中小型变压器油箱酸洗磷化工艺PLC改造设计*
2014-02-11李双喜毛旺志
李双喜,毛旺志
(安徽科技学院数理与信息工程学院,安徽蚌埠 233101)
中小型变压器油箱酸洗磷化工艺PLC改造设计*
李双喜,毛旺志
(安徽科技学院数理与信息工程学院,安徽蚌埠 233101)
介绍了一套变压器油箱酸洗、磷化自动控制系统的设计思想。应用西门子S7-200 Smart智能型PLC对系统进行自动控制,实现了变压器油箱酸洗与磷化过程自动控制,提升了中小型变压器生产车间的自动化水平和操作的安全性。
变压器;油箱;PLC;自动控制
0 前言
在中小型油浸式变压器的生产过程中,油箱的生产质量与变压器的使用寿命密切相关。目前,在我国中小型油浸式变压器油箱的生产过程中普遍采用酸洗、磷化的过程对变压器的油箱进行处理,鉴于实际情况,这一生产过程的自动化程度不是很高,由人工进行操作。
原始的人工操作生产的产品质量与操作者的责任性和技术水平具有极大的关联性,在产品质量的保证上难以获得更高层次的水平。因此变压器油箱生产车间的自动化控制设计与改造对安全生产、产品质量、提升生产效率具有非常重要的实际作用和使用价值。
1 酸洗、磷化工艺分析
中小型变压器油箱焊接完成后通过检漏,质量合格的油箱在喷漆前需要进行酸洗磷化工艺的处理,经过这一工艺环节处理,变压器油箱上的焊接残渣、金属毛刺、油脂等经过处理得到清除,为使变压器油箱在喷漆前不致于生锈影响变压器油箱的质量,喷漆前还需要进行磷化防锈处理。一般中小型变压器油箱的浸渍式酸洗磷化工艺过程为:脱脂—水洗(室温)—酸洗—水洗(室温)—中和(室温)—水洗(室温)—磷化—水洗(室温)[1]。
其对应的工艺流程示意图如图1所示。
1.1 浸入式化学脱脂处理
浸入式化学脱脂处理主要是使用碱性溶液(主要成分为NaoH,Na2CO3),在其中加入适当的表面活性剂,利用溶液的皂化作用去除金属零件的表面皂化性油脂,这一过程根据使用的脱脂成分比例的不同,脱脂时间也不一样。
1.2 浸入式酸洗处理
将金属零件浸泡在酸性溶液中,用酸性溶液与零件数表面的氧化物发生化学反应,使氧化物脱离技术的表面,达到净化金属表面的目的,这一过程称为酸洗除锈。在工艺上使用耐腐蚀的酸洗槽,将工件直接通过吊钩或通过酸洗篮浸入酸洗溶液中浸泡,通过一定的时间处理,能够有效将工件表面的焊接残渣、金属毛刺以及铁锈有去除。
1.3 中和处理
通常从酸洗池中提出的工件由于酸液的残留,为防止残存在工件上的酸液对工件的进一步腐蚀,需要将酸洗后的工件通过碱性溶液进行中和处理,这一工艺段的时间一般控制在3~5分钟。一般碱性中和溶液的成分Na2CO3的含量一般采用50 g/L。
1.4 磷化处理
鉴于酸洗除锈后的变压器油箱表面活性很强,在空气中短时间内可能再次氧化生锈,为防止在喷漆前变压器的油箱再次生锈,需要在含锌、锰、铁的单磷酸盐溶液中进行处理,使金属工件的表面形成难溶性磷酸盐膜的过程。磷化膜在大气条件下具有很好的稳定性,其耐腐蚀性是发蓝膜的2~10倍。同时磷化膜具有很好的多孔性、对漆类具有良好的吸附作用,可有效提升油漆与工件的结合力,从而提升变压器油箱的耐腐蚀能力,良好的磷化膜同时兼具较好的电气绝缘性能,击穿电压可达到250~1 200 V,兼具绝缘能力。
2 控制系统硬件设计与功能
2.1 控制系统硬件平台
根据需要完成酸洗磷化工件搬运任务的吊篮上升/下降、左移/右移分别采用两台三相异步电动机M1、M2拖动,M1完成吊蓝的上升与下降驱动,M2完成吊蓝的左移与右移驱动,系统主电路如图2所示。控制系统以S7-200 SMART型PLC作为系统控制的主机,根据酸洗磷化工艺过程的需求,考虑到系统工作各工艺段的时间顺序特点和保护功能的实际需要,PLC主机的CPU型号选择为CPU CR40,该型CPU具有24点数字量输入和16点数字量输出,可以满足系统对输入输出控制点数的需求。人机接口模块采用西门子配套的SMART LINE触摸屏,以西门子SITOP POWER(24V/ 3.5A)直流电源作为系统直流电源供应来源。控制系统的主要硬件结构如图3所示。
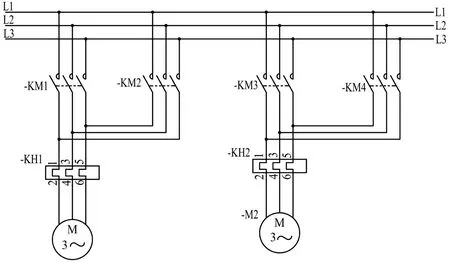
图2 系统主电路图
2.2 控制系统的功能
所开发的酸洗磷化工艺控制系统主要的功能包括控制功能、保护功能。
控制功能:设置自动和手动两种控制方式,手动方式通过手动上升、手动下降、手动左移、手动右移控制实现,与原来的手动控制方式的操作要求一致,方便系统调试运行以及故障条件下的应急运行操作。自动控制方式根据酸洗、磷化工艺的控制要求按照预先设置的程序自动完成一系列的工艺操作,完成酸洗处理与磷化处理的全部过程,不需要人为干预。设备生产运行时采用该方式进行,以提升产品的生产质量,降低操作者的劳动强度并有效保护操作者的人身健康。
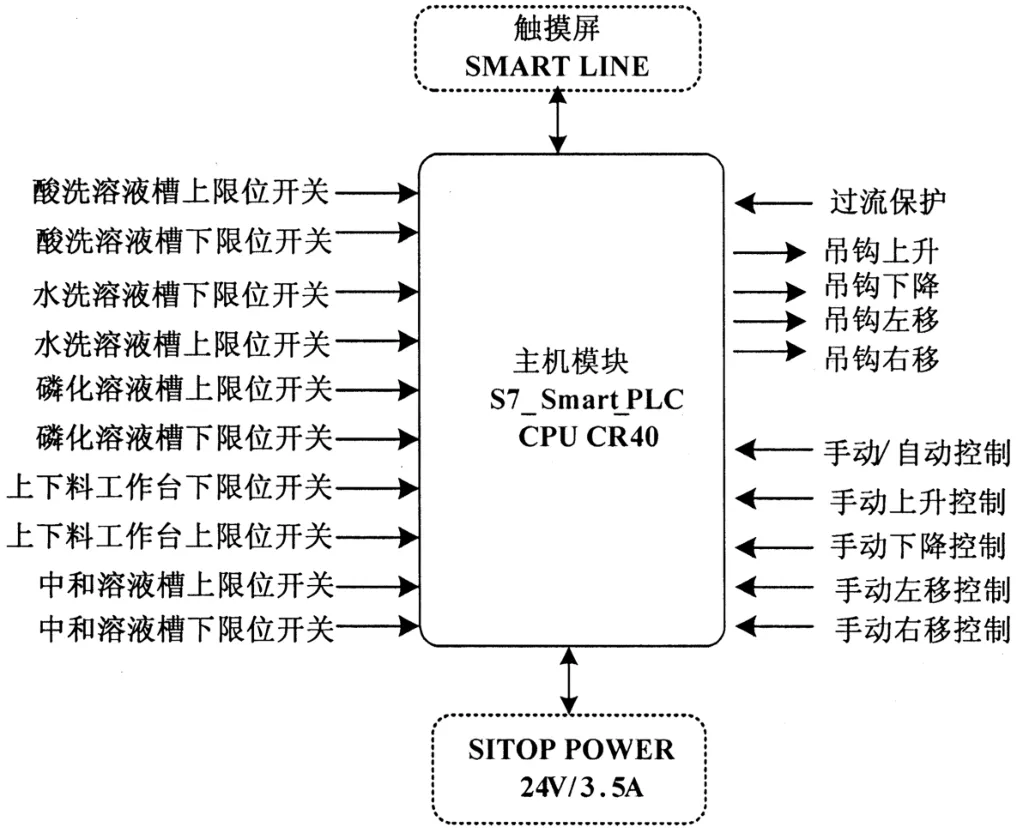
图3 酸洗磷化控制系统硬件结构图
保护功能:系统设置电机电流过流等相关参数超标时,PLC主机发出控制指令停机并报警,通过电机主电路的热继电器进行过流检测,将热继电器KH1、KH2的常闭合触点串联作为PLC保护控制输入点信号。
3 控制系统程序设计
PLC程序设计采用STEP7-Micro/win smart软件进行开发[2],STEP7-Micro/win smart是西门子smart系列PLC编程该工具,具有梯形图、功能块和语句表方式编程方案。鉴于酸洗磷化工艺过程明确的时间顺序性,该系统PLC控制策略采用顺序控制结构,即按照酸洗磷化工艺过程的各环节先后顺序进行。为满足实际生产需要,系统程序设计采用“手动程序”与“自动程序”两种工作模式,前者手动程序采用经验设计法即可满足要求,相对复杂的自动程序的设计采用顺序控制法设计[3]。
3.1 控制程序设计
系统自动运行主要考虑的是吊篮的上下位置定位以及各溶液槽位置定位,综合考虑控制系统的各方面的要求,该系统对应的输入符号表、输出符号表如图4(a)、(b)所示,系统的主程序主要由手动控制程序与自动控制程序组成,如图5所示。
3.2 手动程序设计
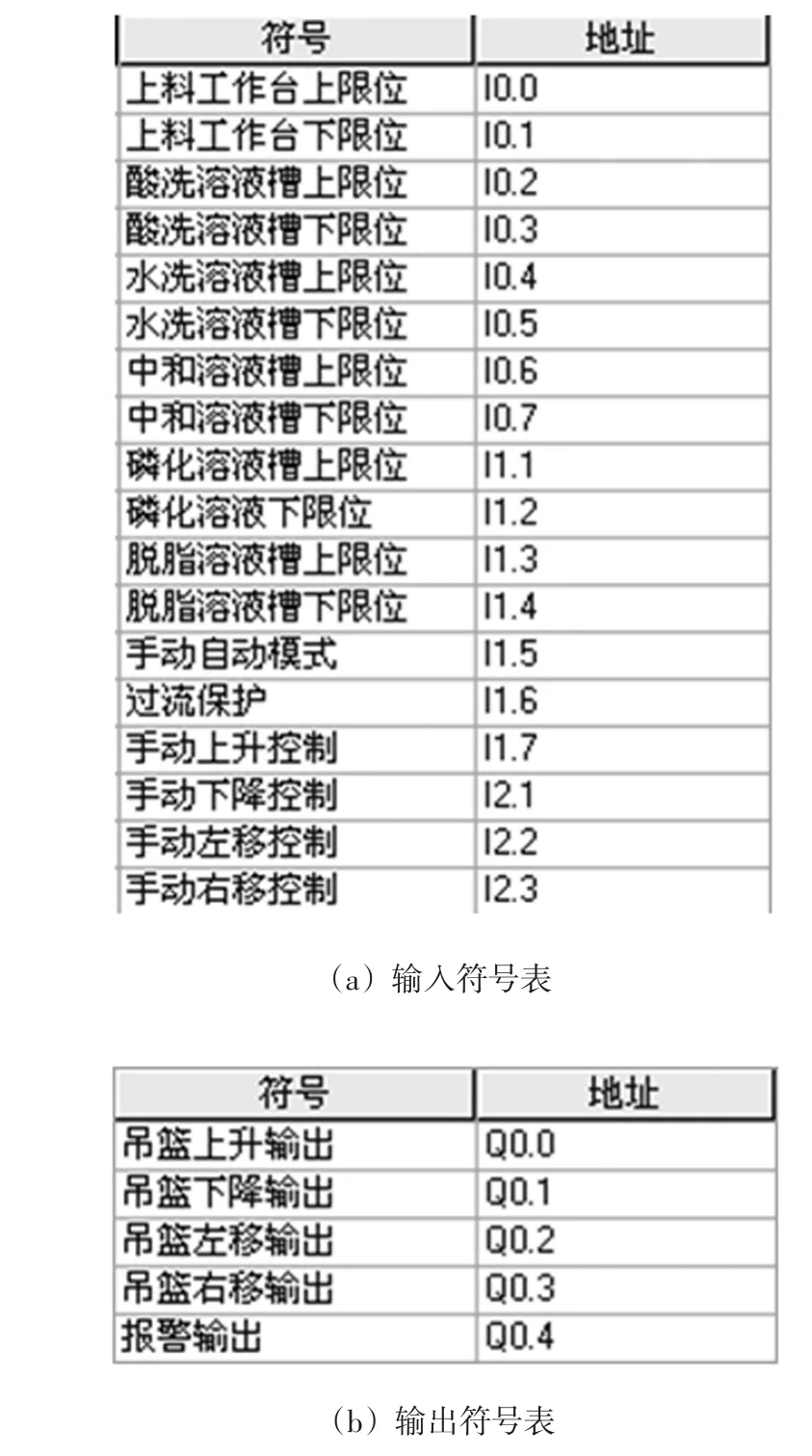
图4 符号表定义
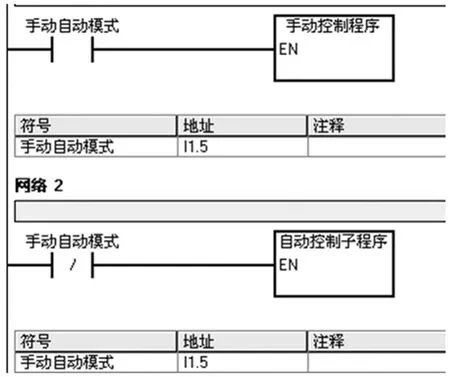
图5 系统的主程序
当手动/自动控制模式选择在手动的位置时,通过手动上升控制、手动下降控制、手动左移控制、手动右移控制进行M1、M2的点动控制,根据操作者的要求进行工作。这一操作方式程序设计比较简单,通过将原来的继电器—接触器系统适当改造即可完成,各工艺处理效果可以根据工人的现场观察、检测进行逐级循环处理。
3.3 自动程序设计
顺序控制设计作为一种先进的设计方法便于设计运用[4],自动程序设计充分考虑变压器油箱磷化工艺生产过程的顺序性,考虑各工艺环节处理的时间需求,在吊篮位置信号的作用下,根据PLC内部状态寄存器和时间的顺序,产生各工艺环节的动作要求。以脱脂—水洗(室温)—酸洗—水洗(室温)—中和(室温)—水洗(室温)—磷化—水洗(室温)各阶段的处理时间和处理质量作为程序设计的要求,根据酸洗磷化工艺的具体过程以及技术参数确定自动控制的顺序功能图(SFC),继而按照PLC梯形图的设计方法完成系统自动程序的设计。
4 结束语
以西门子S7-200 SMART型PLC对中小型变压器油箱酸洗磷化过程进行自动控制,通过合理的工艺流程设计以及对原来的人工操作系统的改进,实现了各工艺环节的自动控制,在降低工人的劳动强度的同时,可以提升设备的利用率,满足节能需要以及对产品质量的提升的要求。
SMARTIC S7-200是西门子公司经过大量的实际调研为中国市场开发的一款性能价格比很高的产品,具有工作性能稳定,系统运行可靠、故障率低的特点。所设计的系统设置了“手工操作运行方式”和“自动操作运行方式”,有效解决有生产过程中在PLC系统故障时能够正常运行,通过西门子触摸屏技术进行人机对话,可实现控制界面的切换、系统的巡查、故障复位以及控制方式的转换[5]。总之,对现有系统的智能化改造在提升企业自动化生产水平的同时,对安全生产、产品质量提升以及降低劳动强度具有重要意义与作用。
[1]赵月静.变压器制造工艺[M].北京:中国电力出版社,2009.
[2]廖常初.S7-200 SMART PLC编程及应用[M].北京:机械工业出版社,2013.
[3]S7-200 SMART可编程序控制器产品目录[Z].西门子(中国)有限公司,2012.
[4]S7-200 SMART可编程序控制器系统手册[Z].西门子(中国)有限公司,2012.
[5]廖常初.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2008.
The Design of Medium and Small Transformer Tank Pickling Phosphating Process Based on PLC
LI Shuang-xi,MAO Wang-zhi
(Anhui Science Technology University,College of Mathematics,Physics and Information Engineering,Bengbu233101,China)
This paper introduces the design idea of automatic control system of a transformer oil tank pickling,phosphating.With the Application of Siemens S7-200 Smart intelligent PLC to make automatic control system of Pickling,phosphating process line.The system can achieve the Automatic control of Pickling and phosphating process of transformer oil tank.It enhances the security level of automation and operation of transformer production workshop.
transformer;oil tank;PLC;automatic control
TP273
A
1009-9492(2014)09-0096-03
10.3969/j.issn.1009-9492.2014.09.026
李双喜,男,1972年生,安徽怀宁人,硕士,副教授。研究领域:机电系统智能控制与检测。已发表论文10篇。
(编辑:向 飞)
*安徽省高等教育振兴人才计划项目(2013高校教师挂职企业服务);安徽科技学院电子信息工程专业卓越工程师项目(Xj201222)
2014-03-19
