大口径厚壁15CrMoG锅炉管现场热处理工艺
2014-02-05河北宏润重工股份有限公司盐山061300曹铜壁
河北宏润重工股份有限公司 (盐山 061300) 曹铜壁
2012年6月份,目前世界最大5万t垂直热挤压钢管机组在河北宏润重工股份有限公司投产使用。该机组可挤压碳钢、合金钢、不锈钢等不同材质规格钢管,钢管一次挤压成形,节能降耗,其挤压毛管组织均匀细化,综合力学性能良好。近期,挤压大口径厚壁锅炉管15CrMoG常出现正火+回火热处理后组织或性能不能达到GB5310标准要求。有关研究资料分析:对于大口径厚壁15CrMoG钢管,由于壁厚较厚,设计挤压比较小,挤压细化效果较差,原始晶粒较粗大,热处理奥氏体化和冷却过程中晶粒相变细化不明显,也就出现了生产工艺控制不稳定,多次热处理,造成成本能耗增加,且晶粒粗大不均,力学性能较低等问题。
针对以上问题,公司技术部门进行不同热处理工艺调试,采取钢管正火出炉后控温控冷的技术手段,大幅改善了晶粒组织相变细化效果,最终使得大口径厚壁15CrMoG钢管热处理组织均匀细化、力学性能较好,更重要的是生产工艺控制稳定,生产成本能耗大幅降低。本文主要将大口径厚壁锅炉管15CrMoG现场控温控冷热处理工艺改进手段进行总结、分析,以期能够给同行一定的指导和借鉴。
1.热处理制造工艺
(1)热处理钢管材质与尺寸 材质15CrMoG,主要化学成分见表1。挤压大口径厚壁无缝管,热处理毛管尺寸φ530mm×90mm,成品尺寸φ508mm×80mm。
(2)钢管生产流程及热处理设备 钢管生产流程:钢锭加热→除氧化皮→压力冲孔→再加热→除氧化皮、玻璃粉润滑→挤压→热处理—校直→打磨、机加工→检验。

表1 15CrMoG主要化学成分(质量分数) (%)
热处理设备:内径φ1800mm井式电阻炉,共有3台高温(1200℃)加热炉和1台(900℃)回火炉。
(3)热处理组织性能技术要求 根据GB5310-2008标准15CrMoG组织性能技术要求见表2。
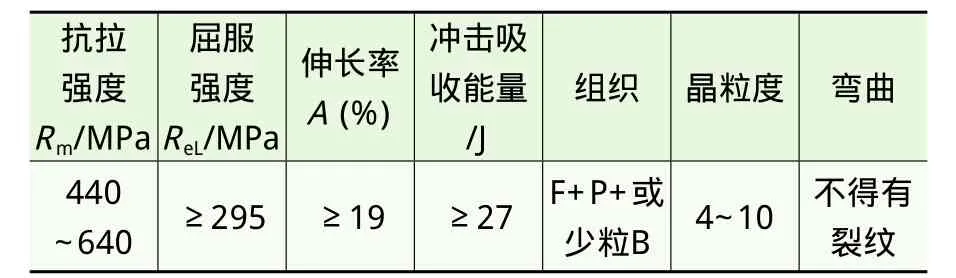
表2 15CrMoG组织性能技术要求
(4)热处理工艺 现场热处理工况条件:热处理作业时间8~9月份;气温20~35℃;地下水;淬水温度30~40℃;毛管淬水(未除氧化皮);内置吊杆(尺寸为180~200mm);毛管冷态装炉。
材料15CrMoG特性参数:Ac1为745℃;Ac3为845℃;Ar1为705℃;Ar3为795℃;Ms为435℃。
以下分三种热处理工艺方式进行:
工艺1:常规正火+回火处理。正火:毛管冷装炉或装炉温度不超过700℃/h,快速升温(一般≤100℃/h)加热至925~935℃保温3.5h,出炉自然空冷至300℃以下回火。回火:毛管装炉温度不超过600℃,快速升温(一般≤120℃/h)加热至680~690℃均保温4h。出炉自然空冷至常温。
工艺2:正火出炉控温控冷(2次淬水)+回火处理。正火出炉控温控冷:加热操作同上,出炉后自然空冷6~8min至毛管表温830~850℃时,淬水30~40s;空冷8~10min至管表温720~740℃时,淬水20~25s;空冷管表温降至300℃以下回火。回火:同上。
工艺3:正火出炉控温控冷(1次淬水)+回火处理。正火出炉控温控冷:加热操作同上,出炉后自然空冷30~35min至毛管表温730~750℃时,淬水40~50s;毛管表面温度降至550℃以下,吊出自然空冷,管表温降至300℃以下回火。回火:同上。
以上3种工艺热处理后,每种工艺选取3个钢管试样制备横向金相试样和力学性能试样,进行常规组织性能测试。
2.测试结果与分析
(1)显微组织 15CrMoG挤压大口径厚壁无缝毛管经常规正火+回火工艺和两种正火出炉控温控冷+回火工艺处理的金相组织如下图所示。其中,下图a为工艺1处理的显微组织F+P,晶粒度为7级;下图b为工艺2处理的显微组织B+F,晶粒度为7.5级;下图c为工艺3处理的显微组织F+P+少粒B,晶粒度为8级。

SA106C毛管经常规正火和等温正火后的显微组织
从以上三种热处理工艺处理的金相显微组织看,满足标准技术要求的为下图a和下图c,下图a为单纯的铁素体和珠光体,先共析铁素体晶粒大小不一,珠光体晶界析出较少,且晶粒度较下图c较粗大;而下图c晶粒组织细小且分布均匀,铁素体晶粒上分布少量粒状贝氏体,有利于强化组织,提高力学性能。综合来看,下图c晶粒组织均匀细小,珠光体穿插分布在先共析铁素体之间,晶粒边界细小圆滑,细晶强化和析出相弥散强化效果较好,有利于材料组织与性能。而下图b金相显微组织则不符合标准要求,几乎全部被贝氏体组织覆盖,约占70%以上,虽然力学性能较高,但不利于高压锅炉管正常使用条件。有关文献指出,15CrMoG组织内少量粒状贝氏体组织(一般小于15%)有利于高压锅炉管高温持久强度。
(2)力学性能 15CrMoG大口径厚壁φ508mm×80mm毛管经工艺1(常规正火出炉空冷+回火)和工艺2、3(正火出炉控温控冷+回火)处理力学性能见表3。从表3可以看出,与工艺1常规正火出炉自然空冷处理相比,经工艺2、3正火出炉控温控冷处理后材料抗拉强度、屈服强度较高,而伸长率和冲击吸收能量差别不大,均未发现裂纹。这是因为工艺2、3正火出炉采取快速冷却淬水,组织中含有粒状贝氏体,且晶粒细小和析出珠光体均匀分布的作用。但经工艺2处理的钢管试样存在抗拉强度过高,超出标准要求。综合来看,经工艺3处理的钢管综合力学性能较好,其抗拉强度、屈服强度数值控制在中限左右,屈强比0.70适中,且工艺生产稳定,符合标准技术要求。

表3 15CrMoG毛管经工艺1常规正火出炉自然空冷和工艺2、3正火出炉控温控冷处理的力学性能
3.讨论
之所以造成3种工艺处理后金相显微组织和力学性能差异,是因为正火出炉后控温冷却不同所致。对于15CrMoG厚壁管(一般大于50mm)加热奥氏体化元素扩散分布存在不均匀,晶界或晶粒内局部偏聚现象。虽然奥氏体加热均保温一定时间,使得元素充分扩散均匀。但是限于工艺挤压比(锻造比)不高,管坯尺寸较大(大于1000mm),横截面壁厚组织变形程度不均,元素扩散速度不同,使得大尺寸截面分布元素扩散均匀较困难。通过3种工艺处理的钢管组织和力学性能测试结果和现场工艺执行来看,正火出炉后先自然空冷至730℃左右,转变成一定量较细小的先共析铁素体和珠光体晶粒,随后进行快速冷却(淬水)一定时间,生成粒状贝氏体和控制好先共析铁素体及珠光体晶粒尺寸,最终得到较好的材料组织性能。现场工艺关键是控制好快速冷却(淬水)温度,其次是快速冷却(淬水)时间。
(1)快速冷却(淬水)温度 正火出炉后控温控冷工艺处理的理论依据为材料15CrMoG特性参数和查阅文献资料中成分材质相近奥氏体连续冷却转变图,冷却(淬水)温度控制至关重要。冷却(淬水)温度不同,直接影响粒状贝氏体数量和状态,以及析出相和晶粒尺寸。
正火出炉后控温控冷工艺原理是将钢管加热到Ac3以上30~50℃,保温一定时间进行奥氏体化,与常规正火工艺1处理相同,只是出炉后自然空冷至一定时间,奥氏体连续冷却转变生成先共析铁素体和珠光体,至钢管表温Ar1~Ar3之间某一温度进行1次或2次淬水快速冷却,此时生成一定量要求的强化贝氏体晶粒组织,并使得生成的先共析铁素体和珠光体来不及聚集长大晶粒组织,最后再自然空冷得到稳定的金相组织,获得良好的综合力学性能。由工艺2和工艺3处理后测试结果分析来看,工艺2处理的进行了2次快速(淬水)冷却,快冷温度第一次830~850℃和第二次720~740℃,金相组织几乎全部为大粒状上贝氏体组织,说明钢管厚壁截面冷却速度过大,温降到上贝氏体相变区间,使得材料组织发生了较多量的相变上贝氏体组织;工艺3处理的进行了1次快速(淬水)冷却,快冷温度为730~750℃,金相组织中少量粒状上贝氏体组织,且铁素体和析出片状珠光体晶粒均匀细小。工艺3与工艺2处理相比快速(淬水)温度较低,且只有一次,对于厚壁钢管冷却速度大幅降低,因此,材料组织奥氏体转变生成贝氏体不会彻底,生成贝氏体量较少,且后续连续转变铁素体和珠光体析出更加均匀细小。
(2)快速冷却(淬水)时间 相对于快速冷却(淬水)温度,快速冷却(淬水)时间是正火出炉后控温控冷工艺处理的次要因素。但快速(淬水)时间不宜过长,否则也直接影响贝氏体生成量。奥氏体转变为贝氏体属于半扩散性相变,据有关文献资料查询得知,15CrMoG材质粒状上贝氏体形成温度范围550~600℃。而快速冷却(淬水)时间长短,对于厚壁钢管由表及里传热冷却均热需一定时间,这和冷却(淬水)时间是一致的,并保证在粒状贝氏体形成温度范围内。
4.结语
(1)15CrMoG大口径厚壁毛管(一般大于50mm)经过正火出炉后控温控冷+回火工艺(快速升温(一般≤100℃/h)加热至925~935℃均保温3.5h,出炉空冷至730~750℃进行快速冷却(淬水)40~50s后,吊出空冷至300℃,然后进行回火680~690℃均保温4h后出炉空冷至室温)热处理后金相组织和力学性能均满足标准要求,优于常规正火出炉空冷+回火工艺处理。
(2)15CrMoG大口径厚壁钢管经正火出炉后控温控冷+回火工艺处理较常规正火+回火工艺处理的晶粒组织均匀细化,晶粒度达到8级,抗拉强度、屈服强度稳定在中限(510~540MPa),现场工艺生产稳定性强,材料综合力学性能好。
(3)15CrMoG大口径厚壁钢管经正火出炉后控温空冷+回火工艺处理的金相组织为铁素体+珠光体+少量粒状贝氏体,由于稳定存在生成的粒状贝氏体提高了高压锅炉管高温持久强度和使用寿命。
(4)快速冷却(淬水)温度和快速冷却(淬水)时间是现场工艺执行控制的关键因素。
(5)以上正火出炉后控温控冷+回火工艺能够稳定的生产执行,必须结合实际的热处理工况、钢管工件参数及操作技能等。
(20131203)
