鹅颈管法兰钻孔两种定位工艺
2014-02-09世林漯河冶金设备有限公司河南462000王宏毅
世林 (漯河)冶金设备有限公司 (河南 462000) 王宏毅 喻 水
双星漯河中原机械有限公司 (河南 462000) 王淑梅
鹅颈管是高炉设备进风装置中的零部件,顾名思义,外形像“鹅颈”,且一头大一头小,其特有的外形结构,一直成为两端圆法兰钻孔定位的瓶颈。通过对该零件外形结构分析,总结摸索了两种定位方法,即焊接定位和专用夹具定位,在不同的生产类型条件下,发挥着各自的优势。
1.零件工艺分析
如图1所示,材质为ZG270—500,重约223kg,两端圆法兰面成45°角,各有16个φ22mm孔和12个φ22mm孔,由于其外形独特且尺寸较大,钻圆法兰孔时不易定位。
2.简易焊接定位工艺
根据零件特点,通过实践,采用焊接定位方法。
(1)如图2示意位置,取3~4件,让φ500mm圆法兰面在同一平面 (利用平台)且外圆互相外切。
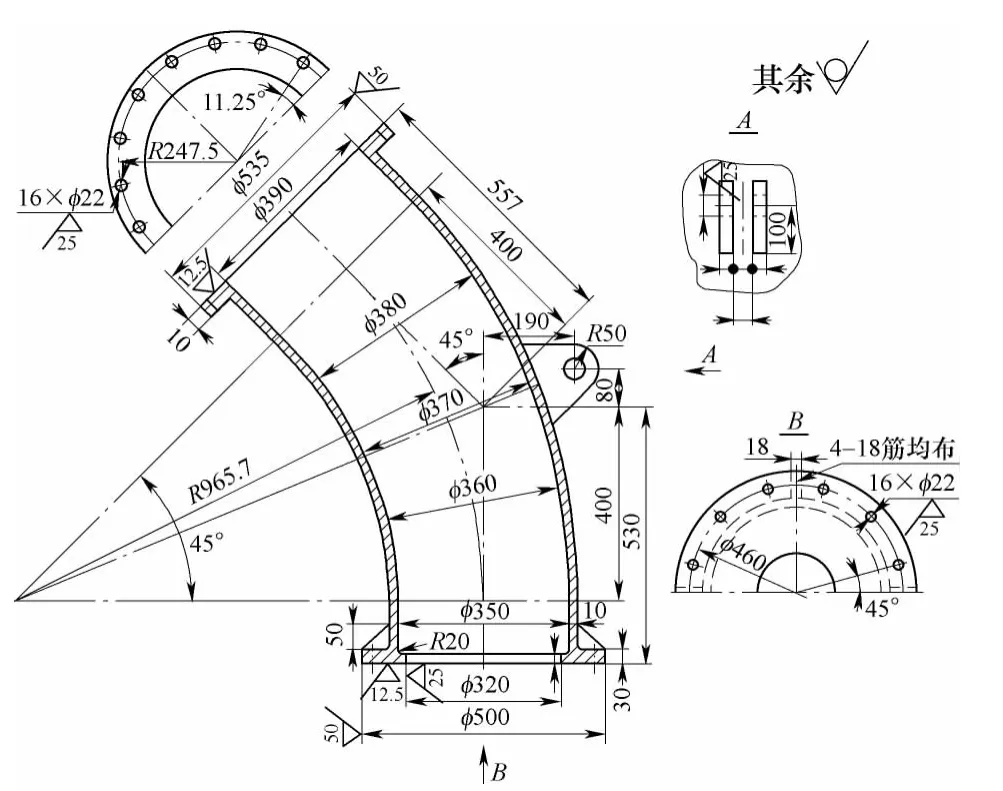
图1
(2)找一些废φ40mm左右钢管或圆钢料,在鹅颈管半中腰部位置相互牵连一起,进行焊接定位。
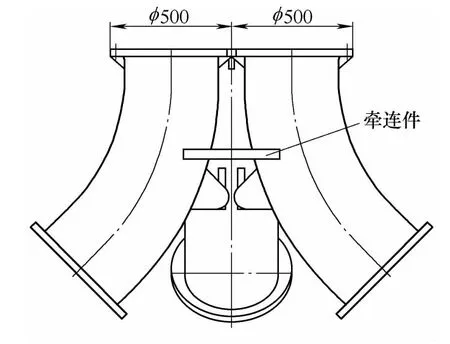
图2
(3)整体翻活,用样板划各自φ500mm圆法兰面上的12个φ22mm孔位置线,依次进行钻孔。
(4)为安全起见,整体翻活,气割拆除相互牵连的钢管件。
(5)再依次让φ553mm圆法兰面在同一平面(利用平台)且外圆互相外切。
(6)用以上同样的方法进行焊接定位。
(7)整体翻活,用样板划各自φ535mm圆法兰面上的16个φ22mm孔位置线,依次进行钻孔。
(8)再整体翻活,气割拆除相互牵连的钢管件,同时打磨遗留在管身的焊缝。
3.专用夹具定位工艺
根据零件特点,通过设计,采用专用夹具来定位工件,专用夹具如图3所示。使用方法如图4所示。
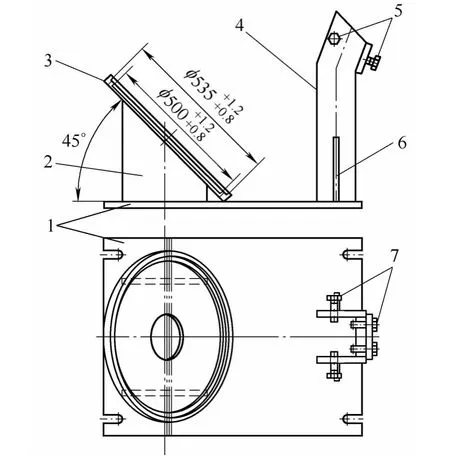
图3

图4
(1)先将夹具放钻车工作台上,用螺栓固定底板。
(2)取1件工件,让φ535mm圆法兰在专用夹具的工件定位板上定位,用支撑螺栓辅助定位,再用两侧夹紧螺栓夹紧。
(3)用样板划 φ500mm圆法兰面上的12个φ22mm孔位置线,依次进行钻孔。
(4)翻活,让φ500mm圆法兰在专夹上定位,夹紧。
(5)用样板划 φ535mm圆法兰面上的12个φ22mm孔位置线,依次进行钻孔。
相比焊接定位,夹具定位具有以下特点:定位可靠;一次定位,操作简单;单件使用,安全性好,占用空间少,适合成批生产类型钻孔,针对性强,没有通用性;生产率高;但缺点是要设计专用夹具,周期长,成本高。
4.结语
因全国各钢铁企业所用高炉大小不同,世林(漯河)冶金设备有限公司近年来为钢厂高炉设备进风装置生产的鹅颈管,多品种、小批量及少品种、多批量的生产情况均有。遇到多品种、小批量的生产类型,每种类工件数量一般为10件或12件,一直采用焊接定位方法钻孔,经济适用,适应性强。若遇到少品种、多批量的生产类型,种类少,每种类数量多,则采用夹具定位钻孔方法,简单易行,生产率高。通过鹅颈管法兰钻孔两种定位方法对比分析,各有优劣,可供同行业或类似零件钻孔时借鉴和参考,具有一定的推广价值。
