内陆AP1000核电厂放射性废液处理系统设计改进
2014-02-13李俊雄顾健王晓伟邱乙亩王松平
李俊雄,顾健,王晓伟,邱乙亩,王松平
(1.湖南桃花江核电有限公司,湖南省益阳市413000;2.海军工程大学,武汉市430033)
0 引言
随着国家环境保护政策的日益严格,我国对核电站放射性液态流出物也提出了越来越严格的排放要求,新的国家标准GB 6249—2011《核动力厂环境辐射防护规定》[1]:“对于滨河、滨湖或滨水库厂址,系统排放口处除3H、14C外的其他放射性核素的总排放浓度上限值为100 Bq/L,且总排放口下游1 km处受纳水体中总β放射性浓度不得超过1 Bq/L,3H浓度不得超过100 Bq/L。”AP1000核电厂的放射性废液系统(waste liquid system,WLS)可处理反应堆在正常运行工况下产生的放射性废液,也可处理设计基准事故(0.25%燃料破损率)下产生的废液。对于放射性浓度为3.94×106Bq/L的源项废液,WLS能够将其浓度降至1 000 Bq/L以下,能够满足滨海厂址废液排放要求[2]。内陆AP1000核电厂必须对WLS进行改进,使其液态流出物排放满足相应的限值要求。
本文结合AP1000核电厂放射性废液来源及特性,对蒸发、反渗透、化学絮凝等废液处理工艺的优缺点进行比较,通过改变参考AP1000放射性废液处理系统的工艺流程,采用大孔树脂这一更好的吸附媒介和优化树脂床内部结构等方法,加强放射性废液处理系统的去污能力,以满足内陆AP1000核电厂的排放要求,并进行相应的试验验证。
1 AP1000核电厂废液来源及特性
1.1 废液主要来源
AP1000核电厂放射性废液可分为4类:(1)含硼反应堆冷却剂废液。主要来自化容系统的下泄流、取样疏水和一回路系统设备引漏疏水。(2)地面疏水和设备疏水。此类废液可能含有高浓度悬浮固体颗粒杂质,来自各厂房放射性区域地面和设备疏水。(3)洗涤废液。来自电站热水槽(人员去污)和淋浴器,其放射性浓度较低。(4)化学废液。主要是放化实验室和设备去污废液。废液的主要特性和产生量见表1[3]。

表1 AP1000核电厂放射性废液来源与特性Tab.1 Sources and characteristics of radioactive waste liquid produced by AP1000 nuclear power plant
1.2 废液的特性
放射性废液所含核素,在水中多以阴/阳离子、原子或与水中酸碱离子、有机物形成其氧化物或复合物的微细胶体颗粒形态存在。其中如51Cr、54Mn、60Co、58Co、59Fe 和110mAg 均以亚 μm 级或胶体的微小颗粒形态存在,其颗粒大小为0.05~0.5 μm[4]。部分核素如 C、Cs、Na、Pu、Rb、Sb、Sr、U是以离子与原子形态存在,形成溶解性盐类固体,对于这些核素通常使用离子交换吸附或化学沉淀反应的方式予以去除。
肉眼可见的固体颗粒大小为30 μm以上,可利用砂滤、颗粒活性碳或过滤器滤除;病毒、胶体与纳米颗粒大小为0.01~0.1 μm,需利用超滤分离;溶解性盐类固体、离子、原子与小分子有机物则需使用纳滤或反渗透才能有效分离。
2 废液处理系统改进原则
内陆AP1000核电厂废液处理系统的改进应根据AP1000 WLS的现状,以及废液源项、废液产生量和处理目标,选用合适的工艺,使WLS能够处理现实源项和设计基准源项工况下的冷却剂流出液,并满足我国最新相关废物管理和排放规范要求。具体原则如下:
(1)充分利用WLS原有设备,避免对原WLS及核岛厂房设计造成颠覆性影响;
(2)系统改进后的放射性废液浓度控制值(除氚外)为70 Bq/L;
(3)改进方案应分别针对设计基准源项、现实源项2种工况,提出完整的处理工艺、布置方式、设备屏蔽要求、取样与剂量监测手段,并论证此工艺的可靠性,估算二次废物的产生量;
(4)系统改进后在现实源项工况下应保证17 m3/h的处理能力,在设计基准源项工况下应保证5 m3/h的处理能力;
(5)系统工艺的选用应遵循二次废物最小化原则,避免产生高放废物及其包装体;
(6)改进后的系统须合理布置在核岛厂房的WLS离子交换床房间和监测箱A房间内,并充分考虑设备的国产化能力以及主要设备部件的结构设计与材料选取,保证设计寿命不低于60年;
(7)改进系统的设计与布置应充分考虑操作人员的辐射防护要求,应有利于设备的日常操作与维修保养。
3 废液处理系统改进方案
3.1 各方案分析
放射性废液中的放射性核素固有的放射性衰变特性无法改变,因此通常采取2种途径进行处理,一是将放射性废水排入水体,通过稀释、衰变和扩散达到无害水平;二是将废液中的核素收集、浓缩,然后将浓缩物进行隔离处置,任其自然衰减[5]。核电厂放射性废液的处理主要采取后一种途径。除了传统的化学絮凝法、蒸发浓缩法和离子交换法外,近年来一些新型处理工艺也逐渐开始应用,如膜分离法[6]、电化学法[7]以及结合不同处理方法的综合法等[8-9]。
AP1000核电厂WLS的标准设计中主要采用离子交换工艺。改进的WLS可考虑蒸发、反渗透和化学絮凝等工艺。表2对3种工艺的成熟度、国内应用情况、去污因子、厂房适应性、二次废物量等进行了比较。
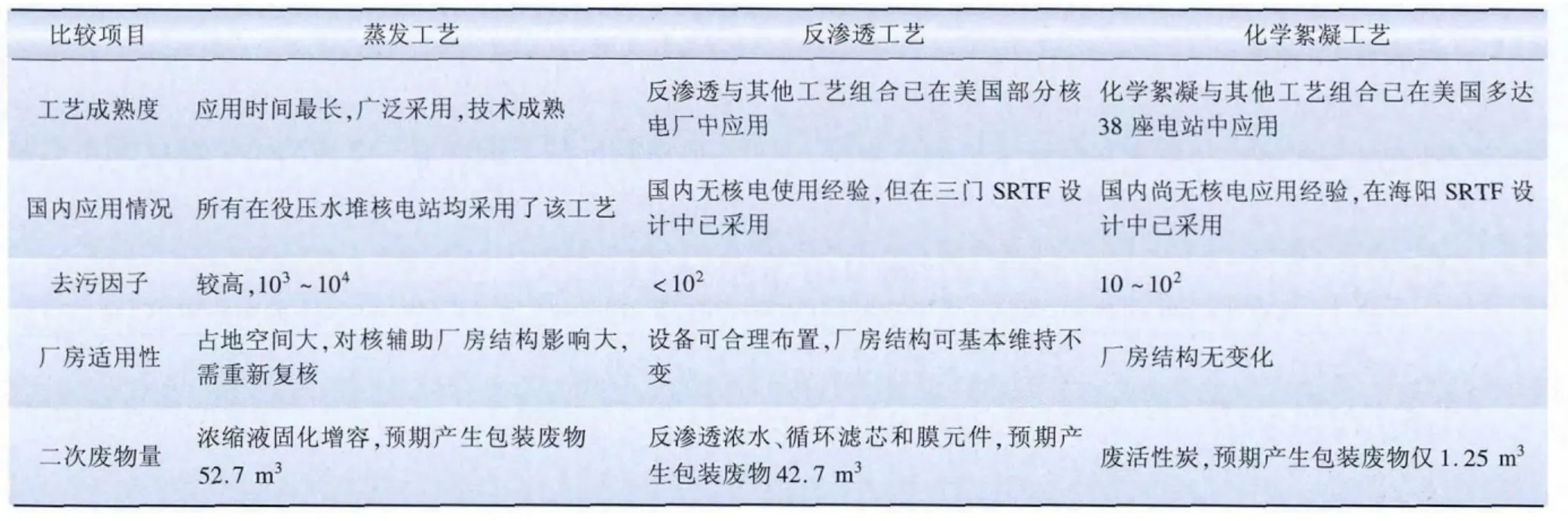
表2 3种工艺方案的比较Tab.2 Comparison of 3 process schemes
通过表2比较可以看出,WLS增设化学絮凝处理装置具有增加设备少、二次废物量少、工艺成熟、实施性较强的优点,可在辅助厂房布置。除此,化学絮凝工艺还具有以下优点:
(1)由于去污机理不同,化学絮凝处理+过滤(GAC)+离子交换各工艺设备的去污功能并不重叠,处理对象各异,形成互补。
(2)补充化学絮凝工艺可显著提高腐蚀产物的净化能力。
(3)絮凝剂可根据水质条件,实现高精度自动定量添加,反应聚合物由活性炭吸附截留,不会对下游离子床净化效率产生负面影响。
(4)硼对于化学絮凝的影响甚微。硼作为水中电离性微弱的元素,通常几乎不带电荷[10],絮凝的主要机理就是压缩微粒表面的双电层与电荷中和作用。
3.2 工艺系统改进
AP1000核电厂WLS标准化设计工艺流程如图1所示。

图1 AP1000核电厂WLS标准化设计工艺流程Fig.1 Standard design process of WLS in AP1000 nuclear power plant
由图1可知,来自化容系统下泄流管线或反应堆冷却剂疏水系统的反应堆冷却剂废液,通过真空除气器,去除溶解氢和裂变废气后,经排放泵将废液送至指定的废液暂存箱中。废液暂存箱内的废液先通过前过滤器,然后进入深床过滤器。深床过滤器上部填装有活性碳,下部填装沸石滤料。废液通过深床过滤器将颗粒杂质和部分阳离子去除,再进入3台串联的离子交换树脂床。每台树脂床都能旁通,最后2台交换树脂床的次序可以互换,以便充分利用树脂的交换容量。废液经离子交换处理后,通过1台后过滤器,将放射性颗粒物和碎粒树脂阻截。处理后的废液送入3台监控箱进行监测排放[11]。
为了满足内陆厂址的废液排放要求,对WLS进行了改进。改进后的工艺流程如图2所示。

图2 AP1000核电厂WLS改进后的工艺流程Fig.2 Design process of improved WLS in AP1000 nuclear power plant
工艺流程的改进主要包括3个方面(见图2斜体字)。
(1)增加化学絮凝装置。化学絮凝装置对放射性废液进行化学预处理,对以胶体状态存在的58Co、60Co、54Mn和110mAg等除腐蚀活化产物具有很好的去除效果。絮凝剂可采用自动加药装置进行精确投加,以防止过量絮凝剂对下游树脂床造成影响。
(2)增设2台树脂床,用于设计源项工况下废液的进一步处理。在设计源项工况下,新增的离子交换容量能将溶解性铯、碘等放射性核素去除。
(3)取消标准设计中的1个监控箱,同时增加2个化学废液箱,存储人员淋浴和洗手废液,将化学实验室疏排水与洗涤剂疏水分开。
此外,为提高树脂床的净化效果,对树脂床内部结构进行改进,使废液在床内分布、流动更均匀,消除沟道及死区,使失效树脂排放更彻底。同时,采用性能更优的吸附介质,将3台离子交换床内填充的树凝胶型树脂换成大孔树脂。大孔树脂具有很高的去除胶状放射性核素钴、铯的能力和较高的交联度,即使在很高电导率和极端pH工况下,之前吸附的放射性核素脱落的现象不明显[12],而且具有更大的裂变产物交换容量以及对腐蚀产物、有机和无机离子的净化能力。
3.3 试验验证
为了验证改进后的工艺系统对废液的处理效果,在美国阿拉巴马州Joseph M.Farley核电厂采用实际废液进行了小流程验证试验。试验采用“化学絮凝+深床过滤(1台)+离子交换(5台)”的工艺对实际废液进行处理。化学絮凝过程投加的药剂为Nalcolyte 7134聚合物絮凝剂,深层床上部填充Calgon公司的颗粒活性碳,下部填装TSM-140沸石,阳离子交换树脂为Purolite C160H大孔苯乙烯系磺酸型阳树脂,阴离子交换树脂为Purolite A501P大孔苯乙烯系季铵型阴树脂。
采用放射性浓度分别为6.16×104Bq/L和6.42×104Bq/L的废水进行了2轮试验,结果表明:改进后的工艺对废水中的胶体具有很好的去除效果,胶体颗粒的去除率随着絮凝剂投加量的增加而提高,净化后的废水放射性浓度低于50 Bq/L;改进后的工艺能够满足内陆AP1000核电厂放射性废液处理的要求。
4 结论
(1)通过对AP1000核电厂放射性WLS标准化设计工艺进行改进,使WLS能基本满足内陆核电厂在正常运行工况时,将放射性废液处理至≤70 Bq/L的要求;验证了化学絮凝工艺与深床过滤器结合对去除腐蚀活化产物的有效性。改进方案和验证结果可供内陆AP1000核电厂参考借鉴。
(2)改进后的工艺虽然能将废液的放射性浓度降低到标准限值以下,但对废液中的硼酸几乎没有净化作用,如何控制内陆AP1000核电厂向环境中排放的硼酸,是需要进一步研究的课题。
[1]GB 6249—2011核动力厂环境辐射防护规定[S].北京:中国环境科学出版社,2012.
[2]GB 14587—2011核电厂放射性液态流出物排放技术要求[S].北京:中国环境科学出版社,2011.
[3]刘昱,刘佩,张明乾.压水堆核电站废液处理系统的比较[J].辐射防护,2010,30(1):42-47.
[4]李福志,孙大卫.内陆AP1000核电项目低放废液排放的主要污染物及其处理技术[J].原子能科学技术,2012,46(增刊):137-141.
[5]罗上庚.放射性废物处理与处置[M].北京:中国环境科学出版社,2007:58-59.
[6]王建龙,刘海洋.放射性废水的膜处理技术研究进展[J].环境科学学报,2013,33(10):2639-2656.
[7]刘丽君.利用连续电除盐技术处理模拟低放废液的初步研究[D].北京:清华大学,2008.
[8]Russell S,Garcia.Commercially available low-level radioactive and mixed waste treatment technologies[R].USA:Department of Energy,DOE/LLW-240,1996.
[9]International Atomic Energy Agency.Combined methods for liquid radioactive waste treatment[R].IAEA-TECDOC-1336,2003.
[10]王晓伟,贾铭椿,杨开.反渗透膜对水中硼酸脱除性能的实验研究[J].膜科学与技术,2011,31(6):78-81.
[11]林诚格,郁祖盛.非能动安全先进核电厂AP1000[M].北京:原子能出版社,2008:309-314.
[12]李培元,周柏青.发电厂水处理及水质控制[M].北京:中国电力出版社,2012:235-236.