设计专用夹具解决生产瓶颈
2014-02-09经纬机械集团有限公司山西榆次030600赵洪元
金属加工(冷加工) 2014年9期
经纬机械 (集团)有限公司 (山西榆次 030600)赵洪元
公司生产的两种零件 (见图1、图2),材料均为HT200,孔及2个mm×φ44.5 mm槽的加工原先在小型立式加工中心上完成,由于小立加上的工作量比较大,有时会造成拖期。为解决这一生产瓶颈,我们设计了一套专用夹具,利用卧式车床来完成这两种零件的孔和沟槽的加工,并取得了很好的效果。
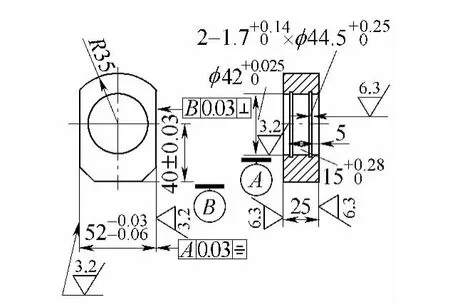
图1
1.夹具结构
夹具结构如图3、图4所示。夹具中的52-0.01-0.029mm槽用来定位零件1(见图1),520-0.01mm定位块用来定位零件2(见图2)。
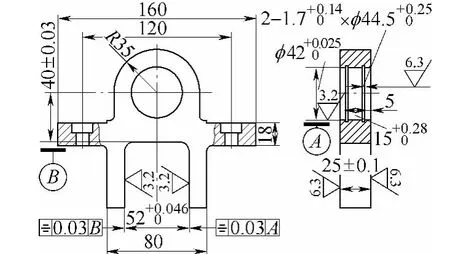
图2
2.工作原理
车床自定心卡盘夹φ150 mm外圆,将千分表固定在车床刀台上,用千分表找正φ45 mm孔及45 mm右端面不大于0.01 mm。加工零件1时 (见图3),把零件装入mm槽内,装入时定位钢珠3预顶紧零件,夹紧紧固螺钉1后,使压板2压紧零件,这样就可以在车床上加工孔及2个mm×φ44.5 mm槽了;加工完毕后,松开紧固螺钉后,挪开压板,将零件取出。加工零件2时,用定位块定位槽,夹紧方式同上所述。

图3
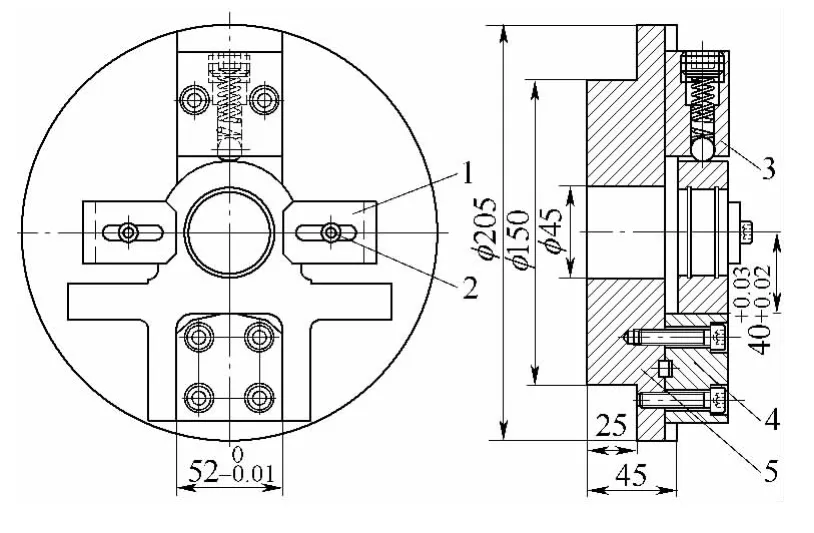
图4
3.夹具加工

图5
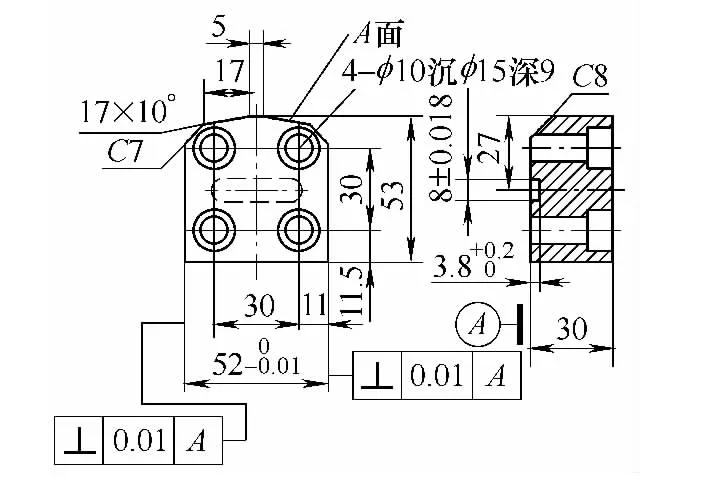
图6
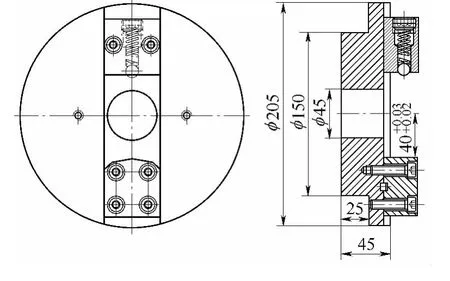
图7
4.结语
实践证明,使用该夹具加工能保证零件的精度,不仅解决了占用关键设备的问题,而且提高了零件的生产效率,很适于大批量生产。
