粒度对固态发酵豆粕产肽的影响研究
2014-01-21管军军李世豪韩丙倩程云龙
■管军军 李世豪 韩丙倩 程云龙
(河南工业大学生物工程学院,河南郑州450001)
固态发酵豆粕,是利用固态发酵手段,将豆粕这种植物源蛋白与微生态技术相结合,提升豆粕的营养价值,改善豆粕适口性的技术。固态发酵豆粕是目前研究的热点,随着发酵技术的进步,发酵豆粕的品质也不断提高,不过发酵过程中依然有一些问题亟待解决。目前对于发酵豆粕的研究主要集中在优化菌种配比,发酵条件如发酵温度,pH值,发酵时间等,但研究豆粕粒度对发酵结果影响的较少[1]。
固态发酵过程中基质粒径对发酵前中后期都有巨大影响,目前对其研究较少是因为不同的发酵基质形态差别较大,其结果不具有普适性。不过对于豆粕来说,由于生产加工手段的相对标准化,豆粕粒度基本保持在一个可控的范围内[2],因此研究不同豆粕粒度对于发酵结果的影响具有一定的意义。
豆粕粒径对固态发酵的影响主要体现在两点,豆粕间隙含氧量及菌体与基质接触面积。由于固态发酵的通风散热相对液态发酵困难,因此,发酵基质间隙氧含量对于发酵结果影响很大;同样菌体与基质接触面积大,则对基质的降解更加充分,发酵效率更高[3]。本试验旨在得出豆粕发酵的最佳粒度,为固态发酵豆粕技术的发展做出贡献。
1 试验与方法
1.1 试验材料
豆粕:粗蛋白含量46%,酸溶性小肽含量1.22%(河南阳光油脂集团);枯草芽孢杆菌BS-GA15(润盈生物工程[上海]有限公司);小分子蛋白标准样品(Marker)(生工生物工程[上海]有限公司);其他试验药品均通过郑州新丰化验器材有限公司购买。
1.2 主要仪器设备
XSB-88型顶击式振动机,筛摇次数221次/min,振击次数147次/min;4~100目分样筛;SF-400电子秤;SPX-250B智能型生化培养箱;JP-100A-2高速多功能粉碎机;TGL-16B台式离心机;TDL-5-A台式离心机;JY600C电泳仪;722N可见分光光度计;DHG-9070B智能型电热恒温鼓风干燥箱。
1.3 试验设计
1.3.1 豆粕粒径分布的测定
根据振动机装填量及对豆粕粒度的初步判断选择4、8、12、16、20、40、60、80、100目孔径的筛子对豆粕筛分。为排除取样误差,按照四分法,取样5次,筛子按照孔径由大到小顺序依次向下叠摞。将所取样品依次加入4目筛中,放入振动机中振动10 min,取下筛子,分别称量各个筛子中豆粕质量,计算平均值,按照质量比例确定不同粒径豆粕在总体中所占比例。
1.3.2 豆粕空隙率的测定及比表面积
参照GB/T 5518-2008粮食、油料相对密度的测定中的量筒法,在室温(22±5)℃下,向量筒中加入20%乙醇10 ml,然后放入样品约5 g(精确至0.01 g),稍加摇动,逐出气泡,待液面平稳后,立即读出液面上升体积(V1),称量相同质量豆粕,放入量筒中读出体积(V2)。则空隙率=(V2-V1)/V2。其比表面积根据豆粕直径大小计算得到。
1.3.3 发酵试验
1.3.3.1 培养基及发酵
发酵选用菌种为枯草芽孢杆菌,在发酵过程中,随着菌体的繁殖,能够产生大量蛋白酶[4],促进小肽的生成。为了使菌种更好地适应固态发酵环境,种子液培养基用优化的豆粕培养基:100目以下豆粕40 g,葡萄糖20 g,蒸馏水1 L;接种量按照质量体积比9∶1接种,即每100 g发酵基质,接种10 ml对数期种子液;料水比6∶4;发酵前,先将种子液混入所需体积水中,摇匀后拌入豆粕中,搅拌均匀后覆盖8层无菌纱布进行发酵。
发酵所用的豆粕是具有代表性的4~8目,16~20目,20~40目,80目以下4种粒径的豆粕,原始豆粕作为对照组,每组设3个重复试验;发酵温度32℃,每12 h取一次样,共取5次,共计发酵时间60 h。样品在50℃下烘干8 h,之后粉碎筛选60目以下样品,测定其酸溶性小肽的含量,并以其含量的高低判断发酵结果的优劣。
1.3.3.2 酸溶性小肽测定
酸溶性小肽是豆粕中大分子蛋白质降解后的产物,研究表明小肽比蛋白质、氨基酸更容易吸收,因此酸溶性小肽含量的高低能够反映发酵结果的优劣[5]。本试验采用双缩脲法测定酸溶性小肽含量。具体方法:称取1 g豆粕样品,定容于50 ml 15%三氯乙酸溶液中,摇匀后静置5 min,提取其中的酸溶性蛋白,然后过滤取滤液;准确取1 ml滤液于试管中,加入5 ml 0.1 g/ml NaCl溶液,使溶液呈碱性,摇匀后加入1 ml 0.01 g/ml CuSO4溶液并摇匀,反应30 min后将反应液在4 000 r/min条件下离心5 min。取上清液在540 nm下测定吸光度。用同样的方法,测定一系列已知浓度的牛血清蛋白溶液,制作标准曲线,并计算各样品中小肽含量。
1.3.3.3 发酵过程中豆粕体积变化
豆粕加水后,体积膨胀,发酵开始后,由于水分的蒸发等因素,豆粕的体积又会收缩,缩小的体积与发酵前(加水后)体积的比值记作豆粕体积收缩率(Vs)。Vs在每次取样前通过测定发酵豆粕界面下降高度计算得到。这个数值能反映发酵状态下豆粕颗粒间氧含量的变化。
1.3.4 数据处理
数据利用SAS 9.0软件进行分析。
2 结果和讨论
2.1 豆粕粒度分布
按照上述试验方法,对豆粕进行筛分,豆粕全部通过4目筛,以相邻筛子孔径值为区间,对豆粕粒径进行划分。不同粒径豆粕在总样品的含量比值见图1。

图1 不同粒径豆粕在总样品中含量
从图1可以看到,豆粕中各粒径分布呈现中间高,两边低的趋势;16~20目,20~40目的豆粕最多,各占22%,共占所有豆粕的44%,接近一半;8~60目豆粕共占总样品的86%;说明在一定粒径范围内分布比较集中。发酵试验选择4~8目豆粕(其粒径最大),16~20目豆粕,20~40目豆粕(含量最多),以及粒径最小的80目以下豆粕,原始豆粕为对照组,依次将其编号为A、B、C、D、E。
2.2 豆粕空隙率
参照GB/T 5518-2008所测得各粒径空隙率如图2所示。
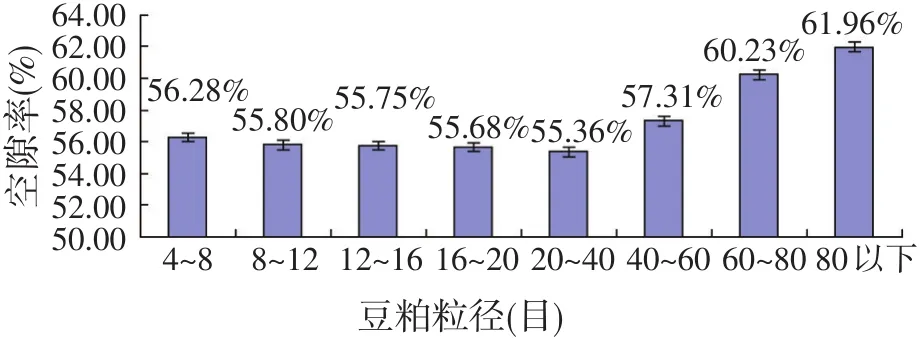
图2 各粒径豆粕空隙率
从图2可以看出,空隙率的变化为先降低后升高,其中最低点为20~40目的豆粕。影响豆粕空隙率的因素有豆粕粒径大小及豆粕颗粒形状。大粒径豆粕,容易构成大的颗粒间空隙,因此4~40目的豆粕,粒径越大,空隙率越大;但是40目以下粒径的豆粕,自身表面有更多的突起,使得堆积状态下豆粕显得更膨松,也就是空隙率更大。显微镜下观察不同粒径豆粕颗粒,如图3所示,豆粕颗粒表面是凹凸不平的,并且有许多刺状或耳装突起。这些突起使得豆粕堆积期间不能完全整齐排列,形成豆粕间空隙。空隙率是体现发酵初期基质间氧含量的重要指标,氧含量越高,好氧菌的繁殖越快,能够缩短发酵时间。
2.3 不同粒径豆粕的比表面积
豆粕的比表面积会影响细菌与豆粕的接触面积,发酵过程中,细菌与豆粕的接触面积越大,豆粕被分解的速率越大。A、B、C、D、E 5种粒径的豆粕比表面积基本与直径成反比。直径越大,比表面积越小,因此比表面积A<E<B<C<D。
2.4 发酵过程中体积收缩率的测定
将样品A、B、C、D、E按照料水比6∶4加水接种后,在发酵过程中,由于水分的蒸发,微生物的降解,豆粕表面的突起逐渐变小,变平,豆粕颗粒之间距离变小,豆粕总体积降低。发酵所用的各粒径豆粕的体积变化如图4所示。
豆粕体积收缩率表示发酵过程中基质间隙的减小,这表示豆粕间溶氧的减小,从图4可以看到,粒径越大的豆粕,体积收缩越小。这是因为粒径大的豆粕,边缘突起更加坚固,经发酵后还能保持一定的硬度,能够保持空隙的形成。而粒径小的豆粕,经过水的浸泡,微生物的侵蚀,硬度降低,凸起的边缘提供的摩擦力小于豆粕自身的重力,因此豆粕整体体积收缩。

图3 不同粒径豆粕显微观察

图4 发酵过程中豆粕体积收缩率
2.5 发酵试验结果
对发酵过程中取出的样品进行测定,其酸溶性小肽含量见表1。

表1 发酵过程中不同粒径豆粕产酸溶性小肽含量(%)
对24 h各个样品,以及80目以下试验组各个样品处理后,进行SDS-PAGE电泳,观察豆粕中蛋白分解为酸溶性小肽的情况,如图5所示。
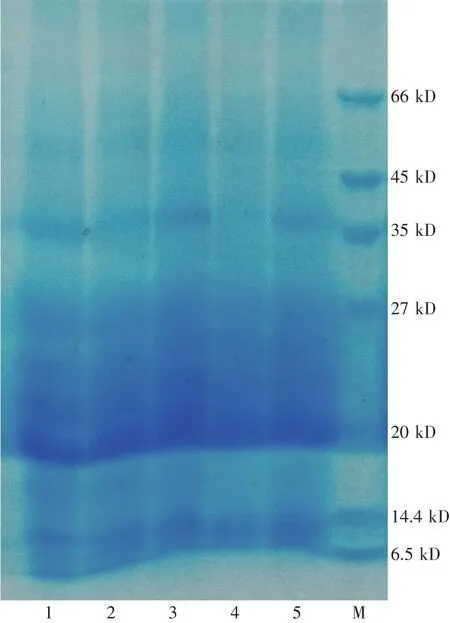
图5 各粒度试验组在24 h的发酵样品电泳图
图5中,1、2、3、4、5对应A、B、C、D、E五种粒度,M为Marker条带。由图5可以看出80目以下粒径试验组在24 h时,大分子蛋白降解最多,与表1中该取样点有最优试验结果相符合。
对同一时间段的结果进行多重比较,发酵12 h及24 h,80目以下粒径豆粕发酵结果较其他粒径极显著,发酵结果最好,而4~8目豆粕酸溶性小肽含量最低;发酵36 h以后,各粒径豆粕发酵结果差异不显著;由此可知,豆粕粒径不同对于发酵结果的影响作用在36 h之前,36 h之后,粒径因素对发酵结果影响不显著。
由表1可知,发酵时间12 h,粒径最小的豆粕肽含量最高,这与其最大的空隙率成正相关。但20~40目试验组的肽含量比4~8目及16~20目试验组高,这是因为20~40目试验组豆粕比表面积更大,微生物与豆粕接触面积大,对豆粕利用效率更高。
整个发酵过程中,酸溶性小肽含量最高值为7.66%,对应样品为80目以下豆粕,发酵24 h。可以看出空隙率高,比表面积大对于前期菌种的繁殖起到了积极的作用。
不过在36 h以后,除了80目以下试验组酸溶性小肽含量开始降低外,其余试验组小肽含量仍呈上升状态。结合发酵过程中豆粕体积的收缩率,可以发现,80目以下豆粕在各个时间段体积收缩最多,豆粕间隙越来越小,36 h时不能满足细菌的继续生长,细菌进入衰退期,反而消耗小肽。而且80目以下豆粕含量只有3%,如果用这个粒度发酵则需要对豆粕进行粉碎处理,需要消耗巨大能量,综合比较,选取含量较多的20~40目豆粕进行发酵较为合适。
3 结论
豆粕中不同粒径的豆粕含量分布呈现中间高,两边低的趋势,并且16~40目的豆粕占到44%的比例。
豆粕的空隙率呈现两边高,中间低的趋势,最低点出现在20~40目豆粕处,40目以下的豆粕空隙率普遍比40目以上豆粕大。
较大的豆粕空隙率与比表面积都能在一定程度上提升发酵结果,但是在它们最大的时候,豆粕粒径却是最小的,在发酵过程中,体积收缩率最大,不利于长时间发酵。
最佳发酵条件为粒径80目以下豆粕,发酵24 h,但考虑到80目以下豆粕含量只占3%,因此可以考虑含量最大的粒径20~40目豆粕发酵。