辊压机生料终粉磨系统的优化
2014-02-09袁井平樊庆国杨印龙随立松孔德宝
袁井平,樊庆国,杨印龙,随立松,孔德宝
辊压机生料终粉磨系统的优化
Optimization of Roller Press Raw Meal Grinding System
袁井平,樊庆国,杨印龙,随立松,孔德宝
Optimization of Roller Press Raw Meal Grinding System
1 前言
为积极推进生料制备系统新工艺、新技术的应用,降低生料电耗和熟料综合电耗,实现降低生产成本、增强企业竞争力的目的,鲁城水泥有限公司决定对原两台ϕ4.6m×(10+ 3.5)m中卸烘干磨进行辊压机终粉磨系统改造。经过多方考察、调研,公司决定采用目前国内较为成熟、节能降耗明显、综合效益较好的CLF180/120型生料辊压机终粉磨系统,一线改造工程于2011年3月份开始动工,2011年8月4日一次性带料试车成功。2012年4月份适时启动了二线生料改造工程,于2012年9月份一次性带料试车成功,经过生产实践和不断的优化改进,取得了较好的节能效果。
2 改造前后主机设备配置对比
生料系统改造未涉及石灰石破碎系统、辅助原料、调配库及上料系统、废气处理系统,仅对磨机及附属设备进行了改造,主机设备配置见表1。
3 项目的改进措施及效果对比
1号辊压机生料终粉磨项目安装调试过程中,结合实际情况,在配合厂家技术人员调试的同时,对设计中存在的不合理处以及试生产过程中发现的问题进行了改进:
(1)改造V型选粉机下料口,由一处下料改为三处下料,去掉粗粉下料斜槽,将粗粉导入喂料提升机下料管,消除了下料分布不均的现象。
(2)改进动态选粉机进风口,由原先的直筒进风改为九个栅格分隔进风,避免了风量分布不均影响系统稳定的弊端。
(3)调整了风机入V型选粉机补风管道的安装角度,设计时风机入V型选粉机补风管道的角度为风量通过弯管导入动态选粉机,造成补风直吹动态选粉机传动轴,后将管道取直直入进风主管道。
(4)将动态选粉机旋风筒涡壳直径加大0.9m,达到5m,高度增加0.9m,有效降低了阻力,增加了系统风量。
(5)动态选粉机转子下加挡风板。

表1 主机设备配置
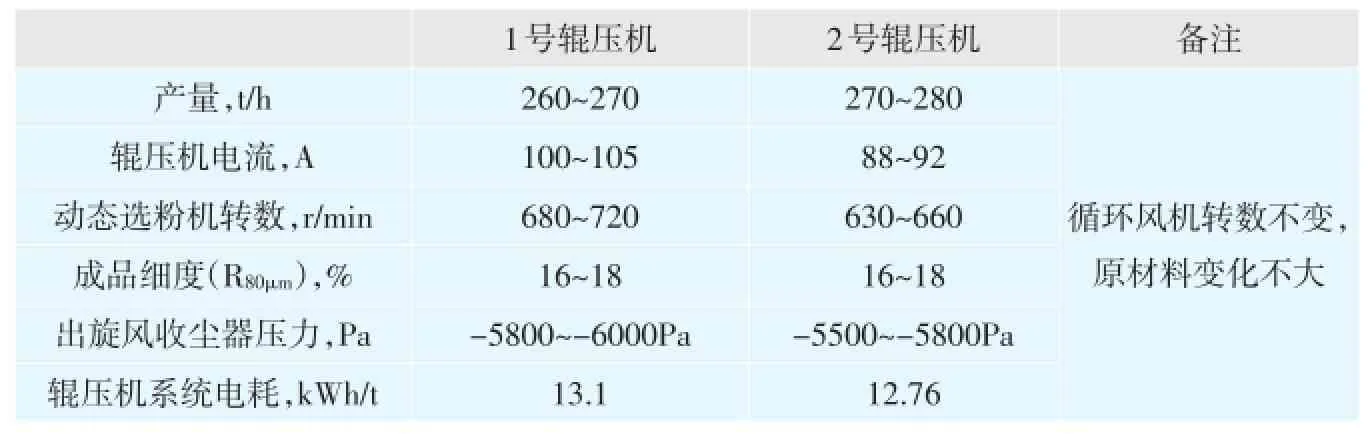
表2 二线辊压机优化改造后与一线辊压机运行数据对比
(6)转子与旋风筒之间加降尘锁风卸灰阀。
(7)循环风机采用变频控制,风量调整完全可以通过调节风机转速满足,为简化系统工艺,在安装过程中去掉了循环风机进口调节阀。
通过改进保证了项目的顺利投产与正常高效运行,实现了辊压机生料终粉磨系统较为明显的节能效果:原中卸磨系统设计产量为190t/h,正常生产平均产量可达到210t/h左右,系统配用功率约为5000kW,中卸磨系统电耗约为21kWh/t生料,辊压机系统设计产量为240~260t/h,配用功率约为4400kW。正常生产平均产量可达到270~280t/h,辊压机系统电耗为12.76kWh/t生料。
由于1号辊压机生料终粉磨项目完成后节能效果明显,2012年4月份适时启动了二线生料磨改造工程,针对1号辊压机使用情况及系统阻力较大的问题,在安装调试过程中重新优化了2号辊压机系统:动态选粉机旋风筒进口相对1号辊压机加大了0.5m,增大通风面积约2.5m2,旋风筒涡壳直径加大0.9m,达到5.5m,高度增加1m,项目于2012年9月份一次性带料试车成功。二线辊压机优化改造后与一线辊压机运行数据对比见表2。
运行数据表明,整个系统阻力明显下降,细粉分离效果增强,辊压机电流较1号下降了约10~20A;辊压机系统电耗达12.76kWh/t,生料综合电耗控制在18.1kWh/t以内,取得了较好的节电效果。
4 结语
通过努力,成功实现了生料终粉磨系统的改造,并结合公司实际情况进行了合理有效的改进。2013年1至8月份,生料月度综合电耗控制在18kWh/t生料,取得了明显的节能效果和经济效益。■
TQ172.639
:B
:1001-6171(2014)06-0022-02
曲阜中联鲁城水泥有限公司,山东曲阜273100;
2014-03-25;
编辑:吕光
