吹塑机壁厚控制系统的模糊PID控制器的设计
2014-01-15曹诗林
曹诗林,王 安
(西北工业大学 自动化学院,陕西 西安 710129)
中空吹塑机是塑料制品成型的加工机械,随着社会的发展,人们对塑料制品的要求越来越高,但是作为吹塑机的关键技术的壁厚控制技术,长期以来都被国外的穆格、贝加莱、西门子等一些大公司所垄断,在国内还没有成型的产品,绝大部分机器都是由我国的厂家把机械部分做好,再装上进口的控制系统组装起来,这严重抑制了我国的塑料制造业的发展。但是如果能装配上国产的壁厚控制器,国内的吹塑机成型产业自然会跃上一个新台阶[1]。
本文针对某公司吹塑机的型坯壁厚控制系统采用比例控制规律,且控制效果不理想的状况,通过改变其控制规律,采用模糊PID控制规律,设计一款模糊PID控制器[2]改变其控制效果不好的现状。
1 壁厚控制系统
壁厚控制系统也就是对模芯的缝隙进行控制的系统,即位置伺服系统。在产品生产的过程中,为了保证产品的质量,要求输出量要迅速准确地跟踪设定量,所以要求系统的响应速度非常快,调节时间尽量小,否则,壁厚控制器就失去了意义。
吹塑机壁厚控制系统采用闭环反馈设计,主要由PLC输出设定的电压信号、A/D转换器、壁厚控制器、D/A转换器、伺服放大板、电液位置控制系统、作为信号反馈装置的位移传感器等组成,如图1所示。
系统的输入信号,是由PLC产生,表示期望的壁厚所对应的电压值,它所要求的取值范围为-10~+10 V;系统的反馈信号,由位移传感器测得,表示实际的壁厚所对应的电压值,其实际的范围也是对应-10~+10 V的电压信号;设定值与反馈信号相减形成偏差,即误差信号;误差通过A/D采样后,输入给单片机,计算后再由D/A输出控制信号,输出的控制信号要求的电压范围为-6~+6 V;伺服放大板是把电压信号转化为电流信号,电流信号的范围为-8~+8 mA,通过电流驱动控制阀门的开度,从而对整个壁厚控制系统进行闭环控制。
2 改进前的比例控制器

图1 吹塑机的壁厚控制系统框图Fig.1 Structure diagram of the wall thickness control system
原来的控制系统使用的是模拟比例控制的方式,这种方法实现起来比较简单,操作起来也比较方便,但其在实际运用中存在着控制效果欠佳的缺点,图2为模拟比例控制电路的原理图。图2中前半部分为减法器电路,电路的两个输入分别为系统的设定值信号和系统输出的反馈值信号,经过减法器后得到系统的误差信号;后半部分为比例放大电路,是对前面输出的误差信号进行比例放大。
如图 2所示,设输入信号AD2为u1,DA2为 u2,前面的运算放大器的输出为u3,后面的运算放大器的输出为u4。由于R1=R2=R3=R4=100 kΩ,前面的减法器电路可以得到:

根据“虚短”、“虚断”原理,设放大倍数为,后面的放大电路可以得到:

式中取 R5=R7=10 kΩ,P1=0~100 kΩ 可以计算得到该放大电路可以对误差信号进行1~11倍的比例放大,对误差信号进行放大后输出的就是模拟比例控制器的控制信号。
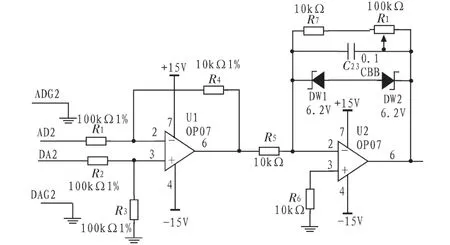
图2 模拟比例控制器电路Fig.2 Analog proportional controller circuit
3 模糊PID控制器的硬件设计
由于原来的模拟比例控制器控制效果不理想,本设计使用了模糊PID控制方法,模糊PID控制器的核心电路原理图如图3所示。
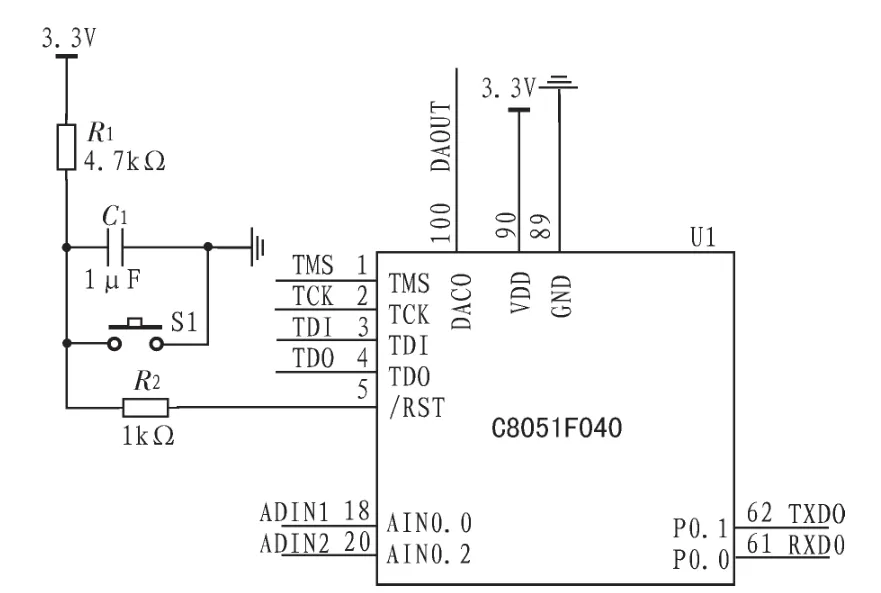
图3 模糊PID控制器电路Fig.3 Fuzzy PID controller circuit
图3 中模糊PID控制器所使用的核心芯片为Cygnal公司设计的一款51系列单片机C8051F040[3]。在本设计中,使用C8051F040这款单片机有以下两方面的好处。一是本设计中对于处理器的计算速度有一定的要求,标准的8051单片机速度比较慢,而C8051F040的内核CIP-51采用了流水线结构,与标准的8051结构相比指令执行速度有很大的提高。二是该芯片上集成有 1个 12位多通道 ADC,2个 12位DAC,这样就不需要单独的ADC和DAC芯片了,简化了控制器的电路设计。如图3所示,控制器有两路A/D采集电路,分别是对设定值,反馈值信号进行采样,一路D/A输出电路,输出系统的控制量信号。由于单片机C8051F040的ADC只允许输入0~2.43 V的电压信号,DAC只能输出0~2.43 V的电压信号,而控制器实际的输入信号为-10~+10 V的电压信号,输出为-6~+6 V的电压信号,所以需要设计信号调理电路,以满足单片机对输入输出电压信号的要求。单片机的P0.0和P0.1的管脚被配置为UART的接收和发送端口,用于和上位机软件之间进行数据的通信,这样就可以实现上位机对下位的控制和对实时控制效果进行曲线的绘制。
4 模糊PID的算法程序的设计
模糊PID算法是运用模糊数学的基本理论和方法,把规则的条件、操作用模糊集表示,并把这些模糊控制规则及相关信息存入计算机,然后计算机根据控制系统的实际响应情况,运用模糊推理,对PID参数进行实时的调整[4]。它是以系统的误差e及误差变化ec为输入,对PID的3个参数进行在线整定,输出为PID 3个参数的变化量。再把模糊控制器的输出输入给PID控制器对被控对象进行控制[5-6]。
在本设计中令模糊控制器的输入E,EC和输出U的模糊集均为{NB,NM,NS,ZO,PS,PM,PB},其中 NB 代表负大,NM代表负中,NS代表负小,ZO代表零,PS代表正小,PM代表正中,PB代表正大。E,EC,U所取的模糊子集的论域e,ec,u 都为 {-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}。 为了设计简单,它们的隶属度函数都设置为三角函数。 根据人的直觉思维推理,由系统输出的误差和误差变化的趋势来消除系统的误差的模糊控制规则和一些前人的参数整定经验,可以得出如表1的的模糊控制表。
如图4所示为模糊PID算法程序的流程图。两路A/D分别采集设定值和反馈值,每次采样都采集4组数据,然后去掉最小值和最大值,然后再取两个中间值的平均值作为设定值和反馈值,这样可以减小系统采样的误差。由设定值和反馈值求出 e(k),ec(k),通过量化因子把 e(k),ec(k)转化到E,EC的模糊子集的论域中,输入给上面设计好的模糊控制器模糊控制器,就可以输出的对应的模糊子集论域的值,再通过比例因子就可以得到的实际值了。利用增量式数字PID算法可以得出U(k),即控制器的输出值。需要注意的是,D/A的输出范围有限,所以要对控制器输出进行限幅输出,当输出小于D/A的最小值时,输出D/A的下限,当输出大于D/A的最大值时,输出D/A的上限。
5 实验仿真
在实验中,利用运算放大器搭建了简单的二阶对象模型G1(s),其传递函数为:

考虑到现实情况,一个简单的二阶系统不能完全反映实际系统,所以又在单片机中模拟出了一个一阶系统加一个延时环节的对象模型G2(s),加在控制器的输出与DA输出之间:

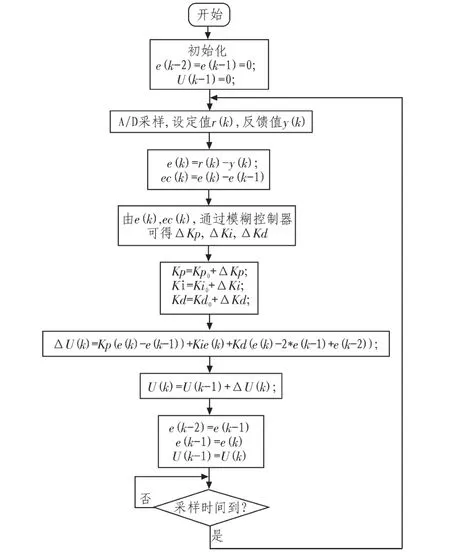
图4 模糊PID算法的流程图Fig.4 Flowchart of fuzzy PID algorithm

表1 ΔKp/ΔKi/ΔKd的模糊规则表Tab.1 Fuzzy rule table of ΔKp/ΔKi/ΔKd
要用单片机模拟出对象 G2(s),应先得到 G2(s)的差分方程。首先要对其进行离散化,考虑到系统采样后不失真和单片机计算的速度问题,取系统的采样时间Ts=3 ms,离散化方法为零阶保持器法,得离散化模型G2(z)。

再由式(11)得到差分方程:

其中u代表输入,y代表输出。根据差分方程单片机就可以方便地模拟出对象G2(s)了。
当控制对象为 G1(s) ,G2(s)时,图 5 为原比例控制器对阶跃信号的跟踪曲线。对于模糊PID控制器可以找到一组比较好的PID参数的初值,比例系数Kp=1,积分系数Ki=0.002,微分系数Kd=95.5,把上述参数给控制器,图6为模糊PID控制器对方波信号的跟踪曲线。

图5 比例控制器控制曲线Fig.5 Control curve of proportion controller

图6 模糊PID控制器控制曲线Fig.6 Control curve of fuzzy PID controller
利用上位机软件可以计算得图5中曲线的调节时间为1.4 s,超调量为24%,并存在明显的稳态误差;图6中的曲线调节时间为0.4 s,超调量为2.3%,无稳态误差。由上面计算得到的指标可以明显发现在各个方面模糊PID的控制效果都远优于原比例控制的效果。
6 结 论
对于一些大滞后,非线性工业控制系统,比例控制甚至常规的PID控制都难以得到很好地控制效果,模糊PID控制是一种基于模糊理论的先进的PID控制技术,一般来说只要参数选取合适,就能够获得更佳的控制效果。
[1]许政仓.我国塑料机械工业概况与发展[J].中国塑料,2003,17(12):5-8.XU Zheng-cang.China’s plastics machinery industry overview and development[J].China Plastic,2003,17(12):5-8.
[2]曾光奇,胡君安,王东,等.模糊控制理论与工程应用[M].武汉:华中科技大学出版社,2006.
[3]童长飞.C8051F系列单片机开发与C语言编程 [M].北京:北京航空航天大学出版社,2005.
[4]胡包钢,应浩.模糊PID控制技术研究发展回顾及面临的若干重要问题[J].自动化学报,2001,27(4):567-584.HU Bao-gang,YING Hao.Review the fuzzy PID control technology research and development and a number of important issues[J].Acta Aautomatica Sinica,2001,27(4):567-584.
[5]刘金琨.先进PID控制及其MATLAB仿真[M].北京:电子工业出版社,2003.
[6]章卫国,杨向忠.模糊控制理论与应用[M].西安:西北工业大学出版社,2000.