八钢2500m 3高炉炉缸侧壁温度异常的处理
2014-02-10邹庆峰李涛
邹庆峰,李涛
(宝钢集团八钢公司炼铁分公司)
1 前言
八钢2500m3A/B高炉分别于2008年3月和2009年3月开炉,2013年3月到6月,两座高炉相同部位2#和3#铁口中间0度方向标高8200mm的测点区域均出现超过400度的现象,从局部侵蚀计算分析,有加剧的迹象。
对现场调查分析发现,对应区域的风口中套存在上翘现象,16#风口小套漏水和碳砖反应后温度也上升,均存在影响因素。在采取了更换中套调整风口角度及对压浆区域局部产生的煤气缝隙压浆处理后,局部升温速度下降10°,随后继续上升,但未得到彻底改善。在分析炉缸侵蚀中发现,相关的现象和炉缸工作状态定期发生变化有关,通过采取活跃炉缸的措施,并对风口送风参数和炉前作业参数进行调整,局部侵蚀得到缓解,局部温度逐步下降至正常范围。
2 A/B高炉炉缸侵蚀原因分析
八钢B高炉 (标高9.2m)2#~3#铁口中间1265#1266#侧壁残厚推移如图1所示。
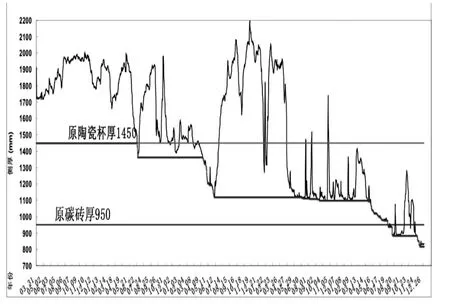
图1 八钢B高炉(标高9.2m)3m铁口右侧1265#1266#侧壁残厚推移图
A/B高炉2#和3#铁口之间应处于炉缸最为活跃的区域,两铁口间夹角72°,即使2#和3#铁口休止一个铁口进行铁沟制作,处于中间区域的0°方向炉缸区域应为最活跃区域。此区域温度的上升,主要原因为局部环流增加导致传热增加、炉缸侧壁粘结物脱落导致的。也有存在煤气通道导致热量无法导出的现象。风口中套受机械应力的作用上翘,也导致局部活跃程度受到影响,风口小套的破损漏水对温度的上升也有直接的影响。
2.1 风口中套上翘对炉缸侧温度的影响
高炉风口回旋区是高炉稳定操作重要的反应区。风口回旋区的形状对高炉下部气流、炉缸活跃程度及炉料下降影响很大。此外,高炉生产所需化学能和热能主要来源于燃料在风口回旋区燃烧产生的煤气。风口回旋区的尺寸大小将直接影响高炉下部煤气的分布、上部炉料的均衡下降以及整个高炉内的传热传质过程。
风口有一定的倾角,并且鼓风动能充足,风口回旋区下部的透气透液性才会改善,炉缸工作才能活跃。而风口上翘的直接危害就是分解了鼓风动能,导致中心煤气流不足,炉缸边缘容易粘结,局部环流加剧,炉缸侧壁温度升高的现象。八钢B高炉风口中套上翘分布见图2,对炉缸侧温度影响见图3。
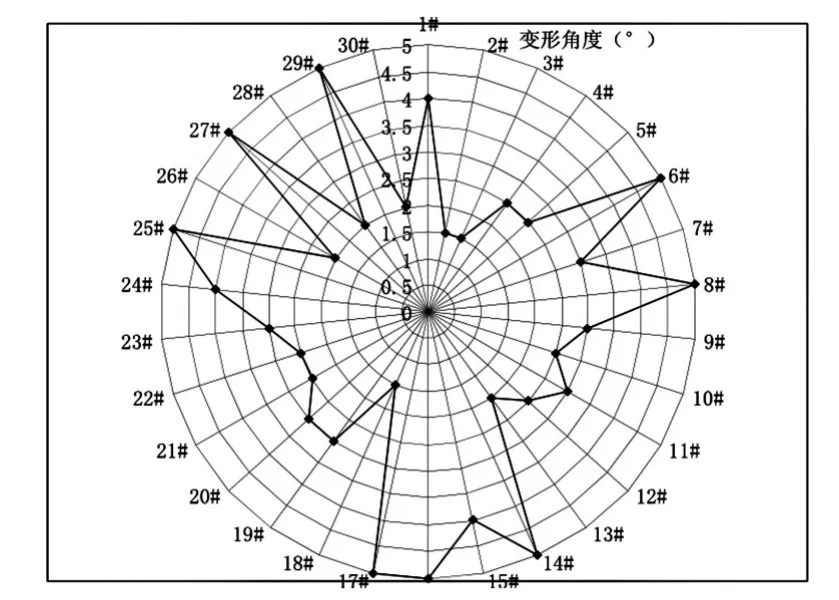
图2 八钢B高炉风口中套上翘角度分布图

图3 风口中套上翘对炉缸侧温度的影响推移图
B高炉自2009年2月29日投产后,侧壁温度TE1129点温度上升到160℃。从2010年10月开始,TE1129点上部区域的15#、16#和17#风口中套逐步上翘,TE1129点随着炉芯温度的下降而上升,最高达到255℃,侧壁凝铁层保护层减薄,附近区域的铁口深度保持在3300mm,未出现异常。
2.2 风口小套的破损漏水对温度的影响
A/B高炉的风口小套破损的微渗漏,流量差低于检漏流量计的精度,现状下的微渗漏精准的检测存在较大的困难。在PCI大于160kg/THM时,煤气分析仪上的成分无法区别H2波动是否为风口漏水。少量泄漏,水蒸气参与和碳砖的氧化反应,形成碳砖局部疏松氧化,水蒸气也顺着煤气的串动方向移动,聚集部位会出现冷凝水,炉壳和冷却壁间的压浆料被侵润,形成无规律的空洞区,阻碍了热量的导出。蒸汽聚集于冷却壁和碳砖之间的热面,受到冷却壁的冷却作用冷凝成水,继续向炉内渗透,炉内局部温度降低,导致炉缸局部透液性变差。风口小套破损较大导致漏水量大时,会导致炉缸大量失热,甚至炉缸骤凉发生。风口小套漏水对炉缸侧壁温度的影响见图4。
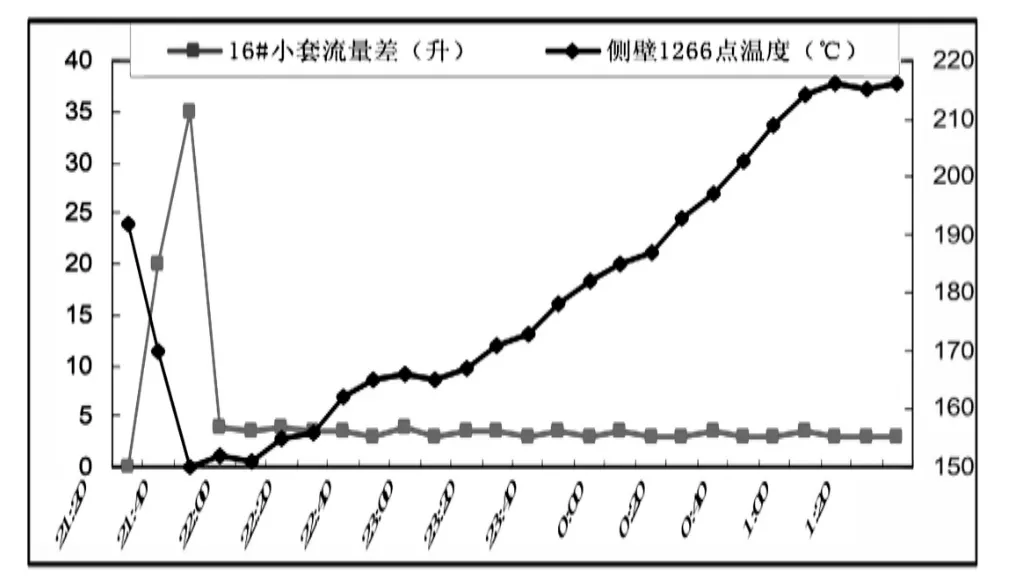
图4 风口小套漏水对炉缸侧温度的影响推移图
A/B高炉自投产以来,各铁口区域的煤气火焰大。采用炉缸铁口两侧的压浆孔灌浆后,铁口区域煤气偏大的情况得以控制。但是炉壳上固定的冷却壁与砖衬之间的捣料出现气隙,没有得到有效消除。尽管利用检修时间就组织炉缸灌浆,但是微缝隙灌浆效果不好,无法彻底消除。
由此可见,形成的煤气通道的煤气不断将热量带给炉缸碳砖,煤气通道也导致碳砖和冷却壁间产生绝热层,碳砖热面凝铁层无法形成,加剧了炉缸碳砖的侵蚀。
2.3 炉芯透液性对炉缸侧壁温度的影响
当焦炭透液性差,炉芯温度低,炉缸死铁层厚,铁水在炉缸不活跃,易环流,造成炉缸工况不良,铁水对侧壁冲刷相对较大,侧壁温度易升高。当炉芯温度高,炉缸死铁层薄,铁水在炉缸活跃,流动性佳,炉缸工况状态好,铁水对侧壁冲刷相对较少,侧壁温度不易升高。炉缸中心温度变化对炉缸侧温度的影响见图5。
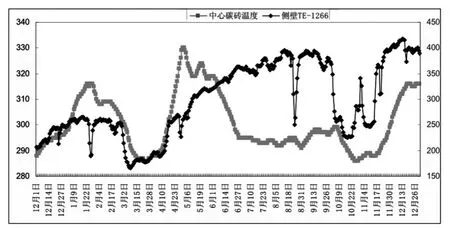
图5 炉缸中心温度变化对炉缸侧温度的影响推移图
此外,A/B高炉炉缸侧壁冷却系统还需强化冷却。在夏季的时候,A/B高炉炉缸侧壁温度都有不同程度升高。这与高炉冷却给水温度夏季偏高是相关的。炉缸侧壁冷却给水一年平均温度约在38℃,新疆夏季炎热时容易上升到40℃以上。出现这个情况不利于炉缸侧壁热交换,而且增加了炉缸维护的工作量。
3 采取的措施及效果
针对A/B高炉炉缸侵蚀状况及原因,必须采取措施抑制炉缸过快侵蚀。通过炉缸灌浆减少气隙,保持炉缸死料柱焦炭活性,增强炉缸冷却,强化铁口维护,以减缓炉缸侵蚀,实现长寿目标。保持炉况长期稳定顺行和适当的钛矿护炉也十分有效。
3.1 保持炉缸活跃控制环流
通过高煤比生产保持炉缸活跃,高煤比生产往往会引起炉缸死料柱活性下降,促使炉缸铁水环流加大,最终使炉缸形成“大蒜头”型侵蚀,危及炉缸寿命。因此,在高煤比、高利用系数生产条件下,必须时刻保持炉缸处于活跃状态,以抑制环流发生。
为防止炉缸环流产生,要做好以下工作:
(1)改善入炉焦炭质量,继续采用大风量、高富氧操作,采用大富氧。当在中心气流不足,适当改变布料模式:将中心焦层加厚。使用布料模式,尝试加长高炉风口小套尺寸,使用520mm×120mm稳定高炉下部调剂参数。
(2)调节炉底水冷管流量,适当保持高的炉芯温度。当侵蚀模型显示炉缸呈“大蒜头”侵蚀时,则减少炉底冷却水量;如出现“锅底型”侵蚀则适当增加冷却水量;
(3)铁口区域作为关键区域,要保持在3200~3400mm的深度,出尽渣铁,促进炉况顺行。
3.2 压浆技术填充煤气通道,改善局部冷却效果
高炉炉缸耐材在炉壳局部膨胀、风口漏水、捣料致密度不足、压浆料收缩等因素影响下,都会产生微小的细裂纹通道。这种细裂纹通道在检修时因炉壳收缩会消失,增加了检修压浆的难度。高炉炉缸区域冷却壁与碳砖间的捣料层之间微小的煤气通道形成局部绝热区。从冷却壁上的预留穿孔或者在冷却壁缝隙间开孔,在碳砖与冷却壁之间的捣料层压入碳胶,利用碳胶良好的流动性窜入缝隙,并将热量传递出来,实现对炉缸侧壁耐材的保护作用。
在炉缸作业过程中,必须设法将碳胶填充进去,灌浆压力不大于1.0MPa,要防止灌浆压力过高,导致填充层气隙贯穿,造成气隙率进一步提高。
为避免炉缸侧壁冷却强度不足,必须提高外部冷却效果。目前,主要措施是降低冷却水温,尤其防止夏季水温过高。同时,进行炉缸外壳定期除锈,改善导热效果。
3.3 及时调整炉前作业参数
环流主要是炉缸死料柱活性差引起的。通常可以通过炉芯温度差、不同铁口间铁水成分、出铁情况来判断。当环流过大时,往往铁口渣流出的时间加长,铁口深度变浅;炉芯温度下降,炉缸侧壁温度上升,维护难度增加。在这种状况下,及时调整炉前作业参数。
高炉炉前的操作参数要求:
(1)打开铁口时间控制在零间隔;
(2)南北铁口出铁时,45 min内(±5min)不见渣且铁流<4t/min,必须重叠;1h内(±5min)不见渣且铁流>4t/min,必须重叠。
(3)重叠出铁时,后见渣的铁口放渣10min以后另一铁口堵口。
(4)如遇重叠出铁2个铁口同时见渣时,同时见渣10min后选择渣流较大铁口堵口。
(5)主沟通铁量达到8~10万t进入热修补通铁量时,考虑铁沟休止后对炉况的影响,将制作时间控制到5天内。
(6)根据铁口深度选择钻杆的直径。当铁口深度在3200~3000mm时,钻杆直径选择为φ40mm以下,铁口深度在3400mm以上时,钻杆直径选择为φ50mm。
3.4 注重高炉风口维护及炉缸砖衬侵蚀检测
对破损后不易养护的风口小套,及时更换,减少对炉缸的影响,同时利用定修机会,对上翘的风口中套进行更换,调整中套角度。当炉缸热电偶局部温度持续升高时,采取针对性的方法予以控制。可使用缩小对应区域的风口进风面积、加长风口小套甚至堵风口的措施。侧壁温度超过300℃继续上升时,可使用加钛矿护炉,并采用边缘的布料模式装入。
4 结语
通过对炉缸侧壁温度上升处理过程中的各种现象分析,还存在一些问题待改进:
(1)风口上翘是局部侧壁温度上升的“诱因”,在消除上翘的诱因之后,侧壁温度上升得以延缓,但未得到彻底改善。
(2)风口小套破损漏水可直接导致侧壁温度上升,速度快,影响大,是可控的,更换后可降低影响。但在炉壳与冷却壁之间及冷却与碳砖之间形成的无规则的空洞区将增加维护的难度。
(3)对侧壁温度影响最大的是炉缸工作状态,其影响时间和范围及处理难度都是最大的。
目前对A/B高炉炉缸尤其是炉缸侧壁侵蚀的监控是八钢大型高炉长寿的重点工作,为实现高炉设计寿命15年的目标,高炉杨针对各种导致侧壁温度快速上升的现象,采取针对性的措施。为持续有效地推进高炉的长寿生产而努力。
[1]李有庆.宝钢一高炉炉缸现状分析及今后长寿措施.宝钢技术,2004,12~25.
[2]张永新.宝钢大型高炉运行质量控制及延寿研究,上海交通大学硕士论文,2009:12.23.
[3]安志庆,李涛.八钢2500m3高炉风口上翘分析及处理,新疆钢铁,2013,(2).
[4]储斌.宝钢不锈钢2500m3高炉活跃炉缸冶炼实践.炼铁.
[5]许晓兵.影响新疆八钢2500m3高炉寿命的因素分析与对策;冶金丛刊;2013:(2).25.
[6]李胜强.八钢2500m3高炉炉前作业制度浅析.黑龙江冶金,2012,(6):15.
