金属蜂窝扎拉网设计安装技术
2014-01-16
蜂窝金属轧拉网天花吊顶系统具有开放、透明的视野;系统可选用隐藏勾搭式悬挂及明骨方式吊装,配合金属网孔板面经拉伸构成的通透式天花面板,营造一个坚固整体的网孔天空效果,整洁富现代感的天花效果,应用于大型空间尤为合适。
1 技术特点
1)集安装与产品封边于一体。传统轧拉网板块均含有单独的封边及搭接挂件的外框板,蜂窝金属轧拉网集安装与产品封边于一体化,样式简单,材料节约,见图1和图2。

图1 单独封边式轧拉网

图2 一体式轧拉网
2)连体式的勾搭方式,拆卸方便。轧拉网的边框改进为连体式勾搭边和双钩双搭边,这样既安装快捷方便,节约人力和时间,又美观大气且便于拆卸,这种结构不用再另外安装检修口。
3)有利于通风设计及消防喷淋的布置和安排。蜂窝轧拉网网芯为20mm×20mm的等边六边形,铝箔壁厚为0.2mm,整板蜂窝轧拉网的开孔率达到了80%以上。通风设计无需在蜂窝轧拉网中开孔,直接预留风管在轧拉网顶部即可。根据GB 50084—2001《自动喷水灭火系统设计规范》规定,轧拉网吊顶区域消防喷淋可为上喷,因此喷淋的布置只需满足设计规范即可无需考虑居中等装饰效果。
2 适用范围
蜂窝轧拉网是开放式空间,拉丝网板可为室内使用,色泽均匀,质保10 a不褪色,网状结构使板材强度更高,适用于商场、医院大堂、餐厅、候机厅等公共区域吊顶。
3 工艺原理
铝箔厚度0.2 mm,边长10 mm,拉网芯高20 mm,边框宽度20 mm,厚度1.5 mm,所有板块尺寸均在1.35~3.8 m之间,后通过增加拉网芯高度,边框厚度、减小板块尺寸等措施保证了蜂窝拉网芯下陷、拉网拉伸六边形不均匀、网肋不在一条直线等问题。
4 施工工艺流程及操作要点
4.1 施工准备
1)材料准备。蜂窝铝板拉伸网、轻钢龙骨,吊杆,膨胀螺栓,电焊条,吊挂件及其他配件。击钻,扳手,电焊机,金属切割机、方尺,钢尺,钢水平尺等。
2)施工条件。安装完顶棚内的各种管线及通风道,确定好灯位,通风口及各种露明孔口位置。吊顶内消防管道通水试压完毕。各种材料全部配套备齐。吊顶内灯具、风口等于拉伸金属网吊顶的连接收口处理方案确定。
4.2 施工工艺流程
测量放线—划龙骨分档线—弹吊杆点线—吊杆固定—主龙骨安装—Z型龙骨安装—蜂窝轧拉网面板安装—收口处理。
4.3 施工工艺方法
1)测量放线。根据图纸及现场实际情况确定标高并在四周墙柱面弹出标高控制线,经有关人员复核无误。确定蜂窝轧拉网与石膏板顶交接灯带定位线,先制作灯带。
2)划分龙骨分档线。根据设计图纸排版,吊顶标准模数板块尺寸为750mm×1 500mm,长边折边对花,短边切边对花。平面排版时必须进行整体考虑,保证网孔尖角连线通线,确定板面阴阳方向,使整体保持一致。60mm主龙骨按照金属拉伸网板长向方向布置,主龙骨间距为1 000mm。
3)弹吊杆点线。根据石膏板吊顶造型确定吊杆中心点位置,用灰线弹出,龙骨间距<1 200mm,边距<300mm,吊点弹线完毕后应及时检查。不得遗漏检修口、通道口等处的附加吊杆位置线。
4)吊杆固定。弹好顶棚标高线及龙骨分档线后,确定吊高下端头的标高,按主龙骨位置利用φ8mm膨胀螺栓将吊杆一端与楼板连接固定,吊杆间距为1 000 mm。吊挂杆件应通直并有足够的承载能力,其距离主龙骨端部不得超过300mm,否则应增加吊杆。遇到梁和管道固定点大于设计和规程要求时,应该增加吊杆的固定点。可以沿管道两侧吊挂φ8mm镀锌通丝吊杆(吊杆长度>1 500mm时,采用40mm×40mm×3mm角钢转换层),再在管道底部用40mm×40mm×3mm角钢调平后与两侧吊杆固定,在横向角钢上打孔再安装通丝吊杆,以解决吊杆间距过大问题。
5)轻钢龙骨安装。吊杆安装完后安装主龙骨,主龙骨沿长向设置,以便于调节起拱,然后安装Z型龙骨,Z型龙骨间距按轧拉网宽度模数设置,与主龙骨十字交叉,紧贴主龙骨并与其扣牢。
6)蜂窝铝板轧拉网安装。先将连接挂件安装在轧拉网拉伸板块的加强肋的指定位置上,连接挂件在板块上对称布置以便使板块安装平衡使龙骨受力均匀。然后将轧拉网板块就位,将连接挂件扣挂在龙骨上。安装时从中间往两边对称安装。当天花板还剩下最后两块未安装时,应先安装靠墙的一块天花板并用弹簧片压住,然后安装最后一块天花板。
5 质量控制
5.1 质量标准
5.1.1 主控项目
1)轻钢骨架和罩面板的材质、品种、式样、规格应符合设计要求。
2)轻钢骨架的吊杆,主龙骨Z型龙骨安装必须安装位置正确,连接牢固,无松动。
3)蜂窝轧拉网板应下陷、蜂窝芯肋不对齐等缺陷,安装必须牢固、平整色泽一致。
5.1.2 一般项目
1)轻钢骨架应顺直、无弯曲、无变形;吊挂件、连接件应符合产品组合的要求。
2)轧拉网表面平整、洁净、颜色一致,无污染,反锈等缺陷。
3)轧拉网接缝形式符合设计要求,拉缝和压条宽窄一致,平直、整齐、接缝应严密。
4)金属蜂窝轧拉网顶棚允许偏差项目见表1。
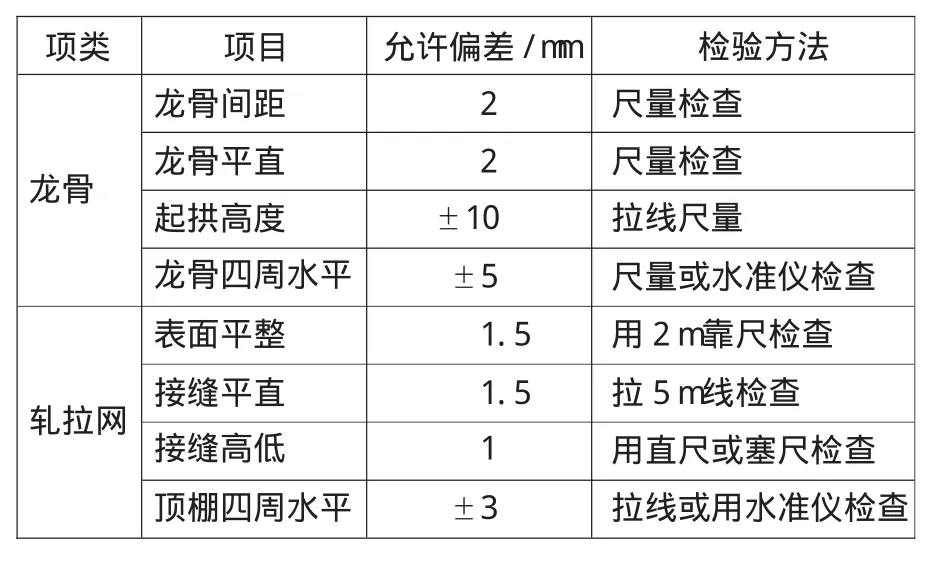
表1 金属蜂窝轧拉网顶棚允许偏差
5.2 质量控制要点
1)蜂窝铝板轧拉网的加工。包括拉网铝板材料的加工和后期制作过程中针对各异型收口所进行的二次加工。轧拉网铝板的加工是材料准备过程中的一个重要环节,0.2mm厚的铝板如何拉伸为在观感上、质量上都满足要求的网板,在技术上存在较大难度,通过供货单位技术部门的技术公关,多次拉伸试验,最终通过增加原设计的铝板厚度、蜂窝芯高度等来满足了最终的各项要求。针对异型收口板的二次加工,则需要结合现场放样并利用现代化的测量和排版工具,准确测量出异型收口板的实际尺寸,在加工厂一次完成蜂窝轧拉网的制作。
2)运输及安装过程中,注意成品保护,防止轧拉网蜂窝芯变形。严格控制U型卡槽螺丝松紧度,防止因两侧螺丝因松紧度不同造成Z型龙骨的松动。精确调做好各个平整度控制的同时做好各个面的交接尺寸控制。
6 效益分析
本方案简化了蜂窝轧拉网的封边与搭接外框板,可减少3.47m/m2的铝板消耗,减少材料及加工费为120元/m2,采用的搭接方式(连体式勾搭)可减少1/2的主龙骨,减少材料及安装费用18元/m2。
