钢筋弯曲回弹角度影响因素及修正
2014-01-31郑夕健李允鹏常晓华
郑夕健,李允鹏,常晓华
(1.沈阳建筑大学 交通与机械工程学院,辽宁 沈阳 110168;2.辽宁省安全科学研究院,辽宁 沈阳 110003)
钢筋弯曲成型过程是一个同时包括几何、材料和边界条件等问题的复杂非线性的弹塑性变形过程。钢筋弯曲成形件质量的高低不仅影响钢筋成形后能否符合设计尺寸,而且还直接影响到钢筋的绑扎、构件的定位尺寸、甚至构件的受力性能。目前各厂家设计的立式钢筋弯曲机的弯曲加工速度范围、弯曲模具的形状和尺寸存在差别,导致了钢筋弯曲成形产品质量存在差异,因此深入研究钢筋弯曲的回弹问题,有很大的理论与工程意义。
1 立式钢筋弯曲系统有限元分析
如图1所示,钢筋弯曲的实现过程为:靠模固定不动,钢筋左端足够远处为固定端,弯曲轴绕着O点做逆时针运动,推动钢筋实现绕靠模弯曲;弯曲成型后,撤去弯曲轴,钢筋在残余应力的作用下发生一定的回弹。根据上述钢筋弯曲原理,运用ANSYS/LS-DYNA软件通过APDL参数化设计语言建立的立式钢筋弯曲系统有限元模型如图2所示。本文将钢筋视为弹性体,弯曲轴和弯曲模具视为刚性体。在模型中,显式计算采用SOLID 164单元定义钢筋、弯曲轴和弯曲模具的材料属性,在隐式中SOLID 164单元的变形状态、应力等参数传递给相应的隐式SOLID185单元,只要给钢筋给定边界条件,便能够执行钢筋的回弹隐式模拟,得到钢筋弯曲的回弹角度,回弹效果图如图3所示。



2 正交试验分析
2.1 试验方案
在立式钢筋弯曲成型中钢筋弯曲回弹角度主要与弯曲模具尺寸、弯曲速度和卡紧长度有关。本文主要研究弯曲模具尺寸和弯曲速度与立式钢筋弯曲回弹角度的关系,其中模具尺寸包括靠模长度和靠模间距。在对钢筋弯曲回弹角度的推导过程中假设钢筋弯曲过程中性层不改变,而弯芯直径的改变会使钢筋在弯曲成型过程中性层产生滑移,所以将弯芯直径作为备选研究因素。
通过以上分析正交试验的因素确定为:A靠模间隙,B靠模长度,C弯曲速度,D弯芯直径。仿真正交试验条件为:选用直径为10mm的HPB235钢筋;弯曲角度为90°;弯曲半径为110mm;钢筋弯曲件形状如图4所示,L1为1000mm,L2为250mm;正交试验因素水平表如表1所示。


表1 因素水平表
2.2 试验结果
根据表1选择四因素三水平L9(34)正交试验表进行9组正交试验,试验组合及回弹角度结果见表2。根据回弹角度结果得出因素A、B、C、D对回弹角度的均值与极差见表3。

表2 正交试验表
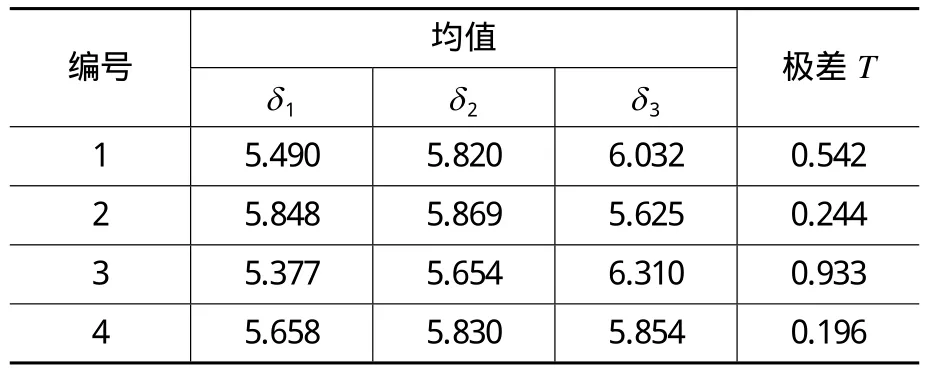
表3 均值与极差
2.3 试验结果分析
在正交试验变化的水平范围内,极差T越大,与之对应的那一列因素对试验的结果影响越大。由表3回弹角度的均值与极差结果可以得到T3>T1>T2>T4,说明弯曲速度对结果造成的影响最大,其次依次为靠模间隙、靠模长度,弯芯直径对结果造成的影响最小,所以在一定的弯曲加工条件下,影响回弹角度因素显著性由强到弱依次为:弯曲速度、靠模间隙、靠模长度、弯芯直径。
3 回弹角度的修正
钢筋弯曲90°且处于卸载前时,最大应力发生在弯曲钢筋紧贴上模处。在弯曲卸载时,弯曲段钢筋弯曲力臂和靠模上下模间直段钢筋产生的弹性回复会影响回弹角度。在弯曲模具参数一定的条件下,需根据弯曲速度大小对回弹角度进行补偿。根据正交试验分析结果,建立仿真试验:靠模间距2mm;靠模长度50mm;弯芯直径50mm;弯曲半径110mm;弯曲角度分别为60°、90°、120°;弯曲速度分别为0.5rad/s、0.7rad/s、0.9rad/s、1.1rad/s、1.3rad/s、1.5rad/s,其它条件与2.1中相同。参考文献[1],把文献中用回弹公式计算的回弹角度作为理论值,把文献中试验测量得到回弹角度作为试验值。在弯曲角为60°、90°、120°时,理论回弹角度值分别为2.721°、2.014°、1.321°;试验值分别为6.12°、5.75°、4.10°;参考文献[2]允许偏差分别为+8°、+6°、+8°;不同弯曲速度下的仿真回弹角度值如表4所示。
可以看出,本模型的回弹角度符合行业标准YB/T 4162-2007的规定,与实际试验情况基本吻合。在弯曲角为60°、90°、120°时,本模型的数据取平均值,对比试验值的误差为15.8%、17.8%、2.0%,分别小于理论值对比试验值的误差55.5%、65.0%、67.8%。证明本模型的回弹角度比理论弯曲回弹角度更接近实际。为了进一步研究弯曲速度与回弹角度的关系,根据仿真值与理论值计算出回弹角度差值,即回弹角度修正值δ,计算结果见表5。

表4 回弹角度仿真对应表

表5 回弹角度修正值表
根据表5中数据在Matlab可拟合出不同的弯曲速度、不同的弯曲角度的回弹修正值的拟合曲面函数,如图5所示。
图5中x为弯曲速度,y为弯曲角度,p为回弹角度修正值。将x、y、p分别替换为ω、α、δ,可以得到回弹角度修正值的方程式为


其中,δ为回弹角度修正值;ω为弯曲速度;α为弯曲角度。可根据上式对弯曲速度所产生的回弹角度偏差进行修正。
4 结 论
1)通过对立式钢筋弯曲系统建立有限元模型,对钢筋弯曲回弹进行了仿真分析,得到了钢筋弯曲回弹角度。经过验证,与实际试验情况基本吻合。
2)分析证明在弯曲速度为0.5~1.5rad/s,靠模间隙为2~4mm时,靠模长度为30~50mm,弯芯直径为50~70mm时,影响钢筋弯曲回弹因素显著性由强到弱依次为:弯曲速度、靠模间隙、靠模长度、弯芯直径。弯曲速度对回弹角度的影响最大,弯曲条件相同时,减小弯曲速度,可以减小回弹角,提高弯曲质量。
3)为了进一步研究弯曲速度与回弹角度的关系,本文选择0.5~1.5rad/s不同的弯曲速度,对回弹角度进行了修正,得到了修正公式,该回弹角度修正计算公式比理论回弹角度公式更为准确,更接近实际,为同类型立式钢筋弯曲机的研究提供了参考。
[1]阎淑丽,杜世渊.钢筋弯曲回弹试验及其数学模型校正[J].机械管理开发,2010,25(6):68-69.
[2]YB/T 4162-2007,钢筋混凝土用加工成型钢筋[S].
