N80膨胀管热处理工艺研究
2014-01-30田小江罗卓辉马佼佼
田小江 ,罗卓辉 ,马佼佼 ,梁 航
(1.西安石油大学 材料科学与工程学院,西安 710065;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;3.宝鸡石油钢管有限责任公司,陕西 宝鸡721008;4.中国石油天然气集团公司,北京100007)
0 前 言
膨胀管技术是近年发展起来的一项实用钻井技术[1],是21世纪石油天然气工业中的关键性技术之一[2-3]。
我国对可膨胀管技术的研究起步较晚,1999年才开始对可膨胀割缝管进行研究,2001年开始对可膨胀管进行实体研究,但还仅停留在跟踪国外技术阶段[4-6]。
膨胀管是一种特殊的石油专用管,具有良好的塑形变形能力[7],膨胀管在塑性变形区域内膨胀[8],这就要求其材料在膨胀过程中应具有良好的塑性变形能力,冲击韧性和抗腐蚀、磨损及断裂等性能[9-11]。除了具备良好的膨胀性能(易膨胀性及膨胀过程均匀变形)外,须确保膨胀后达到API相应标准的其他性能要求[12]。为了得到高性能N80膨胀管材料,获得软硬相混合匹配的目标组织,在材料成分控制范围、组织设计和工艺设计的基础上[13-15],改变热处理工艺参数,使组织达到良好的匹配从而使性能达到设计要求。
1 试验材料和方法
1.1 试验材料
试验材料使用自主研发的膨胀套管卷板,通过HFW焊接和热张减工艺等,得到准139.7mm×7.72 mm膨胀管管坯。对试验管坯进行常规性能检测取样,不同检测项目的取样位置见表1。试样化学成分检测结果见表2。

表1 不同检测项目的取样位置

表2 化学成分 %
1.2 试验方法
将管坯加工成L0=50 mm,b=12.7 mm的拉伸试样,使用ZWICK 1200E型电子万能试验机进行拉伸性能试验。用PSW750冲击试验机对试样进行冲击试验。取金相试样研磨,抛光后用4%的硝酸酒精浸蚀,用Olympus-PMG3型光学显微镜进行金相分析。用Durascan-70维氏硬度计测试管坯显微硬度。然后,对管坯进行热处理参数调节,在不同淬火、回火、回火时间下进行热处理试验。对热处理后的管段取样进行拉伸性能试验,用S-3700N扫描电镜进行组织形貌分析。
2 试验结果和讨论
2.1 管坯拉伸性能
管坯拉伸性能检测结果见表3。试验结果表明,尽管进行了热张减加工工艺,但准139.7mm×7.72 mm管坯的强度指标仅达到API 5CT J55钢的下限要求,未能达到API 5CT N80钢的要求。要获得N80膨胀管材料,需要对管坯进一步进行热处理,以提高钢的强度及性能。

表3 管坯母材纵向拉伸性能检测结果
2.2 管坯冲击韧性
母材及焊缝中心的冲击韧性检测结果见表4。

表4 管坯的冲击韧性 (0℃全尺寸试样冲击功/J)
2.3 管坯金相组织
焊缝及母材的金相组织如图1所示。由图可见,微观组织均为F+P,晶粒尺寸较为粗大,这是管材强度和韧性普遍不高的原因。
2.4 管坯显微硬度
由表5可见,管坯热张减工艺后,焊缝、母材和热影响区的硬度基本一致。
随后将热张减管坯截成300 mm长的管段,进行了热处理试验,重点考核不同的热处理工艺参数对管材显微组织和力学性能的影响。
2.5 淬火温度的影响
试验选用四组不同的淬火温度A1~A4,温度逐次升高,之后在B℃同时进行回火,得到的金相组织如图2所示,拉伸性能见表6。

图1 焊缝及母材的金相组织

表5 管坯显微硬度 HV10

图2 不同淬火温度下管坯的金相组织
可见,随着淬火温度的升高,析出的合金碳化物颗粒粗化较严重,影响了材料的均匀延伸率。因此,淬火温度不宜太高。
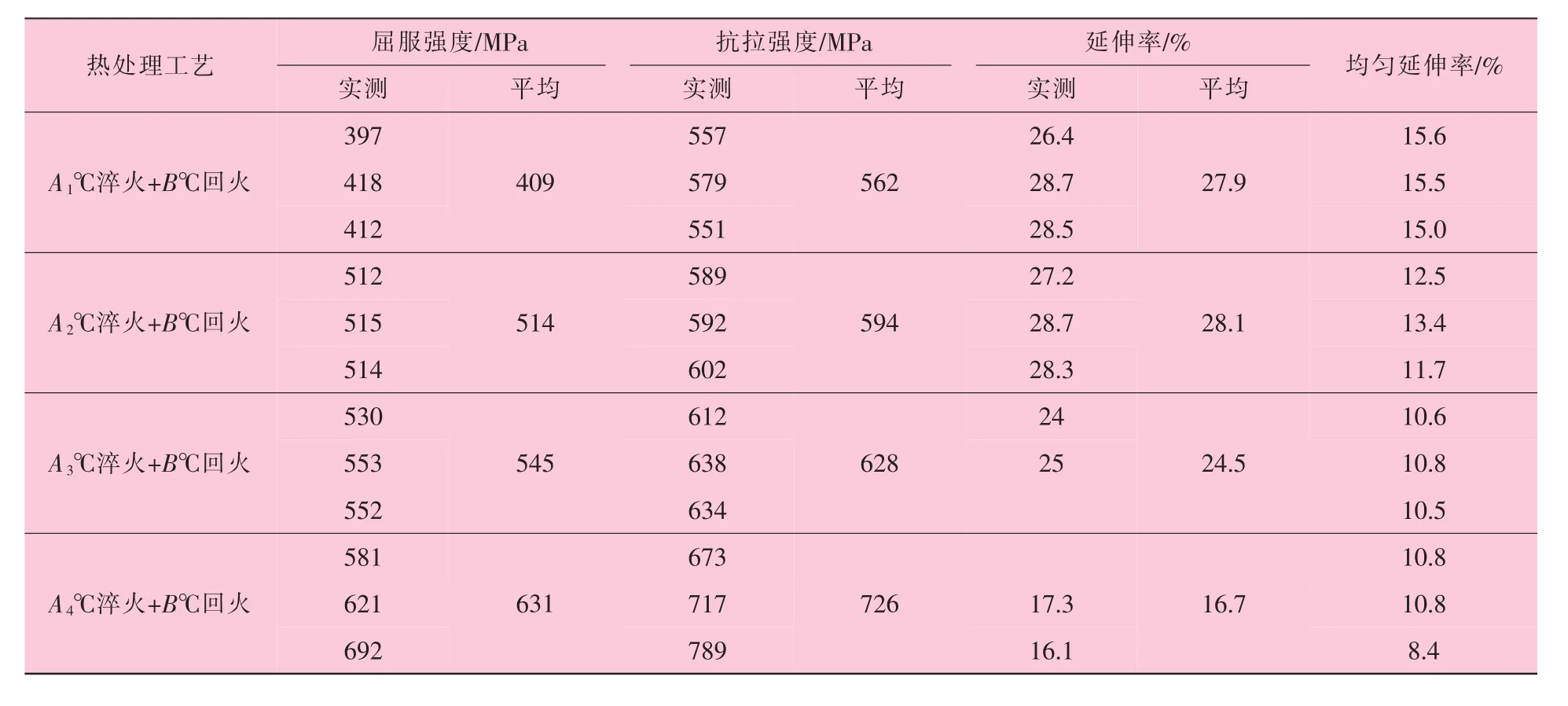
表6 不同淬火温度下管坯的拉伸性能
2.6 回火温度的影响
试验在A℃淬火,选用三组不同的回火温度B1~B3,温度逐次升高,回火时间相同。得到的显微组织如图3所示,拉伸性能见表7。可见,随着回火温度的升高,软相铁素体充分多边形化,同时小颗粒合金碳化物溶解,大颗粒合金碳化物聚集球化,大小均匀且分布更弥散,提高了材料的均匀延伸率。因此,应选择较高的回火温度。
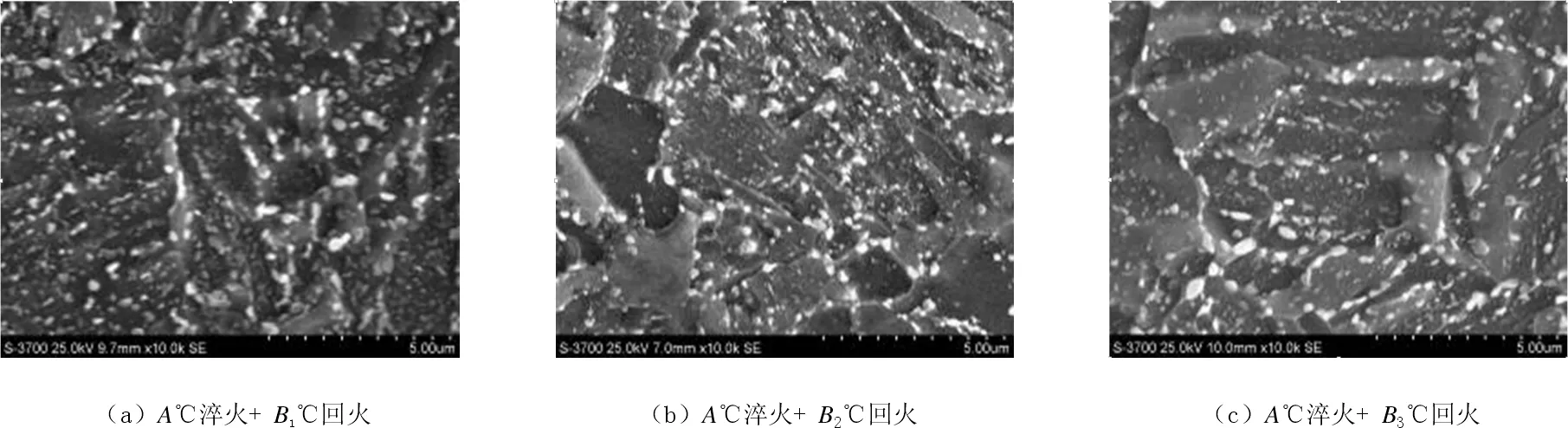
图3 不同回火温度下管坯的显微组织

表7 不同回火温度热处理试样的拉伸性能
2.7 回火时间的影响
试样在A℃淬火后,在B℃分别回火保温30min,60 min,120 min和240 min,立即空冷。得到的管坯拉伸性能见表8。

表8 不同回火时间热处理试样的拉伸性能
可见,随着回火时间的延长,小颗粒合金碳化物溶解、大颗粒合金碳化物聚集粗化严重,由于软相铁素体多边形化越充分,均匀延伸率较高、强度下降。因此,综合考虑性价比,应选择回火时间1 h左右。
3 结 论
(1)软硬相组织的合理匹配是钢管获得可膨胀性能的关键。
(2)通过特殊热处理工艺可以获得以多边形铁素体为软相、以马氏体、合金碳化物或逆转变奥氏体为硬相的双相或者多相组织。其中,淬火、回火的温度及其保温时间的选择对材料的组织性能均有较大的影响。
(3)形成了N80钢膨胀管重要的热处理工艺参数控制范围,即 “淬火温度 (略高于材料的Ac3转变点)+回火温度 (略低于 A1转变点)”,通过该热处理工艺可使得钢管在满足基本强度性能要求的同时,均匀延伸率还能稳定保持在9%以上的水平,实现良好的强塑性匹配。
[1]李鹤林.油井管发展动向及若干热点问题[J].石油机械,2004,32(特刊):1-5,11.
[2]CALES G L.The Development and Applications of Solid Expandable Tubular Technology [C]//Canadian International Petroleum Conference.Calgary,Alberta:Society of Petroleum Engineers,2003:134-136.
[3]GRANT T,BULLOCK M.The Evolution of Solid ExpandableTubularTechnology:LessonsLearnedOverFiveYears[C]//Offshore Technology Conference.Houston:Enventure Global Technology LLC,2005:17442-MS.
[4]李霄,豆峰,裴勇毅,等.可膨胀管技术及其管材性能[J].石油矿场机械,2005,34(04):61-63.
[5]张全胜.套管膨胀过程数值模拟与试验研究[J].石油矿场机械,2008,37(09):68-70.
[6]刘金亭,刘荣志,黄远滨.作业设备的技术现状与发展趋势[J].石油矿场机械,2008,37(08):94-98.
[7]毕宗岳,李远征,韦奉,等.γ+α两相区热处理对膨胀管材组织性能的影响[J].焊管,2013,36(02):10-13.
[8]马建民,刘智飞,刘永红.新型可膨胀低碳双相合金钢管材[J].石油矿场机械,2009,38(07):20-23
[9]韩会全,刘炎春,张弛,等.两相区热处理对不同初始组态钢板组织性能的影响[J].东北大学学报:自然科学版,2008,29(03):379-342.
[10]李作会.膨胀管关键技术研究及首次应用[J].石油钻采工艺,2004,26(03):17-19.
[11]孟庆昆.可膨胀套管技术概述 [J].钻采工艺,2003,26(04) : 67-68.
[12]韦奉,毕宗岳,张峰,等.膨胀套管的研究现状[J].钢管,2013,42(01):6-10.
[13]API SPEC 5CT:2012,套管和油管规范[S].
[14]李涛,陈强,韩伟业,等.膨胀管抗外压强度试验研究[J].石油机械,2012,40(09):12-14.
[15]韦奉,毕宗岳,李远征,等.国产 80钢级SEW膨胀管实物试验研究[J].钢管,2014,43(03):34-38.
