筒类锻件锻造工艺选择
2014-02-05中国一重机械股份公司铸锻钢事业部水压机锻造分厂黑龙江161042荣中华
中国一重机械股份公司铸锻钢事业部水压机锻造分厂 (黑龙江 161042) 荣中华
筒类锻件是压力容器、裂化反应器等产品的重要组成部件。在筒类锻件中,加工外径超过4000mm筒类锻件时,因其所需坯料及钢锭相对较大,所以锻造工序与方案也相对固定和单一。加工外径小于4000mm小筒类锻件,由于其所需坯料及钢锭较小,下料方式和锻造工序也相对复杂,所以对此类锻件的锻造工艺方案选择也较多。通过举例,对小直径筒类锻件,通过不同工艺方案进行对比分析,得出成本较低、锻件质量较好的工艺方案。
1.工艺方案对比
(1)工艺要求 现有某厂订货筒类锻件2件。图1为加工尺寸,加工重17 560kg。图2为锻件尺寸,锻件重23 380kg。

图1
(2)可行性锻造工艺方案提出 方案一:一支钢锭锻一件成品,锻造工序见图3。方案分析:根据所需坯料重量应选取40t锭型(锭身重31.2t),钢锭利用率58.5%,共需两支钢锭,钢锭共重80t,出成品火次坯料重26.45t。
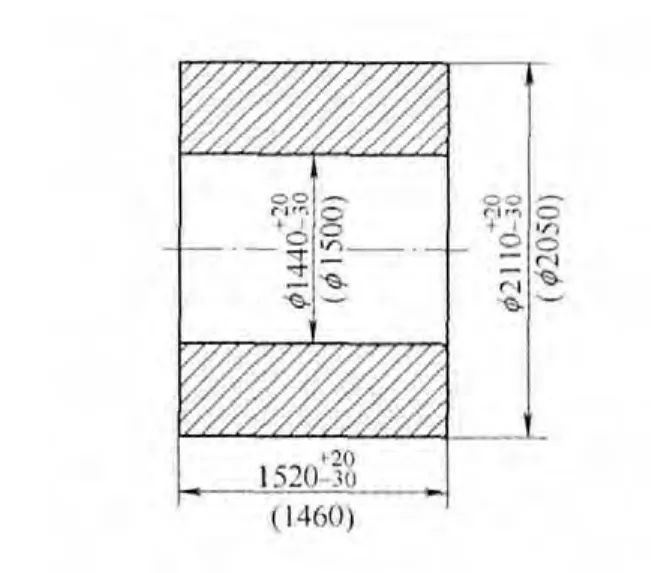
图2

图3
两件锻件成品共需6火次,本方案在生产实际操作过程中需要注意:冲孔时保证冲子与坯料对正,坯料表面无伤,马杠扩孔时压下量及旋转角度要均匀,保证锻件成品质量。
方案二:两件锻件合锻,采用一支钢锭,锻造工序见图4。方案分析:根据所需坯料重量应选取83t锭型(锭身重64.83t),钢锭利用率56.5%,共需钢锭一支。出成品火次坯料重50.77t。
本方案在生产实际共需4火次,操作过程中需注意:①芯棒拔长火次,拔长过程中应注意控制坯料长短面及壁厚均匀等问题,如果芯棒拔长时长短面较大,则需要气割水口端冲孔毛刺飞边,在下一火次,预扩孔后进行平整端面。②在芯棒拔长后,由于其内孔直径较小,坯料较长,马杠扩孔火次,只能使用较细马杠,在本扩孔工序中,马杠易产生弹性变形,坯料扩孔效率低,无法实现一火次出成品,本火次只能进行预扩孔,下火次采用较粗马杠进行扩孔出成品。③马杠扩孔出成品后,气割分料时,为保证分料准确,则需先将坯料发往冷加工,在立车进行加工气割引槽宽,并要求在镗床加工气割引流孔,然后转至气割机进行气割分料。
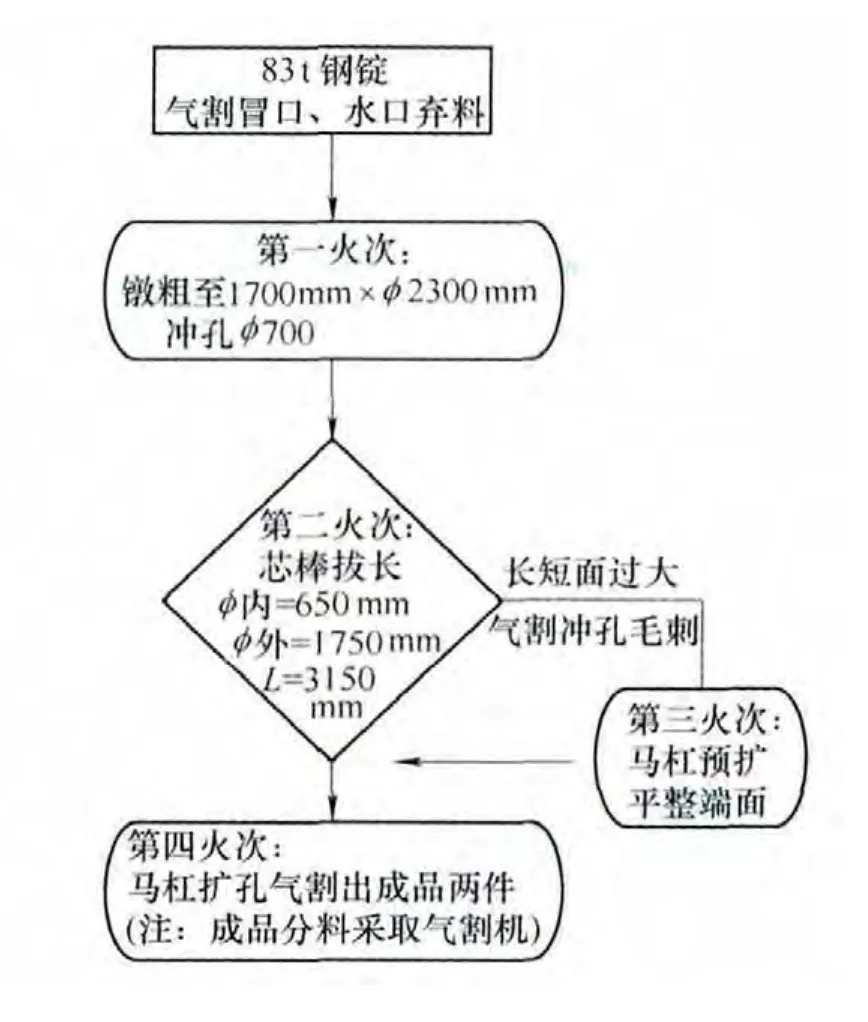
图4
方案三:两件锻件合锻,采用一支钢锭,锻造工序见图5。方案分析:根据所需坯料重量应选取83t锭型(锭身重64.83t),钢锭利用率56.5%,共需钢锭一支。出成品火次坯料重50.77t。
本方案在生产实际共需4火次,操作过程中需注意:芯棒拔长火次,拔长过程中应注意控制坯料的长短面及壁厚均匀等问题。芯棒拔长时要拔出足够坯料长度,以保证留出气割割口量,气割时要划线保证割端面齐整。在马杠扩孔火次,因其出成品火次坯料较短,可实现马杠扩孔一火次出成品。

图5
(3)锻造工艺方案对比 通过对上述三种方案对比分析,方案一中所需锭型较后两种方案节省3t钢液,但火次多两火次,生产实际操作较简单,易保证锻件成品质量。方案二中锻件成品需冷加工立车加工气割引槽后气割机分料,工序较多,生产难度较大。方案三在操作过程中,芯棒拔长火次后,气割分料两块时,气割保证端面整齐度难度较大,为保证锻件成品质量,出成品火次需要增加平整端面工序。
通过经济成本分析,方案一较后两种方案节约钢液成本,锻造成本较后两种方案高,通过成本综合分析,方案一成本较后两种方案低。方案二较方案三增加了加工气割引槽工序,所以较方案三成本要高。综上所述,对于类似于所举例的锻件产品,较好的锻造工艺选择方案依次为方案一、方案三、方案二。
2.结语
对于锻件生产工艺方案的选择,应该从多角度分析,要结合生产成本与生产实际操作,综合分析选出最佳锻造工艺。
(20131113)
