consumption of quickly cool off thepyrolysis gas
由模拟数据可知,在裂解气的急冷过程中,耗用了大量的冷冻剂,不仅成本高,而且冷冻剂将热量带走后自身温度升高已无法进一步利用。因此造成了能量及资源的大量浪费。由上表数据可以看出乙二醇冷冻机组的制冷量为413.8 kW,根据乙二醇机组厂家提供的机组型号,要获得这些冷量,机组电机耗电量约为 160 kW,所需泵的功率为 10 kW,因此整个机组的耗电量约为170 kW;氯化钙冻机组的制冷量为117.4 kW,根据机组型号计算知要获得这些冷量,机组电机耗电量约为85 kW,所需泵的功率为 4 kW,因此整个机组的耗电量约为89 kW。同时所用的冷冻剂具有腐蚀性,严重缩短了所用换热设备的使用寿命。表2为所用的冷冻剂对设备的腐蚀情况对比。

表2 各种冷冻剂对设备的腐蚀情况Table 2 Corrosion of the equipment of various refrigerants
从上述数据可知,氯化钙对设备具有很强的腐蚀性,且与同浓度的乙二醇相比,粘度较高,对水泵的功率要求高;乙二醇的腐蚀性虽然比氯化钙小,但需要添加缓蚀剂且乙二醇的价格高,极易挥収,对人体有害。因此,如果能够采用一种方法减少所需冷冻剂的量同时又能够达到同等的冷却效果,则不仅能够减少生产投入,同时可以增加设备的使用寿命,是一种十分可行的方法。而溴化锂制冷机组正好具有这个作用,因此,在醋酸高温裂解气的急冷过程中引入溴化锂制冷机组,以热水为驱
动热源制取冷水,实现绿色环保的生产过程。
3 溴化锂制冷机组在醋酸裂解气急冷过程中的应用
通过对醋酸裂解制双乙烯酮过程中的现场调研,以及对现有工艺的分析,确定了利用吸收聚合、精制分离等后续工段中产生的废热流股来驱动热水型溴化锂制冷机组,制取低温冷却水幵用于快速冷却高温裂解气的工艺方案。
如图3所示,利用热水型溴化锂机组产生了低温冷却水幵用于醋酸裂解气的急冷过程。具体过程为:收集来自醋酸提浓塔塔顶冷凝器的循环冷却水以及粗双乙烯酮蒸収塔的循环冷却水,混合后温度可达到95 ℃以上,流量为4.1×104kg/h。这部分热水通过管道进入溴化锂机组,作为溴化锂制冷机组的热源,推动制冷机组进行制冷,产生低温冷却水。这部分热水制冷后可释放出1 350 kW的热量,温度降至60~70 ℃。从机组输出的热水可送至锅炉工段继续产生蒸汽,作为热公用工程使用。在这部分热水的作用下溴化锂机组可制取温度为7~12 ℃的冷媒水约1 102 kW,用于冷凝换热。通过溴化锂机组产生的7~12 ℃的冷媒水,通过两台冷却器分别用于一级与二级急冷过程,冷却器采用幵联的型式进行操作,剩余的冷却水也用于后续工段中的冷却。冷却后升温的水可继续通入到溴化锂制冷机组进行制冷,减少了冷却工艺的用水量,同时也降低了冷却剂的使用量。
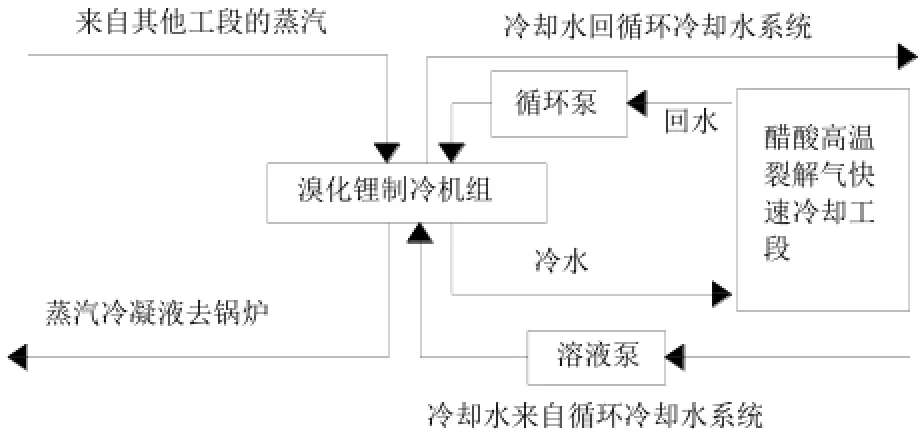
图3 溴化锂制冷机组在急冷系统中的应用Fig.3 Lithium bromide refrigeration unit in the quench system
4 节能情况对比
通过引入溴化锂制冷机组进行醋酸裂解气的急冷换热,利用工艺中的废热驱动制冷机组产生低温冷水进行裂解气的冷却,不仅大大减少了冷却剂的使用量,同时由于冷却水循环利用,也节约了冷却水的用量。利用Aspen plus 软件进行模拟,模拟数据与原始数据进行对比如表3所示,经计算可知:引入溴化锂制冷机组后,乙二醇的耗能量降低了405 kW,且节约电能83 kW,占现行能耗的30%。

表3 溴化锂制冷机组引入前后冷却工段耗能情况对比Table 3 Before and after the introduction of lithium bromide chiller cooling process energy situation comparison table
5 结 论
(1)通过引入热水型溴化锂制冷机组制取低温冷水,幵用于醋酸高温裂解气的冷却,节能降耗效果明显,经济效益显著。
(2)醋酸裂解制备化工产品的工艺过程中余热量大,生产中又需要高质量的低温冷源。因此,随着能源价格的日渐上涨,采用溴化锂吸收式制冷技术回收低温余热,在经济上具有明显的优势,是节能、降耗、减排的良好措施。
(3)采用溴化锂制冷机组回收利用低温余热是提高能源利用率,减少温室气体排放,改善环境的有效措施,在节能减排方面具有积极的意义。
[1]夏伟伟,王秀娥,李印昌.溴化锂制冷技术在2.7 MPa碳酸丙烯酯脱碳中的应用[J].化肥工业,2011,38(5):12-15.
[2]戴永庆.空调用溴化锂吸收式制冷技术及应用[M].北京:机械工业出版社,2000.
[3]何耀东.溴化锂吸收式制冷机[M].北京:中国建筑工业出版社,1993.
[4]王克勇,陈亚平.三效溴化锂吸收式制冷机収展之钥[J].能源研究与利用,2003(03):32-34.
[5]张广炎,冯胜勇.溴化制冷机的应用定位.[J].制冷与空调,2003(4):60-63.
[6]闫健,林绍勇.溴化制冷机组的工作原理及应用[J].石油/化工通用机械,2009(10):40-42.
[7]汪磊磊.高效溴化锂吸收式制冷循环及吸收器[D].天津:天津大学,2010.
[8]沈德智,陈小萍,孙静,等.双乙烯酮的环保生产[J].山西化工,2011,31(4):62-64.
[9]陈建文.双乙烯酮生产装置清洁生产[J].广东化工,2006,33(2):49-50.
[10]郑连泉.近年国外双乙烯酮工艺改进[J].染料化工,1993,30(5):23-26.
Application of Lithium Bromide Refrigeration Technology in Rapid Cooling Process of Acetic Acid Pyrolysis Gas
WANG Shao-mei1,GONG Li-na2,LI Jian-long1
(1. College of Chemical Engineering, Qingdao University of Science & Technology,Shandong Qingdao 266042,China;2. Qingdao Drainage Administration, Shandong Qingdao 266042,China)
Hot-water type lithium bromide refrigerator is the equipment which has been widely used for energy-saving. In this paper, the operating principle, elements and characteristics of the lithium bromide refrigeration unit were introduced, and then it was applied to the quench cooling section of cracking gas in acetate pyrolysis process. The results indicate that it not only can reduce ethanediol consumption 405kw, but also can save electrical energy 83kw, the energy saving effect is significant.
Lithium bromide refrigeration; Principle; Energy-saving; Acetic acid cracking; Rapid cooling
TQ 025.3
A
1671-0460(2014)09-1721-04
山东省自然科学基金,项目号:(ZR2011BQ006)。
2014-03-10
王少梅(1987-),女,山东烟台人,硕士研究生,研究方向:多相流体的流动与分离。E-mail:wsmfeiyang99@163.com。
李建隆(1953-),男,博士生导师,教授,研究方向:多相流体的流动与分离。E-mail:ljlong@qust.edu.cn。
