牛仔布套色浆染新工艺的研究①
2013-12-29方顺清
摘 要:套色、彩色具有新潮文化元素的牛仔服饰面料应运而生,设计的套色新品种款式、色泽、色牢度和产品绿色环保已成为了牛仔布行业发展研究的新课题。采用这种新型环锭竹节纱用于经纱,由于表面毛羽极少,上浆率可降低50%~60%,实现绿色环保。
关键词:元素面料 套色浆染 工艺研究 绿色环保
中图分类号:TS19 文献标识码:A 文章编号:1672-3791(2013)07(a)-0210-02
牛仔服饰的流行始源于美国加利福尼亚洲,我国自改革开放80年代初期逐步开始流行。牛仔服饰因不拘一格的穿着方式迎合了现代人的审美意识和崇尚自由的心理需求,再加上它同步时尚不断创新,使得人们对它情有独钟。随着全球经济一体化的不断深化和时代的发展,市场流行的趋势,消费者的需求和采购商的行为纷纷引领牛仔布开发新品种的生产。为此,套色、彩色具有新潮文化元素的牛仔服饰面料应运而生,如何满足消费观念新需求和节能绿色环保,设计的套色新品种款式、色泽、色牢度和产品绿色环保已成为了牛仔布行业发展研究的新课题。
长期以来,牛仔布主体色调以靛蓝一统天下,但随着人们生活需求的多样化,公司近年来对套色、彩色、中高档牛仔面料进行全面研发,产品投放市场反应良好,深受客户喜爱。在中、高档牛仔面料研发中,由纯棉精梳股线和新型环锭竹节纱用经纱生产的牛仔面料目前比较吸引人们的目光,这种面料光洁、纹路清晰、手感滑爽,大大提高了牛仔布的档次,使用新型环锭竹节传统风格,适应人们回归自然,崇尚自然的需求。采用这种新型环锭竹节纱用于经纱,由于表面毛羽极少,上浆率可降低50%~60%,并可省去后整理烧毛工序,有利于节约资源,可减少污染,实现绿色环保。
1 套色、彩色新型牛仔布工艺流程
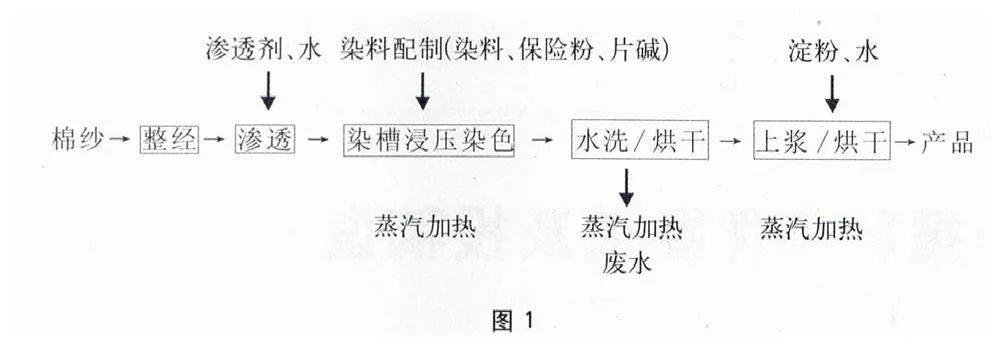
1.1 套色新品种的棉纱浆染生产工艺流程图(如图1)
棉纱浆染生产工艺流程如下。
整经棉纱→渗透槽→染色槽1→染色槽2→染色槽3→……→染色槽9→染色槽10→水洗槽1→水洗槽2→蒸汽烘干→上浆槽→蒸汽烘干→经线
注:染色槽1内为硫化黑染料液,其余9个染色槽内一般为靛蓝染料液,并可随套色品种更换染液。
工艺流程说明:
套色牛仔布织造经线采用的原料是棉纱和环锭竹节纱,纬纱采用的原料是氨纶纱,棉纱在织造前需进行整经、浆染等预处理工序,氨纶纱则直接可进入织造工序。关键设备浆染联合机采用全电脑控制。
(1)整经。
整经是将棉纱按照织造工艺需要的经纱根数和长度,在相同的张力下,平行、等速、整齐地卷绕成经轴。
(2)浆染。
浆染工序分为渗透、染色、水洗、烘干、上浆、烘干等,这些工序全部在浆染联合机上完成,浆染联合机由全电脑控制,浆染过程中纱线实际走速为20~25 m/min,渗透槽、水洗槽均为2.1 m×1.1 m×0.8 m,染色槽尺寸均为2.1 m×1.1 m×1.1 m,浆染过程中染料槽内的液体均为容器的80%左右。
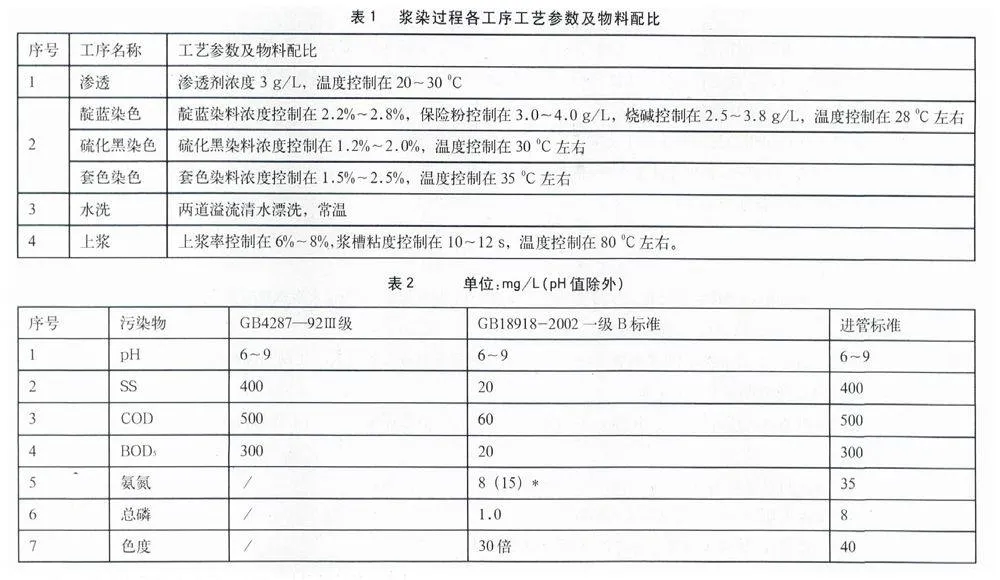
1.2 根据套色品种的不同经过多次试验浆染过程工艺参数及物料配比见表1。
2 浆染各工序具体如下
2.1 渗透
浆染的第一道工序是渗透,在渗透槽内进行,选用的渗透剂为非离子型表面活性剂,具有极佳的渗透、乳化、分散及洗涤作用,可有效清除棉纱线表面各种杂质,并防止其沾污轧辊。用于靛蓝染色时,渗透剂可防止染料的凝聚和沉淀,并有改善纱线色光的作用。
2.2 染色
工艺流程:套色生产的面料分蓝色和混合色两种,染蓝色采用靛蓝染料,染黑色采用硫化黑染料。浆染生产线共有10个染色槽,其中最前面1个槽内为硫化黑染料,其余9个槽内一般为靛蓝染料,根据靛蓝染色深度的不同选择染色槽数量,一般情况下只需用到6个染色槽,其他槽视套色情况置用。需要更换颜色时,只要调整设备轨道、改变纱线走向即可,可实现蓝色、黑色、套色交替混合浆染,如染黑色时,纱线经第一个硫化黑染色槽染色后可不通过其余9个靛蓝染色槽,直接从设备上方的轨道走过。
染色原理:
(1)染蓝色:靛蓝染料不溶于水,必须在碱性溶液(pH控制在12~13)中经过还原剂保险粉还原成隐色体后上染纤维,再暴露在空气中氧化成为不溶性靛蓝而固着在纤维上,完成其染色过程。由于靛蓝是一种结构较简单的还原染料,亲和力很小,不易染成深、浓色泽,所以必须采取浸染-氧化多次工序才能达到满意的色泽。
(2)染黑色:相比于靛蓝染料,硫化黑染料比较容易上染,因此,染黑色只需用到1个染色槽,其染色原理和染蓝色相同。
(3)染套色:为了达到混合套色的色泽稳定均匀,必须要控制好各工艺技术参数,组分配比,浆染时需要用到多个染色槽,以达到套色设计工艺要求。
染色槽内的染料液可反复使用,定期添加,如遇到设备清洗,可将染料液存放在储蓄罐内,等清洗完毕再放回染料槽回用,以节约生产成本。
2.3 水洗
染色完成后的纱线需进行水洗,牛仔布的水洗不同于常规面料印染后的水洗。根据套色牛仔布的产品特性,在使用过程中应保持牛仔服装有一定程度的褪色,因此牛仔布的水洗只是洗去少量未上染的染料,其用水量远小于普通纺织面料印染后的水洗。
本套色浆染工艺生产线产生的废水和清洗废水溢流出水洗槽后通过设备旁边的污水管道收集后进入公司污水处理站经生化加物化环保工艺的处理后达标排放。
2.4 烘干
整个浆染工艺共有2个烘干工序,第一个是纱线上浆前,为保证上浆效果,需用蒸汽烘干水洗时残留的水分,第二个是纱线上浆后、下线前,将表面的浆液烘干使之形成一层富有韧性的浆膜,以增加纱线的抗摩擦能力,烘干采用的介质为蒸汽。
2.5 上浆
由于纱线在织机织造时,要受停经片、综丝、钢筘等机件的反复摩擦,容易使纱线的结构遭到破坏而导致纱线断裂。上浆的目的使一部分浆液浸透到纱线内部的纤维之间,使纱线纤维互相粘结,提高纱线的抗拉强度。一部分浆液覆盖在纱线的表面,使纱线表面的纤维茸头贴服在纱线上,使纱线表面变得光滑。表面的浆液烘干后形成一层富有韧性的浆膜,进一步增加纱线的抗摩擦能力。浆料的主要成分为一次性淀粉和水。
3 废水排放标准(如表2)
通过先进的生化加物化污水处理生产工艺达到《纺织染整工业水污染物排放标准中》GB18918-2002一级B标准。
4 结语
(1)彩色套色牛仔布产品已全面推广于市场,深受客户喜爱,市场前景十分广阔。
(2)该产品色牢度达到相关标准,解决了色牢度不稳定的工艺难题。
(3)套色彩色牛仔布废水处理达到相关环保标准要求,产品绿色环保。
参考文献
[1]夏路易.彩色套色牛仔布产品设计教程[M].北京:希望店主出版社,2011.
[2]曾峰,侯亚宁,曾凡.浅论生化加物化污水处理生产工艺[M].北京:电子工业出版社,2009.
[3]高攸刚.套色彩色牛仔布废水处理技术[M].北京:邮电大学出版社,2012.