Rexroth双安检系统在Boehringer车床上的应用
2014-01-09丁磊
丁 磊
(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛266555)
0 概述
机床和装置的操作安全主要取决于机床所产生动作的危险程度,一般机床有两个动作:1)正常运行(自动运行),防护设备可防止人员进入危险区以及防止部件/材料被抛出;2)特殊模式(手动或设置模式),人员可能在设备未断电的情况下进入危险区。Rexroth双安检系统能在控制单元和驱动器端防止上述两种危险的发生,与传统安全技术相比,它大大提高了机床的功能性和可用性。Rexroth双安检系统在Boehringer车床上的应用是一个很好的集成安全技术应用典范。
1 Rexroth双安检系统的工作原理
Rexroth双安检技术是集成安全技术的一种,集成安全技术将安全功能以硬件和软件的形式直接集成于智能驱动器中,这样不仅增强了所有操作模式的功能性,而且最大程度地提高了安全性。IndraDrive操作系统由电源模块、控制模块、电机以及其他可能需要的组件组成。集成安全技术是通过硬件和软件的交互作用来实现的。Rexroth双安检系统的工作原理图如图1。
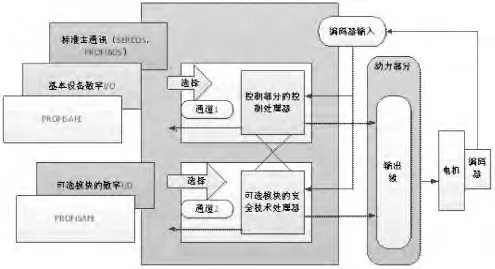
图1
Rexroth双安检技术根据功能可以分为两个级别:级别1、完全是基于硬件的安全技术,需要可选安全技术模块“L1”;级别2、包含所有其他安全功能(如安全相关的减速、限制绝对位置等)的广泛集成安全技术,需要可选安全技术模块“S1”。
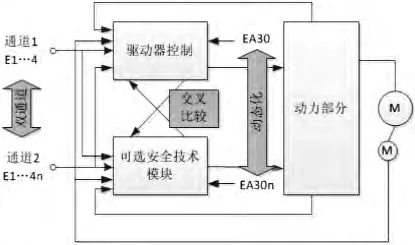
图2
Rexroth双安检技术为保证安全功能不会被单个错误误导,在运行过程中实施了三类防错措施(如图2)。
1.1 结构多样性的双通道数据处理
通道1:驱动器基本控制单元的安全技术作为第一个监控通道
通道2:可选安全模块的安全技术作为第二通道
1.2 安全相关数据的交叉比较
为确保双通道安全功能采用相同的极限值,则必须进行交叉数据比较。
1.3 静止状态的动态化
动态化在后台以一定时间间隔自动运行,检测安全相关电路中的静态错误状态,必须通过信号EA30或EA30的替代信号来同步动态信号。
2 Rexroth双安检系统应用实例
2.1 Rexroth双安检系统在Boehringer车床应用的组织结构
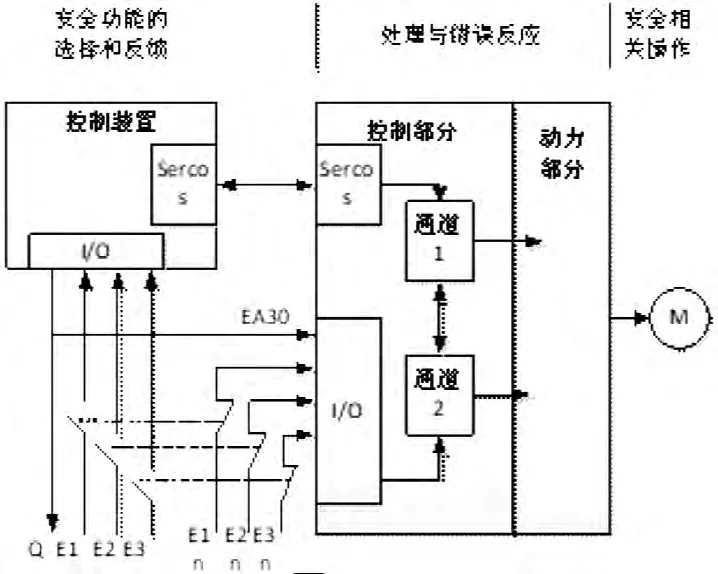
图3
Rexroth双安检系统的精髓在Boehringer车床上有很好的体现,下面以车床NG200为例介绍一下Rexroth双安检系统。车床NG200包括六个轴:XXB、SCE、ZZB、CCB、WZF 和 AL1 轴,单轴 Rexroth 双安检系统组织结构如图3。其中X41D型接口为可选安全模块的安全技术“S1”的第二通道,这属于典型的与主通讯结合使用的安全技术I/O。
D型接口有9针,其中有几个信号需要特别说明一下:
EA30信号来自PLC的输出信号,作为通道2实现动态化的输入信号。
EA20是多轴控制器的互联信号,XXB轴作为诊断主驱动器,其余轴作为诊断从驱动器。
E1n—E2n 为 运 行 模 式 选 择 信 号 ,E1n:mode selector,E2n:drive interlock switch,E3n:enabling control。
2.2 Rexroth双安检系统的调试
Boehringer车床NG200使用的是可选安全技术模块“S1”的安全技术。基于这种高安全级别的双安检系统的使用经验,下面介绍一下这种安全技术的调试流程。
Rexroth双安检系统使用到的相关参数如图4,在调试的过程中需要对这些参数进行设置。对于参数代码的详细含义,可以通过查阅Rexroth参数说明书得到,在这里就不详细展开了。
Rexroth驱动器调试软件有Drive Top和IndraWorks,现在使用较为多的是IndraWorks。一般使用IndraWorks调试软件中的安全技术向导调试驱动器的安全技术功能,具体调试流程如图5。
调试安全技术功能流程大体分为四步,第一步:连接,从提供条件与初始化到安全技术已建立连接;第二步:设置参数,从选择所需要安全功能到安全参数配置完成;第三步:激活,配置完成后需要激活安全技术;第四步:终止,安全技术被激活后需要做调试和接受测试,最后形成测试报告。
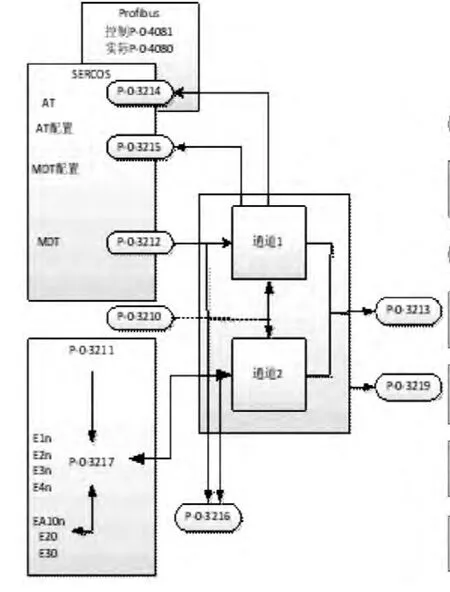
图4
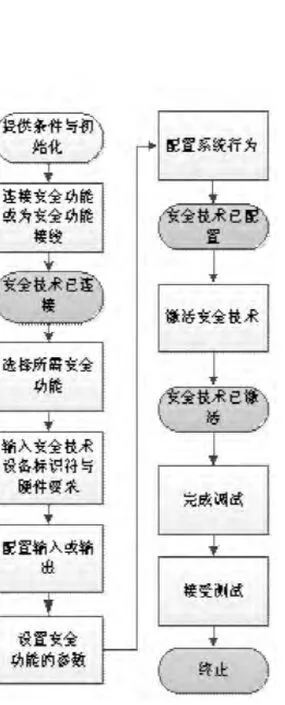
图5
2.3 Rexroth双安检系统故障处理
基于可选安全技术模块“S1”的双安检技术是一种功能强大且性能完善的一套安全技术,它能辨识和监控到大部分安全类风险。但是如果对这种安全技术认识不足的话,在故障处理过程中会浪费大量的时间和精力。
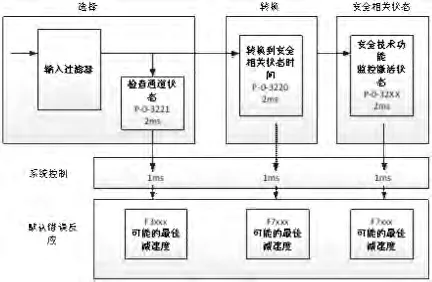
图6
不同状态下驱动器的安全类报警代码是不同的(如图6),现实中碰到的主要是第一种“F3xxx”报警。根据处理安全类故障的经验,总结故障可能性如下:
1)双安检系统中的通道1信号异常,主要可能性是I/O模块损坏。
2)双安检系统中的通道2信号异常,主要可能性是驱动器的可选择安全技术模块损坏和驱动器间安全信号的互联线损坏。
3)双安检系统中的通道1和2信号同时异常,主要可能性是安全继电器损坏或者安全开关损坏。
3 安全技术的发展趋势
现在数控机床使用的安全技术常见的有Rexroth双安检技术和Fanuc双安检技术,两种双安检技术都属于集成安全技术,原理也基本上相同。安全技术在标准数控机床是不可或缺的,在一些非正常状态下,即使很短时间的危险暴露都有可能引发可怕的后果。随着伺服控制系统的发展,安全技术也会逐步完善。从危险可控性上说,高智能设备的安全技术等级要高于普通设备,国内设备在智能控制和安全技术方面还有很大的发展空间。
[1]Bosch Rexroth AG.Rexroth IndraDrive 集成安全技术[Z].德国:Bosch Rexroth AG,2009.14-188.
