SINUMERIK808D数控系统在企业的应用
2013-12-31朱建民苟大维王昭进
朱建民, 苟大维, 王昭进
(险峰实业总公司,贵州 惠水550601)
1 引 言
随着企业对相关数控系统的使用和熟悉,企业自身会根据需要进行各种机床的改造和升级工作,特别是相应电气系统的改造更为重要。车床是制造业使用比较普遍的机床,其数控程度高低对企业加工能力影响很大,本企业在主导产品加工中广泛使用了西门子系列的数控系统,取得了良好的社会和经济效益,为此也对裸机车床装备了西门子808D 数控系统,在安装和使用过程中,西门子808D 数控系统的基于操作面板,紧凑和极其坚固耐用,并且非常容易维护的特点给人比较深的印象。
2 西门子808D 数控系统简介
SINUMERIK 808D 数控系统,也称西门子808D 数控系统。图1 是西门子808D 数控系统的使用操作台。

图1 西门子808D 数控系统的使用操作台
西门子808D 数控系统强大的数控功能能够确保在很短的加工时间内实现极佳的工件加工精度和表面加工质量,特别是在数控编程上基于界面的操作,使得一般工作人员按提示即可使用该系统进行程序编制和数控加工,因此此次对C6140 卧式车床进行数控改造选择了该系统(改造后成为CK6140)。
3 CK6140 典型功能实现的介绍
(1)CK6140 卧式车床的基本功能
该型车床的基本功能:车外圆(圆柱体、圆锥体、半球体);车外螺纹;钻孔;镗孔;攻丝;切槽。
(2)典型功能程序生成介绍
现仅以其中的一个功能“车外圆(圆柱体、圆锥体、半球体)”进行介绍。
①加工零件
车削零件图如图2。
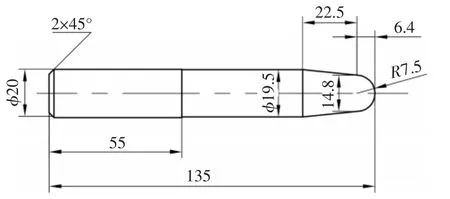
图2 车削零件图
在CK6140 卧式车床上的西门子808D 数控系统中按图示及加工要求填好相关参数的界面如图3。
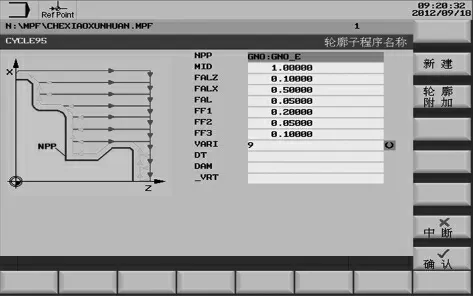
图3 相关界面
图3 中,NPP:轮廓子程序名称;MID:进给深度,无符号;FALZ:Z 轴 精加工余量;FALX:X 轴精加工余量;FAL:轮廓精加工余量;FF1:无底切的粗加工进给率;FF2:插入底切的进给率;FF3:精加工进给率;VARI:加工方式值范围:1...12(加工方式可在表1 中找到);DT:粗加工的暂停时间,用于断屑;DAM:粗加工的暂停距离,用于断屑;_VRT:离开轮廓的返回距离,相对坐标。
③轮廓附加操作
按图3 的提示,接下来要完成“轮廓附加”处理,按下界面上相应软键,并根据提示逐步操作,会出现图4 所示的界面。
④程序代码生成
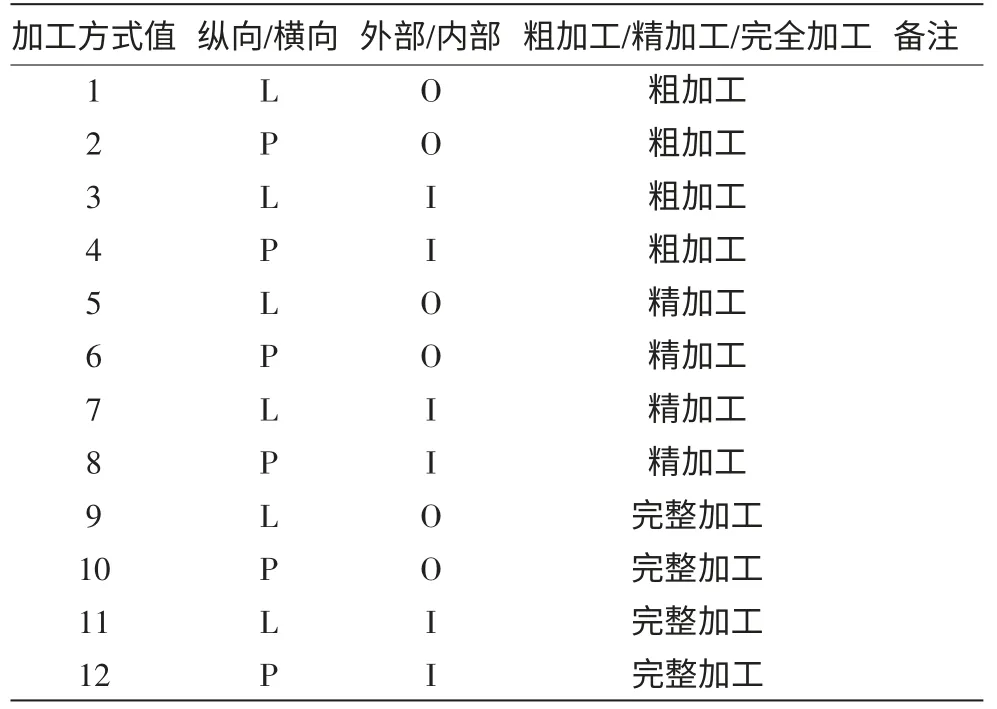
表1
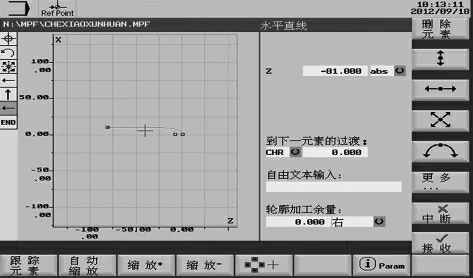
图4
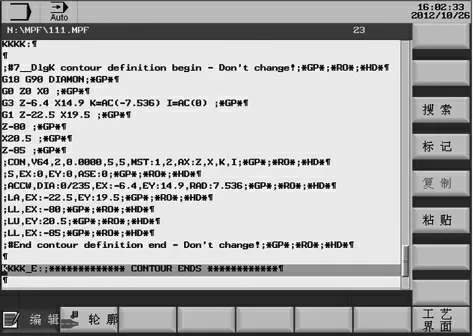
图5
CK6140 卧式车床的其他功能可以按上述步骤很容易地实现。
同时,Sinmuerik808D 数控控制器的面板前端配有USB 接口,可方便地在日常使用中传输零件程序、刀具数据等加工数据。
4 结 语
由此可见,CK6140 卧式车床安装了SINUMERIK 808D 数控系统后,使得机床功能的实现更强大、简单、快捷、灵活、直观,效率更高,体现了西门子808D 数控系统高轮廓精度和高动态特性,确保了较高的机床生产效率,尤其是在大批量车削加工时表现尤为突出。
