“蘑菇头”气缸套生产工艺参数的试验研究*
2014-02-15吴龙高浩刘建军
吴龙 高浩 刘建军
(1-三明学院机电工程学院福建三明3650042-三明机械CAD工程研究中心3-福建三明高新技术产业开发区博士后工作站4-福建汇华集团东南汽车缸套有限公司)
“蘑菇头”气缸套生产工艺参数的试验研究*
吴龙1,2,3高浩4刘建军1,2,3
(1-三明学院机电工程学院福建三明3650042-三明机械CAD工程研究中心3-福建三明高新技术产业开发区博士后工作站4-福建汇华集团东南汽车缸套有限公司)
开发了新型产品“蘑菇头”气缸套,在生产中采用均匀的试验设计方法,得到了最佳的发泡工艺、模具转速、模具温度、浇注温度等工艺参数。本研究为缸套的铸造生产提供了指导和借鉴作用。
蘑菇头气缸套生产工艺参数试验研究
引言
我国整车产品的制造工艺及质量已经接近国际水平,但零部件生产却滞后于整车的发展,因此国家发改委提出要重点发展汽车零部件[1~3]。气缸套是镶在发动机上的核心零件,它与气缸盖活塞、活塞环构成了发动机的燃烧室,它的性能直接影响了发动机的使用性能。
我们开发的“蘑菇头”气缸套可以把加工余量减少到1~1.5mm,并且铸造废品率控制在1%以内。特别是可以把毛坯做到600mm长,一只毛坯做10只缸套。该产品为合金铸铁,化学成分组成为:C:3.20%~ 3.3%;S:0.03%~0.05%;Mn:0.7%~1.1%;P:0.2%~0.3%;Cr:0.2%~0.3%;B:0.05%~0.06%Si:2.5%~2.7%。金相组织中基体组织为细片状珠光体,不小于95%。游离铁素体≤5%。石墨以A+B型为主,含量大于90%。该产品获国家实用新型专利(CN201884139U),经过教育部科技查新工作站NO.5的查新、闽教科评字2013[35]的评审意见,以及福建省产品质量检验研究院的检测报告:国内无同类产品,“蘑菇头“气缸套及外表面,技术性能指标能够满足发动机的要求。该产品国内缸套企业都没有生产,只有一家日资企业——安庆帝伯格茨缸套有限公司生产同类产品。
1 “蘑菇头”气缸套外形及性能
“蘑菇头”气缸套及外表面如图1所示,与同类产品比较如表1所示。
此种缸套主要依靠“蘑菇头”增强缸套与铝液的结合力,稳定得到“蘑菇头”,是本项目的关键。“蘑菇头”为铸造表面,要求严格。当前的铸造毛坯很少“蘑菇头”,且高度非常低,且在毛坯外表面很多气孔,根本不能满足此种缸套的要求。从技术难点、关键点分析,在工艺方面“蘑菇头”一定是涂料层内表面形成“蘑菇头”,从而使缸套外壁形成“蘑菇头”。我们采用实验设计对发泡工艺、模具转速、模具温度、浇注温度等工艺参数进行优化设计。

图1 “蘑菇头”气缸套横截面图

表1 与国外同类产品的性能比较表
2 发泡剂选择
缸套外圆得到“蘑菇头”,必须使涂料加入模具内腔后,使涂料表面形成“蘑菇头”,这就要求涂料必须在模具内腔剧烈发泡,选择了4种表面有活性剂:硬脂酸纳(肥皂)、洗衣粉、月桂醇硫酸酯钠盐、调节剂A,加入量为干粉料的0.10%。通过观察加入后的发泡程度、脱模性、“蘑菇头”多少、金相、硬度,来选择发泡剂。每种涂料跟踪3只缸套。试验方案如下:
浇注机号:14号
出炉温度:1538℃
涂料厚度:0.8~1.2mm
孕育量:0.8%
模具转速:1540r·min-1
试验结果如表2所示。

表2 发泡剂类别对金相硬度和“蘑菇头”的影响
结果表明:调节剂A为最佳选择。
仍然采用前面的工艺,对发泡剂的加入量进行了试验,如表3所示。

表3 发泡剂加入量与“蘑菇头”数量关系表
结果表明:发泡剂加入比例在0.1%~0.15%比较适合,但要进一步对发泡剂加入比例进行细分。具体如表4所示。

表4 发泡剂加入量细化试验表
从表4可以看出,发泡剂加入比例在0.15%~0.17%为最佳选择。
3 模具转速的研究
当涂料加入模具内腔后,在离心力的作用下,气泡必然有迅速破裂的趋势,当气泡破裂的速度大于涂料凝结的速度时,就不会形成泡沫或者泡沫较小,缸套上“蘑菇头”偏小或者偏少。因此,离心力的大小决定了泡沫的多少,即决定了“蘑菇头”的大小。而离心力的大小是由模具转速决定的。选择了气动喷洒涂料时的转速为500r·min-1、600r·min-1、700r·min-1、800 r·min-1、900r·min-1、1000r·min-1、1100r·min-1、1200 r·min-1、1300r·min-1,观察发泡时间、脱模性、毛坯外圆“蘑菇头”大小,同时也对金相硬度进行了监控,来选择合适的模具转速。结果如表5、图2所示。
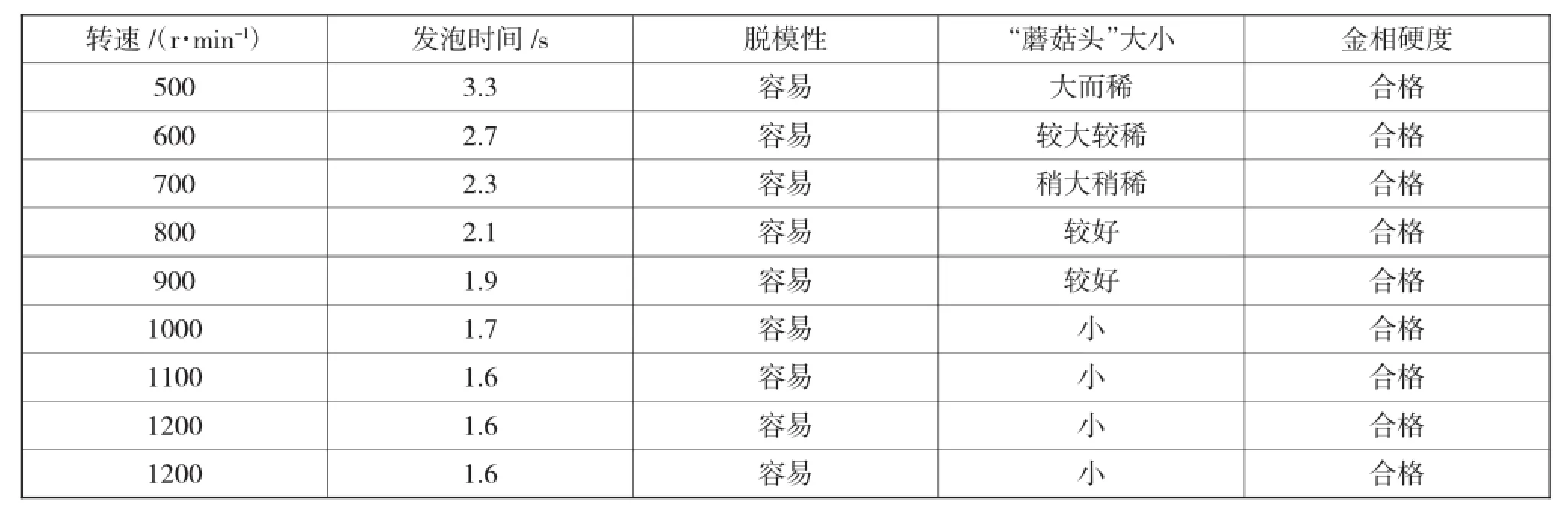
表5 模具转速对“蘑菇头”的影响表

图2 同一模具温度分布概况
结果表明:在700r·min-1以前发泡时间剧烈减少,700~1000r·min-1发泡时间减少趋势放慢,在800r·min-1~900r·min-1蘑菇头大小基本满足产品要求,但必须对转速进行细分,寻找最合适的转速。方案如表6所示。
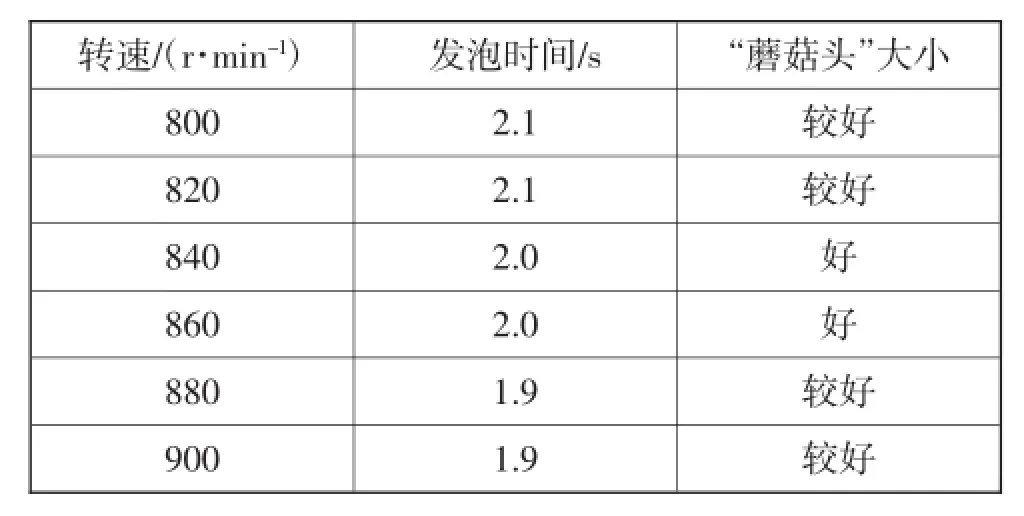
表6 模具转速细化试验表
结果表明:840~860 r·min-1为模具最佳转速。
4 模具温度的研究
涂料发泡,必须有一定的动力,即要有一定的模具温度。模具温度太低,涂料发泡不充分,“蘑菇头”太小,模具温度太高,涂料挂不上去。模具温度对金相组织的影响也非常大,模具温度高,容易出现A型石墨,不易出现枝晶聚集等白口组织,反之,就容易出现过冷组织。为了稳定得到蘑菇头和保证金相组织,必须对模具温度进行研究。对一只缸套来说,不同部位模具温度不一样,造成“蘑菇头”、金相组织分布不均匀,必须采取工艺去保证模温均匀性。模具温度对“蘑菇头”大小和金相组织的影响如表7所示。
结果表明:最佳的模具温度为350℃~450℃。
模具温度是由模具厚度、来水时间、还原时间决定的,下面对模具厚度进行研究。
4.1 模具厚度对模具温度的影响
模具厚度决定模具的稳定性,模具厚,蓄热多,模具温度上升慢,模具温度变化小,模温稳定。但是模具若过厚,模温低,缸套冷却过快,金相硬度不合格。模具厚度采用24mm、32mm、40mm、48mm研究模温均匀性和金相,如表8所示。
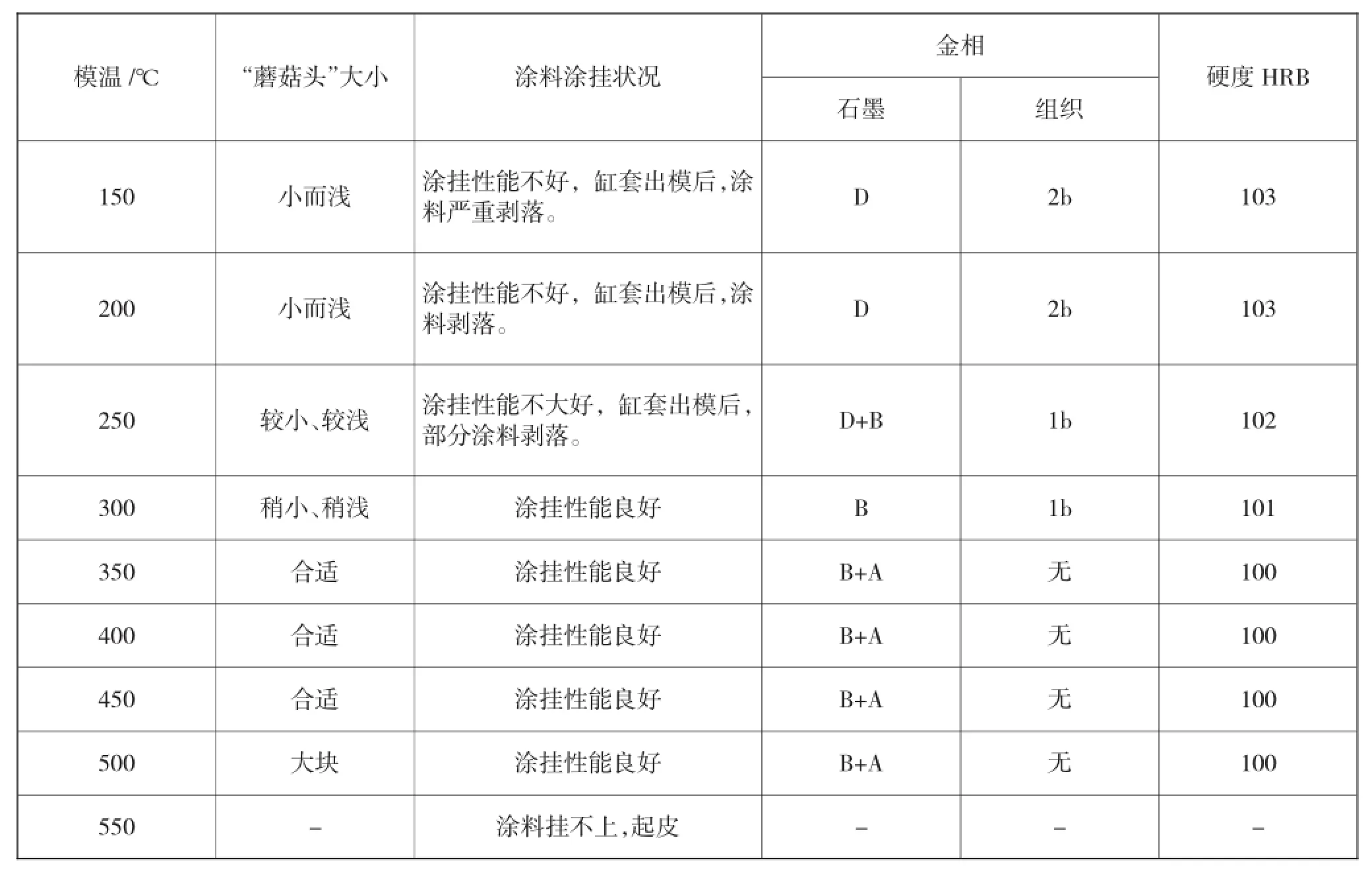
表7 模具温度对蘑菇头大小和金相的影响

表8 模具厚度对模温影响关系表
结果表明:1)模具厚度为40mm的时候,各个缸套之间模具温度最稳定;2)40mm模具厚度,各个缸套之间金相组织最好;3)40mm模具厚度同一缸套不同部位模温变化最小;4)同一缸套,模具温度变化较大,必须进一步研究。
4.2 来水时间、还原时间对模具温度的影响
从铁水浇注进去到开始开水这一段,叫来水时间;从开始开水到停水叫击水时间;从停水到停机叫还原时间。影响模具温度的因素主要是击水时间和还原时间,为了研究我们采取以下试验方案:来水时间固定:15s,击水时间、还原时间对模温的影响试验结果如表9所示(工艺参数采用浇注自动控制系统控制)。

表9 击水时间、还原时间模具厚度与模温关系表
结果表明:来水时间15s,击水时间25s,还原时间20s,模具温度正好在400℃左右为最佳参数。
4.3 同一模具不同部位模具温度一致性研究
从表8可以看出中部温度最高,前端次之,后部最低,主要是在模具前端铁水直接和挡块接触,前端铁水降温很快;在模具的后部,由于模具直接和浇注机法兰盘接触,大量的热量通过法兰盘传向浇注机;在中间部位由于热量比较集中,并且热量不容易散出去,因此中间模具温度最高,前端次之,后部最低如图2所示。消除温度的差异,必须通过调整击水管消除差异。
击水管的制作:在小端60mm范围不开击水眼,在大端40mm范围不开水眼。改进后进行了模具温度的测量,测量位置如图2所示。数值如表10所示。

表10 加击水管后不同部位模具温度表℃
结果表明:击水管改进后,模温较稳定,满足生产要求。
5 浇注温度的研究
缸套“蘑菇头”的形成是依靠涂料表面蘑菇头形成的,铁水必须有很好的流动性才能把涂料的蘑菇头填满。保证合适的浇注温度非常关键,但是铁水温度太高又会破坏涂料,铁水浇注温度研究如表11所示。

表11 浇注温度对蘑菇头和金相的影响
结果表明:浇注温度在1300~1450℃之间,为最佳浇注温度。
6 结论
通过生产实验对发泡工艺、模具转速、模具温度、浇注温度等工艺参数进行优化,结论如下:
1)发泡剂为调节剂A,加入比例在0.15%~0.17%为最佳选择;
2)模具转速控制在840~860r/min;
3)采用改进的击水管,模具厚度为40mm,模具温度控制在350℃~450℃为最优;
4)浇注温度在1300~1450℃之间,为最佳浇注温度;
5)来水时间15s,击水时间25s,还原时间20s,模具温度正好在400℃左右为最佳参数。
本公司年产本缸套150万只,减少生产成本157.2万元,机加工成本375万元,综合减少成本532.2万元。该产品小批量向浙江吉利集团供货,经过浙江吉利集团台架试验,本产品从外观、金相组织、耐磨性和活塞环配副性都能满足发动机的要求,与全铝发动机配合后,缸体重量减少30%,提高10%的中低速扭矩,提高8%的高速端功率,提高5%的燃油经济性,尾气排放最大减少25%。
1王希臣,孙军,王虎,等.活塞(环)-缸套间润滑油流动和润滑研究的现状、讨论和展望[J].小型内燃机与摩托车,2013,42(2):82~88
2杜冰,梁淑如,程燕锋,等.挤压膨化加工过程参数及其影响[J].食品与机械,2008,24(5):133~135
3胡秀娟,刘亚伟,刘洁,等.发芽糙米的制备技术及制品研究进展[J].粮食与饲料工业,2011,(11):1~4
4代永刚,马毓霞,南喜平,等.生物柴油的现状及发展前景[J].粮油食品科技,2006,14(1):17~19
5吴黎明,潘卫国,郭瑞堂,等.富氧燃烧技术的研究进展与分析[J].锅炉技术,2011,42(1):36~38,68
6郑晓红,赵翔,曹欣玉,等.锅炉高温承压部件剩余寿命的评估及应用[J].锅炉技术,2003,34(4):25~29
7周华祥,宁朝阳.低排放高热效率长寿命气缸套的改进[J].小型内燃机与摩托车,2008,37(3):54~58
Experimental Study on Processing Parameters of“Mushroom”Cylinder Liner
Wu Long1,2,3,Gao Hao4,Liu Jianjun1,2,3
1-School of Mechanical&Electronic Eng.,Sanming Univ.(Sanming,Fujian,365004,China) 2-Sanming Engineering Research Center of Mechanical CAD 3-Post-doctoral Research Station of Fujian Sanming High-tech Industrial Development Zone 4-Southeast Auto Cylinder Liner Co.,Fujian Huihua Group
We have developed new products"mushroom"cylinder liner.Uniform experimental design method is used in the production,the best foaming process,rotating speed of mold,mold temperature,pouring temperature and other process parameters are obtained.In this paper,our study provides a guidance and reference for the automotive cylinder casting production.
Mushroom,Cylinder liner,Processing parameters,Experimental,Study
TG249.4
A
2095-8234(2014)04-0018-06
2014-03-24)
中国博士后基金(2013M541851);福建省科技厅高校产学合作重大项目(2012H6018);福建省高等学校新世纪优秀人才支持计划(JA13290);福建省教育厅中青年教师教育科研项目(A类JA13293);福建省教育厅中青年教师教育科研项目(B类JB13183);三明学院高等教育教学改革项目(J1309/Q)。*
吴龙(1973-),男,副教授,博士,主要研究方向为机械动力学与控制。
