竖炉配料自动化控制系统改造
2014-02-09卢秀红
卢秀红
(山钢股份莱芜分公司炼铁厂,山东莱芜 271104)
信息化建设
竖炉配料自动化控制系统改造
卢秀红
(山钢股份莱芜分公司炼铁厂,山东莱芜 271104)
针对山钢股份莱芜分公司炼铁厂8 m2竖炉配料设备自动化程度低、配料精度差等问题,通过实施技术改造,更新配料秤、变频器、振打电机、现场操作箱、控制电缆等设备,并对新设备和配料自动控制系统进行安装调试,实现了自动精确配料,提升了竖炉配料自动化水平,提高了球团矿的产量和质量,矿石成本由1 025元/t降为1 012元/t。
竖炉;配料秤;控制系统;改造
1 前言
山钢股份莱芜分公司炼铁厂8 m2竖炉配料有7个仓,1#~5#仓为炼铁原料(精粉、粗粉、杂矿),6#仓为除尘灰,7#仓为皂土。各仓下对应有配料秤,用来对物料进行称量。竖炉配料设备于1998年投入使用,由于使用时间较长,存在如下问题:6台配料秤普遍都秤体老化锈蚀严重、秤架损坏、无法调节平衡、称重积算仪损坏、传感器损坏,秤的精度和稳定性已经不能够满足生产工艺要求;竖炉配料设备自动化程度低,为单机手动操作,配料人员通过手动调节变频器频率来完成各仓下料量的操作,并通过间断抛盘来检验下料量是否满足配比要求,劳动强度大,配料效率和配料精度不高;配料变频器有7台,由于使用时间较长,电气故障率较高,影响配料正常生产;现场操作箱由于长时间使用,元器件老化,开关、按钮操作不灵敏,需要更换;1#~7#仓的仓壁振打电机,大部分损坏,当发生堵料时,需要用锤敲、用铁锨捣,非常不安全;电气线路存在线路老化、信号干扰问题,出现故障后处理起来难度大。
为此,对8 m2竖炉配料秤、配料电气设备、配料控制系统进行改造。
2 改造技术方案
2.1 配料秤改造
将所有配料旧秤拆掉,新安装称量精度高、运行稳定的配料秤,以确保物料称量的准确,从而提高配料精度。新配料秤积算仪参与PLC控制,实现精确配料。配料秤选用拉姆齐F52型皮带秤或者F57型皮带秤,配料秤积算仪选用拉姆齐6105B型称重控制器。
2.1.1新配料秤技术参数
拉姆齐F52型皮带秤,标定精度±0.5%,使用精度±1.0%。采用无杠杆全悬式平台设计,电阻应变式传感器采用压式型,具有特殊应变补偿。秤架无物料堵塞和堆积,由此产生零点漂移的可能性不复存在,系统稳定性好,对过程控制提供瞬时流量及累计量。
拉姆齐F57型皮带秤,标定精度±0.5%,使用精度±1.0%。除了具有F52型皮带秤精确、稳定的特点外,该型号皮带秤密封性能较好,适用于测量粉状物料,能有效地降低粉尘污染,改善岗位环境。
拉姆齐6105B型称重控制器采用微处理器控制,处理称重传感器的重量信号和皮带速度信号,计算流动物料的瞬时流量和累计量,同时仪表内置PID调节器,提供标准4~20 mA输出,控制给料机的运行,并提供远程脉冲计数输出。
2.1.2配料秤选型
1)1#~5#配料秤,采用拉姆齐F52型皮带秤,满足配料称量工艺要求。2)6#、7#配料秤采用拉姆齐F57型密封皮带秤,用来对除尘灰、皂土进行精确称量,并能有效的降低粉尘污染。
2.2 配料电气改造
1)更换7台给料机变频器,采用施奈德ATV71变频器(带通讯卡),便于和PLC进行数据传输。2)更换7个料仓的振打电机。3)更换现场操作箱。4)重新敷设现场电气设备、操作箱、电气柜、变频器、PLC柜之间的电缆及控制缆。
2.3 配料控制系统改造
由PLC完成对配料设备的自动控制,实现设备的自动启停及电气联锁保护,实现配料生产过程的数据采集、数据处理、PID回路控制、画面监控、故障报警、历史趋势等功能。
2.3.1PLC软硬件配置
控制系统PLC选用Modicon TSX Quantum系列PLC,CPU选用140CPU65160系列,控制软件采用Unitypro,监控组态软件采用iFIX,上位操作系统选用Win XP。
2.3.2PLC与配料秤、变频器、上位机的数据通讯
1)配料秤与PLC的数据传输。配料秤积算仪有4~20 mA信号输出通过硬线连接到PLC,PLC获得配料秤的瞬时流量和累计流量。2)变频器与PLC的数据传输。PLC与变频器使用MB+网络进行通讯。3)PLC与上位机监控采用以太网通讯。配料室设置2台上位机,用于操作人员进行监控。
2.3.3配料流量恒定的控制思路
要确保竖炉配料成分的稳定,配料7个仓的下料量控制是关键。当皮带机输送物料时,测量皮带秤上每单位长度的载荷值q(kg/m)与皮带在同一时刻的运行速度v(m/s)相乘,结果即物料的瞬时流量:q(t)·v(t)。只要保证q(t)·v(t)的乘积不变,就可以保证物料流量的恒定。即随皮带上物料重量的变化控制皮带运行速度做出相应的调整,就可以保证物料流量的恒定。
由于皮带秤的速度是恒定不可调的,所以要控制流量的恒定只能调节皮带上物料重量,而重量的改变又只能通过改变给料机变频器的频率,以改变给料机下料的速度。即PLC读取流量控制仪的瞬时流量值,与用户在计算机内的设定值进行比较,利用PID调节,发送信号送至给料机的变频器,控制调节变频器的速度,从而改变给料机的下料量,达到瞬时流量相对稳定的目的。配料自动控制原理如图1所示。
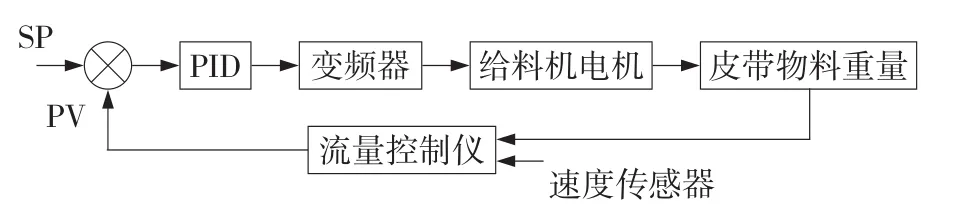
图1 配料自动控制原理
2.3.4PLC实现的设备操作功能
1)实现配料室内的设备(圆盘给料机、宽带给料机、配料秤、配1皮带、混1皮带)画面联锁启停、画面单机启停、机旁手动启停操作。实现大皮带、皮带秤和给料机设备自动联锁控制,保障设备安全运行。
2)实现自动配料。主要包括料批控制,配比控制。料批控制实现料线启动、缓料时料头料尾的自动对齐及变料时自动对齐,保证配料准确;配比控制实现各种物料在监控画面中可按设定的配比自动下料、按设定各仓的下料量自动下料、按设定各给料机的变频器频率自动下料,保持各种原料下料稳定,实现给料机下料量手动和自动调节;实现变频器频率手动和自动调节。
2.3.5画面显示功能
1)信息显示。主要显示各给料机、配料秤、配1皮带、混1皮带等工艺设备当前运行状态,显示各仓下料瞬时流量、累计流量、频率反馈、流量偏差等参数以及控制值的实时设定;实现当班、当日、当月产量累计;采用各仓下料反馈值和设定值对比显示方式,使操作人员能够及时了解各仓下料量状况,保证配料精确。
2)设备报警。系统实现设备停机报警、断料报警、下料量超过允许值报警。PLC对实时采集的数据进行判断,发出声音或颜色变化报警信号,使现场人员及时了解故障信息,并采取应对措施,提高故障处理响应速度,尽可能减少配料成分波动。
3)实时趋势和历史趋势。实时监视各仓下料量变化,并可调取过去某一时间段的历史趋势曲线,从而可以了解设备在过去一段时间的运行状况、下料量状况,对当时的设备运行情况、各仓的下料情况作出正确的分析与判断。
3 方案实施
2012年10月,利用竖炉停机检修的机会,对竖炉配料控制系统实施改造。施工内容主要包括:配料秤、变频器、振打电机以及现场操作箱拆旧换新,操作箱、电机、控制柜、变频柜、电气柜之间的电缆敷设,配料秤校验以及配料自动控制系统安装调试等工作。
3.1 配料秤调试
配料秤机械安装完成后,要对配料秤进行调试,调试正常后,才能投入运行。1)检测皮带秤秤体纵横水平度,秤体是否垫平,调整皮带跑偏装置,确保皮带运行正常,没有跑偏现象。2)让皮带秤空载运行,观测传感器的速度信号、称重信号数值是否稳定。3)设定皮带秤参数,进行皮带秤跑零。4)实物标定皮带秤,保证皮带秤的称量误差控制在允许范围内。标定实物的流量大小接近皮带秤正常运行时的流量。
3.2 变频器调试
变频器接好线,检查无误后,上电进行调试。1)设定电机参数:电机的功率、电压、电流、频率、转速等,并作自整定。2)设置合理的加减速时间;设置保护参数,如电机的热保护电流值、电流限幅值。3)通过变频器通讯卡拨码开关,设置该变频器通讯地址并和PLC程序中设定的地址保持一致。4)设置网络通讯参数,检查MB+网络是否正常运行,和PLC进行通讯连接调试。从上位机端设置变频器速度,监测变频器能否按设定速度运行。
3.3 PLC系统调试
1)系统硬件测试。先对电源柜进行上电测试,测试无短路、无接地现象后,安装模块和输出继电器,进行PLC柜上电测试,先送机架电源,后送I/O电源,并且观察PLC模板上电后的情况。最后还要测试网络通讯是否正常。
2)系统软件测试。设备就位后,安装好Win XP操作系统、编程软件以及监控软件,运行控制程序,观察模板运行状态,指示正常后,用上位机进行系统登录测试。
3)系统控制功能调试。根据工艺要求,设定目标参数,不断调整模型控制参数,使被控参数稳定在设定值的正常波动范围内。检查程序、画面、历史记录、通讯工作情况,并作进一步修改。
4)单机试车和联动试车。根据现场条件,对系统设计控制功能,带设备运行进行一一测试确认。
4 结语
配料控制系统改造后运行至今,设备运转情况良好,较好的满足了竖炉配料的工艺控制要求,各项指标都有改善,改造前后指标对比见表1。
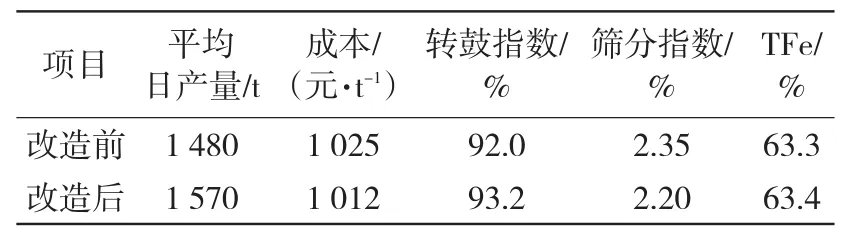
表1 改造前后球团矿部分指标对比
此次改造,提升了竖炉配料自动化水平,实现了自动精确配料,提高了竖炉配料系统的稳定性、可靠性、准确性,同时也有力保障了配料操作人员的操作安全,减轻了操作人员的劳动强度。
Reformation of Burden Automation Control Systemfor theShaft Furnace
LU Xiuhong
(The Ironmaking Plant of Laiwu Branch Company of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
Pointed at the problems of lower level of automation and burden accuracy in the shaft furnace,through the implementation of technological transformation,some facilities including batch scale,frequency converter,vibrating motor,operation box and control cable etc were updated.Furthermore,through installing and setting up the new equipment and the automation control system, accuracy automatic burdening was realized,the burden automation level was improved,the pellet quality and productivity were raised and the ore cost was reduced from 1 025 to 1 012 Yuan RMB per ton.
shaft furnace;batching scale;control system;reformation
TP325
:B
:1004-4620(2014)01-0058-03
2013-07-09
卢秀红,女,1973年生,2009年毕业于安徽工业大学电气工程专业,工程硕士。现为山钢股份莱芜分公司炼铁厂高级工程师,从事自动化仪表技术管理工作。
