四轴机床加工叶片圆角型线的程序设计
2013-12-31荆壮存陆毅
荆壮存, 陆毅
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
1 问题的提出
过去,只有五轴机床才能够铣准叶片圆角及其附近型线。但五轴机床数量少,远远满足不了生产的需求,我公司主要使用四轴机床加工中、小叶片,由于内弧圆角附近留的余量比较大,必须先到普通机床上粗铣掉内弧圆角的部分余量,再转入抛磨工序,其叶片圆锥面型线和圆角以及圆角附近的汽道型线全部靠人工抛磨完成。人工抛磨不仅效率低、质量差,而且很难保证叶片圆角及其附近型线的一致性和准确性。为了提高在四轴机床上加工中、小叶片型线的质量,应用四轴机床加工叶片圆角及其附近型线已势在必行。
2 问题分析
四轴机床加工叶片圆角及其附近型线的关键是刀具的选择。一把好的刀具会在加工中起到事半功倍的效果,所以合理选择刀具和设计合理的加工轨迹是数控编程的一个重要环节,通过经验和实际中反复验证,最后选择了镶刀片带侧刃的精铣刀,这样能够保证叶片圆锥面型线和圆角以及圆角附近的汽道型线。
3 采取的措施
经过认真分析,首先根据叶片圆角附近型线的特点选择了数把镶刀片带侧刃的精铣刀。然后根据所选刀具的性能分四个步骤设计了叶片圆角及其附近型线的加工轨迹。具体解决的办法如下:
第一步:由于内弧圆角的余量大,首先设计了粗铣叶片圆角轨迹。选用了φ24R6 镶刀片带侧刃的立铣刀,分别对叶根和叶冠的圆角设计了粗加工轨迹,如图1 所示。
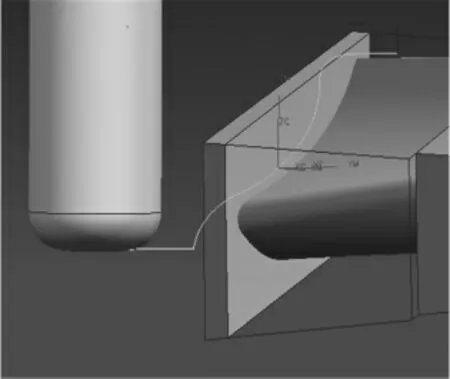
图1
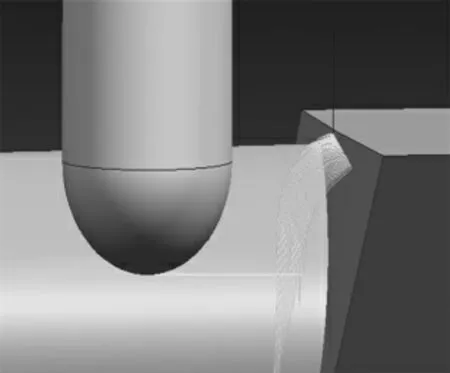
图2
第二步:设计精铣叶冠和叶根的圆锥面的加工轨迹。选用带侧刃的球头铣刀。选择检查体作为加工的工件体,使其圆锥面成为加工的工件体,然后再将圆锥面的上顶面分两个不同的角度向上方摆放;最后又做了一个辅助的圆锥面,设计出的加工轨迹正好将叶片的两个不同的圆锥面全部铣出,如图2 所示。
第三步:设计精铣叶根和叶冠圆角附近的汽道型线轨迹。选用带侧刃的球头铣刀,由于要和汽道型线接平,所以在不同方向上选择了不同的加工坐标系;由于靠近根部的余量较大,所以设计了不同的切削速度,这样不仅提高了型线的加工速度,而且减小了刀具的磨损,如图3 所示。
第四步:设计精铣叶片圆角轨迹。根据圆角的半径选择不同的带侧刃的球头铣刀,分别对叶根和叶冠的圆角设计加工轨迹,通过编辑这些轨迹和添加工件坐标系,使其圆角型线与汽道型线能够光滑过渡,如图4所示。
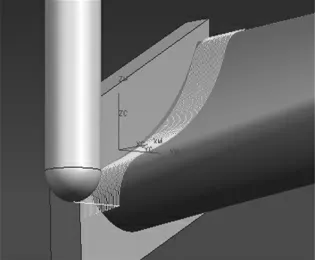
图3
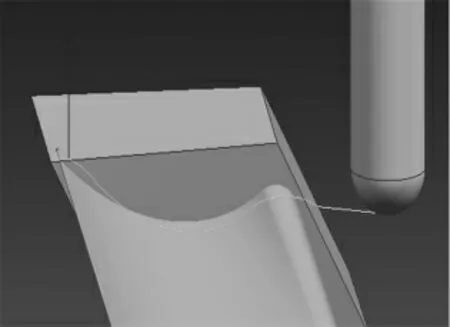
图4
图5 所示为用上述方法设计的叶片圆角的加工程序,其圆角加工前、后在UG CAM 上的模拟效果图。
叶片圆角在四轴机床上加工前、后的对比图如图6。
分别在五轴机床和四轴机床上加工叶片内弧圆角的对比图如图7。

图5
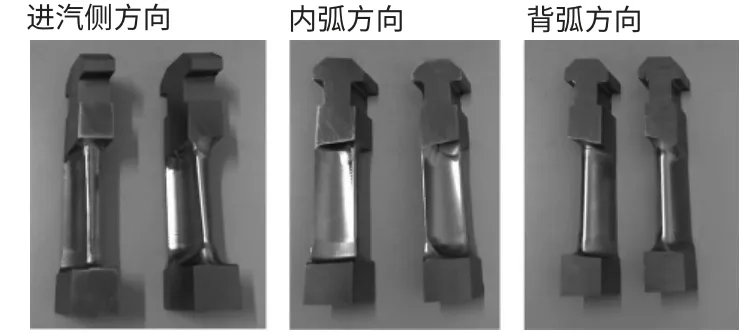
图6
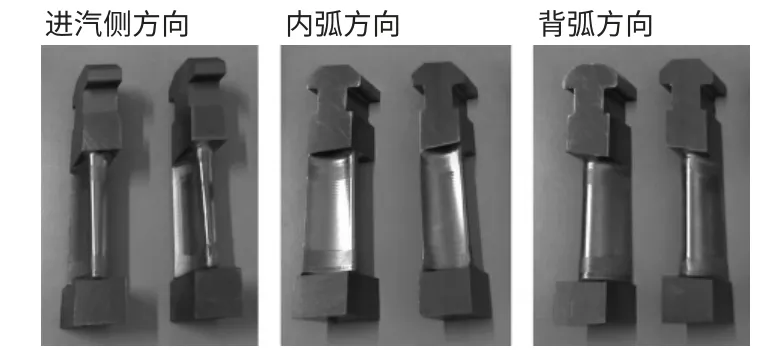
图7
4 结 语
实践证明,在数控四轴机床上加工出的叶片圆锥面型线和圆角以及圆角附近的汽道型线近似于在五轴机床上加工的效果,并且在保证了叶片所有型线的一致性和准确性的前提下,还大大地提高了叶片的加工效率,同时又替代了五轴机床在中、小叶片圆角方面垄断的加工地位,彻底解决了中、小叶片圆角靠手工抛磨的历史。目前设计好的圆角及其附近型线的程序已投入生产中。
