冷柜产品箱体涨箱的设计改进
2014-01-26申建军陈龙浩崔志广
申建军 陈龙浩 崔志广
(宁波辰佳电器有限公司 浙江宁波 315336)
1 引言
通常作为商用机型的冷藏冷冻转换型的单箱冷柜是市场上常见的。实际产品中门体的形式有蝶形和顶开两种发泡门的变化,而且一般带有2个内玻璃门。这种冷柜结构简单,使用方便,但长期以来存在着一个问题,就是发泡箱体经过一段时间的制冷使用后,箱体四周壁体的每一面都会出现变形的问题,大多数的情况是往外凸,四周壁体中尺寸较长的前后壁体的变形更大,俗称“涨箱”。 这种情况特别对于200升及以上的产品更为普遍,不仅影响外观,变形严重时还会导致内玻璃门掉下,造成产品无法正常使用。
2 问题的分析
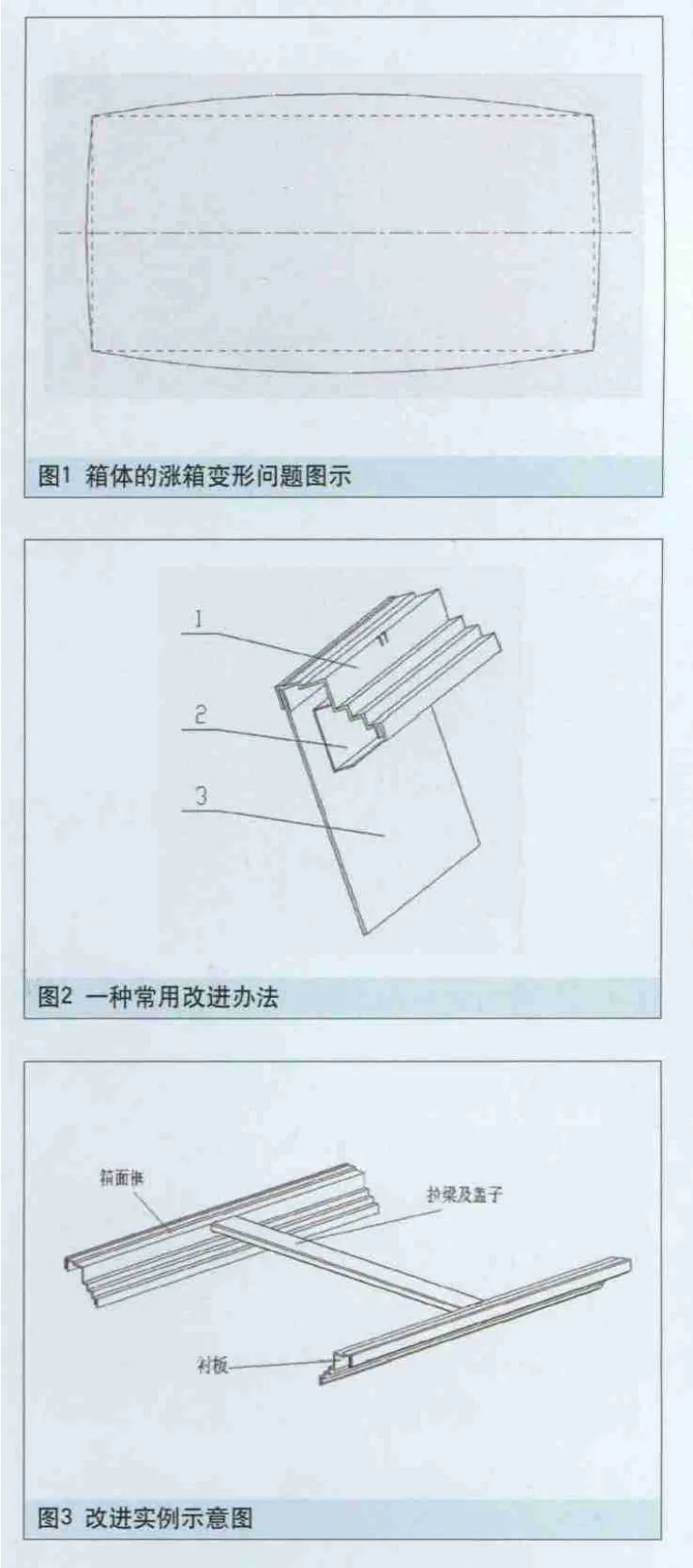
目前我国冰箱、冷柜类产品的箱、门体内基本上使用聚氨酯硬泡作为隔热材料,聚氨酯发泡除了导热性能系数最低,密度小的优点以外,还具有发泡后会收缩变形的特性,一般讲其平均线性收缩率为1%[1]。实际中,收缩变形的大小和方向,往往和箱体的大小,箱体的壁厚,发泡工艺过程的控制,聚氨酯发泡层中的密度分布,内外壳的材料及厚度,箱面框的材料及结构与尺寸等因素有关,由于单箱冷柜箱体具有一面敞口的结构特点,箱体底部和4个侧壁中的发泡料的体积及收缩方向各不相同,箱体的涨箱变形问题是冷柜底部的发泡料与4个侧壁体中的发泡料在收缩的过程中,与箱体内外壳及箱面框受力综合作用产生的结果,见图1。其中,虚线是原箱体的设计轮廓,实线为该箱体的实际轮廓及发泡后产生变形的情形。
箱体的变形或多或少是必然发生的,我们需要做的事情是想办法控制或抵消这种变形造成的不利影响,以便保证产品能够正常使用。
3 设计改进
以往为了减少单箱箱体的变形量,最常采用的办法是沿箱面框的长度方向在箱面框内部或下沿处加一根加强板,常用的截面形状有槽钢形的,角钢形的,以及其他特殊形状的。图2所示是其中的一种。图中的1为箱面框,2为加强板,3为箱外壳。
这样的加强,对于保持侧壁的平面度有一定的作用,但对于涨箱变形问题来说,因为没有相对应的力与产生涨箱变形的力所平衡,涨箱变形依然会发生。可以说采用局部加强的方法,不仅增加了材料和生产工序等的成本,实际效果也不是很好。
如果把加强板设计成四周整体框架的结构,对整个箱面框进行加强,其工艺性会很复杂,成本会增加很多,实际上也不这样做。
涨箱变形问题的根源是箱体内力引起的,为了消除涨箱的影响,很自然的想法是在箱体的中部加上一根拉梁,固定变形最大的前后两个壁体的中间部位的尺寸,以抵消箱体产生变形的力,保持前后两个壁体平行的形态。事实证明,这是一个有效实用的方案。
3.1 涨箱的力的大小
涨箱的力的大小是拉梁设计的基本参数。为了估计使箱体产生变形的力的大小,我们将不同规格的充分涨开的发泡箱体,用人力的办法(考虑生产线的实际操作),操作者一只胳膊用手拉住后面壁体,另一只胳臂用手推住前面壁体,使其恢复到原始状态时所需要的力量。尺寸不同的箱体所需要的力是不同的。一般的讲,2个人配合都可以将变形拉回到原位,由此推论涨箱的力最大不超过600N。这与机械设计手册给出的数据基本符合[2]。另外根据样机所做的试验,用一颗M4的螺钉(经计算,用材料Q195制作的M4螺钉的拉力≥1030N),足够拉住涨箱产生的变形,也证明了这一点。测评涨箱力,是为了更好更经济地设计拉梁的截面及与箱面框的固定连接方式的参考,是设计改进的基础。
3.2 设计改进主要考虑的问题
(1)箱体最大变形的位置在中心点上,将拉梁设置在中心点上对于克服变形最有效。
(2)拉梁的尺寸和形状要兼顾箱面框、内玻璃门及发泡门体门封三种零部件。
(3)要考虑不能和玻璃内门相互干涉。即将拉梁安装好以后,不能影响内部玻璃门的推拉关闭使用。一般拉梁组合的下平面与上内玻璃门的上平面间的距离≥2.5mm即可。
(4)考虑要和发泡门的门封配合,拉梁要设置在两个发泡门的中间部位,门封压在其上,配合起来起到密封作用。
(5)拉梁本身一般采用金属材料,但不能直接和门封相配合,因为箱体内部的冷量传导在拉梁上,门封直接在其上会导致凝露并产生结冰现象,要采用塑料材料作为拉梁上的盖子与门封相配合,如果空间允许,拉梁的厚度较大,还需要在拉梁和盖子之间放置泡沫材料,如可发性聚苯乙烯泡沫板,进行隔温。
(6)拉梁和箱面框的连接方式,可以采用螺纹连接,即将拉梁和衬板用螺钉和螺母连接在一起,也可以采用挂钩连接,即将拉梁头部折成90度的弯,然后挂在固定在衬板上的连接片的槽中。
(7)在箱面框的内部,要有相应的具有一定刚度的金属衬板,以加强一般为塑料材质的箱面框的刚性,同时分散拉力。拉梁的拉力作用在金属衬板上,衬板在发泡后和箱面框即成为整体。拉住了衬板及箱面框,即抵消了箱体壁上部的变形。
(8)拉梁的外观造型及颜色与产品整体协调一致。
(9)工艺性好,便于制作和在流水生产线上安装。
(10)成本低,使用适宜的材料,满足功能要求下的最少材料消耗。
4 实例
本实例为一较大容量的单箱双顶开发泡门的冷藏冷冻转换型的冷柜产品,由于横向长度为1800mm,在箱体发泡后,其单侧柜壁的最大变形量约5~6mm。经改进设计,修改了箱面框的注塑模具。箱体发泡前,将一段用薄钢板折成的槽钢,作为衬板粘贴在箱面框的内部定位槽中。槽钢外侧平面的上方箱面框上,开有一个和拉梁拉钩配合的槽子。安装时,将拉梁挂在箱面框的槽中,即拉在槽钢外侧平面上,同时将自攻螺钉从拉梁上平面经过箱面框旋入箱面框内的衬板。形成拉梁与箱面框的配合。拉梁组合的上平面与箱面框放置门封组合的平面一致。如图3。
经过这样的改造,彻底解决了箱体变形的问题。经过3个月的产品老化试验,测量箱体的变形量,使用普通的钢卷尺上的刻度值是看不出来的,即箱体的变形量在1mm以下,完全可以满足用户的使用要求。
5 结论
对冷柜产品涨箱变形的设计改进的实践,至少可以得到以下两点结论:
(1)对于现有产品箱体涨箱的设计改进,使用拉梁式的结构解决这一问题,即保证了质量,又降低了成本,是简单有效的。不仅解决了变形的问题,而且也有效降低了产品的成本。如以上实例中,仅材料成本一项,每台降低22元人民币。也为企业避免了这方面的维修及特殊备件的费用,使得产品的市场竞争力有所提高。
(2)箱体涨箱的设计改进的实践,对于我们的提示,必须在保证产品质量方面实施“预防为主”的原则,对于新产品的设计,一定要考虑到箱体变形是必然的,在结构设计上就要考虑使用拉梁来进行预防。在实际中,新产品的设计阶段考虑解决这些问题,比发生了问题再去考虑如何进行解决,要更为主动和经济一些。
[1] 朱吕民,刘益军.聚氨酯泡沫塑料第三版.北京:化学工业出版社,2005,444
[2] 成大先主编.机械设计手册第三版. 北京:化学工业出版社,2002,1-517
