杨木PF树脂浸渍工艺的响应面分析
2013-12-28高喜桃
韩 健,高喜桃
(中南林业科技大学,湖南 长沙410004)
杨木PF树脂浸渍工艺的响应面分析
韩 健,高喜桃
(中南林业科技大学,湖南 长沙410004)
采用响应面Box-Benhnken中心组合试验设计与分析方法,对PF树脂浸渍杨木单板的工艺因素进行了分析,建立了浸渍工艺因素与单板增重率之间关系的二次回归模型。方差分析表明,二次回归模型高度显著,计算值与实际值之间的误差很小。抽真空时间、胶液浓度和常压浸渍时间对单板增重率具有高度显著的影响,上述因素的交互项对单板增重率影响很小。RSA得到的优化工艺参数为抽真空时间为20 min,胶液浓度为28%,常压浸渍时间为3.0 h,以上述工艺参数进行重复验证试验,试验结果与二次回归模型的计算结果误差很小,表明二次回归模型的预测是可靠的。
杨木单板;PF树脂;响应面分析;增重率
杨树是我国重要的速生丰产林和短周期工业用材林树种[1-3],杨树适应性广,成材时间短,木材纹理细致均匀,但杨木材质松软,密度低,含水率不均匀,干燥变形严重[4],这使其应用受到了较大限制,因此对杨木进行改性处理是提高杨木质量、扩大应用范围的重要途径。通过低分子量合成树脂对杨木进行浸渍是近年来杨木改性领域的一个研究热点。树脂浸渍是在一定的外界条件作用下,使树脂渗透到木材内部,与木材形成一定的物理、化学结合,从而使木材的物理力学特性得到改善和提高[5-6],木材的增重率是评价浸渍效果的主要指标。浸渍用合成树脂主要有三聚氰胺-甲醛树(MF)、酚醛树脂(PF)、脲醛树脂(UF)以及异氰酸酯类、多元羧酸类等[7-8]。有研究表明,与普通LVL相比,用经PF树脂浸渍的杨木单板生产的LVL的弹性模量(MOE)和静曲强度(MOR) 分别提高了25%和10%,吸水厚度膨胀率(TS)下降了50%左右[9-12]。文章通过响应面试验设计与分析方法(RSA),对工艺因素与杨木单板浸渍效果之间的关系进行研究。
1 材料与方法
1.1 材 料
杨木单板树种为意杨Populus euramevicana,取于湖南益阳,单板基本密度0.39 g/cm3,幅面规格200 mm×400 mm,厚度2 mm,含水率7%~10%。浸渍胶黏剂为实验室自制PF树脂,pH值8.5,固体含量45.6%,粘度115 mPa·s,游离酚含量0.63%。
主要试验仪器设备:RZZ湘-024-05真空压力罐,2XZ-2型旋片真空泵。
1.2 试验方法
单板浸渍采用减压浸渍和常压浸渍相结合的工艺,先将单板置入装有PF树脂胶液的真空罐内,抽真空浸渍一段时间(真空度0.02 MPa),然后在常压下继续浸渍,达到规定时间后将单板取出,滴去表面多余的胶液。试验选取抽真空时间(A)、胶液浓度(B)、浸渍温度(C)和常压浸渍时间(D)4个因素,每个因素选取5个水平,试验因素与水平如表1所示。
首先通过单因素试验方法,确定各因素与单板浸渍效果之间的关系,对某一因素各水平进行试验时,其余各因素均选择某一固定水平(抽真空时间为30 min,胶液浓度为30%,浸渍温度为30 ℃,常压浸渍时间为3 h)。在对单因素试验结果分析的基础上,再采用Box-Behnken中心组合设计方法,对保留下的试验因素、水平与单板浸渍效果之间的关系进行响应面分析,以确定试验因素与水平的优化组合。单板的浸渍效果用单板增重率评价,单板增重率计算公式如下:

式中:W为增重率,M1为单板浸渍处理后重量,M0为单板浸渍前重量。
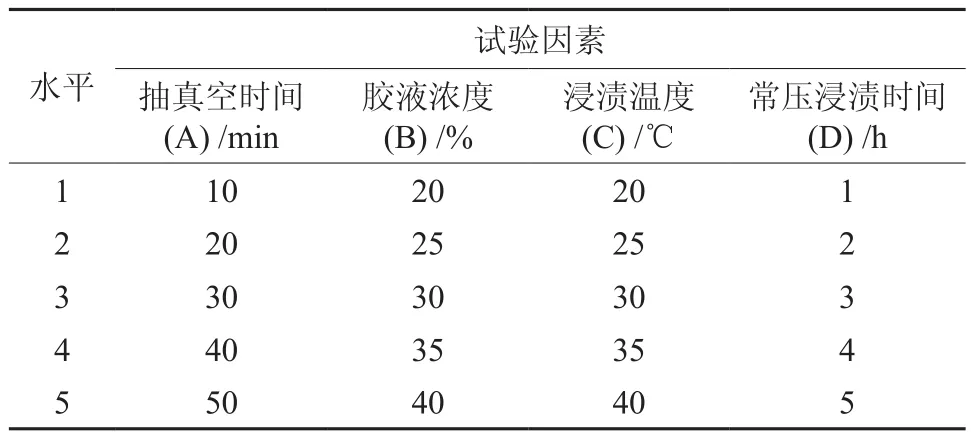
表1 试验因素与水平Table 1 Factors and levels of test
2 结果与分析
2.1 单因素试验结果分析
单因素试验的目的是为响应面试验和分析提供工艺因素及水平的选择区间,从单因素试验结果可见,抽真空时间、胶液浓度和常压浸渍时间在试验水平所选区间内,单板增重率均可在某一
水平处具有最大值(图1a、b、d),但在浸渍温度的所选水平区间,随温度上升单板增重率总体呈下降趋势,无法确定单板获得最大增重率对应的浸渍温度水平,因此选择抽真空时间、胶液浓度和常压浸渍时间作为响应面试验因素。试验因素与水平设计如表2所示。

图1 工艺因素与单板增重率之间的关系Fig.1 Relationship between technology factors and the weight gain rate of veneers
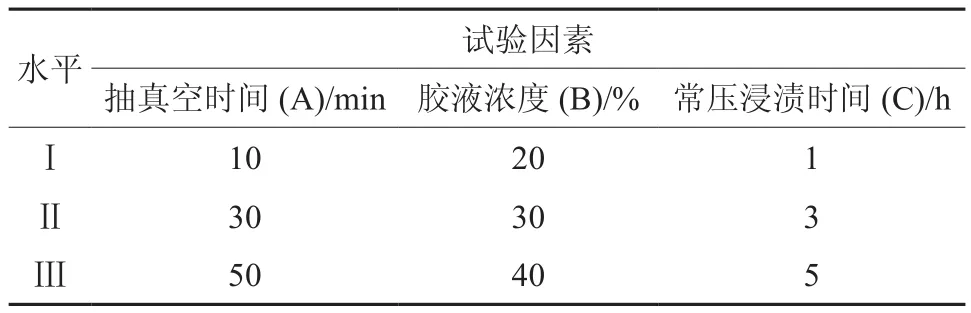
表2 响应面试验因素与水平Table 2 Fctors and levels of test of RSA
2.2 二次回归模型显著性分析
通过响应面分析软件(RSA)对试验结果的分析,得到各工艺因素与单板增重率之间的二次回归模型如下:

式中:y为单板增重率(%),A为抽真空时间(min),B为胶液浓度(%),C为常压浸渍时间。
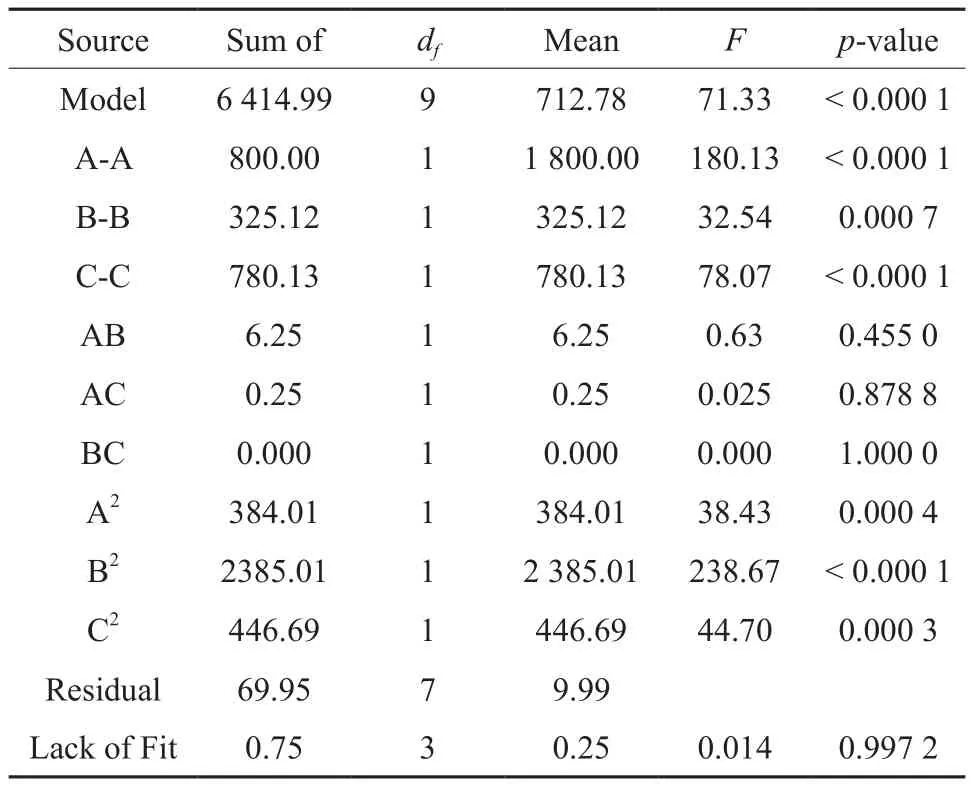
表3 响应面二次方程模型的方差分析Table 3 Variance analysis of response surface quadratic model
二次回归模型的方差分析结果表明,该模型 F=71.33,p-value(Prob> F)< 0.000 1,表 明该二次回归模型建立的工艺因素与单板增重率之间的关系是高度显著的。另由表3可见,三因素的交互项AB、AC和BC的 p-value(Prob>F)>0.05,表明它们对单板增重率的影响很小,基于此,可将二次回归方程(2)修正为:

表3中 的“Lack of Fit”(拟 合 缺 失 )为0.014,且p-value(Prob>F)= 0.9972,表明二次回归模型与实际值之间的误差很小,可以用二次回归模型(3)对一定条件下的单板增重率进行预测。
2.3 工艺因素对单板增重率的影响
由表3可见,浸渍工艺因素抽真空时间(A)、胶液浓度(B)和常压浸渍时间(C)的P值(Prob>F)分别为0.000 1、0.000 7和0.000 1,均远小于0.01,表明它们对单板增重率具有高度显著的影响。如前所述,上述因素的交互项AB、AC和BC对单板增重率的影响很小。图2、图3、图4反映了各工艺因素与单板增重率之间的关系。
由图2可见,对某一确定的单板增重率,当胶液浓度在28%以下时,随抽真空时间延长,胶液浓度呈下降趋势;当胶液浓度在28%以上时,随着抽真空时间延长,胶液浓度亦呈增加趋势。如,单板增重率为162%,抽真空时间为30 min时,胶液浓度为21%或36%;当抽真空时间缩短至20 min时,胶液浓度则分别增加或降低至24%和33%。
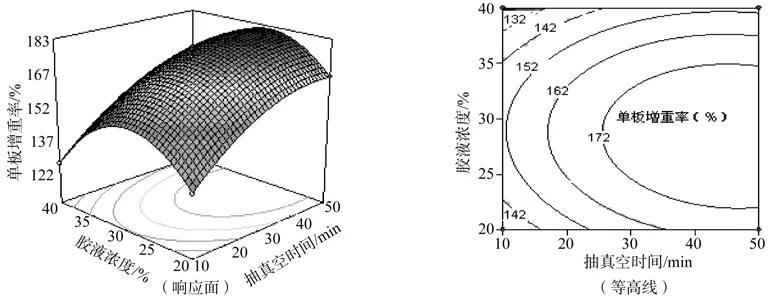
图2 抽真空时间和胶液浓度与单板增重率关系的等高线与响应面Fig.2 Contour line and response surface of relationships between vacuumizing time and resin concentration and weight gain rate of veneers
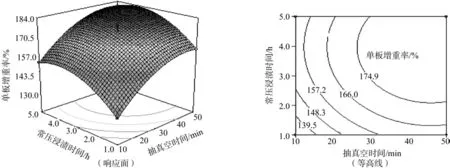
图3 抽真空时间和常压浸渍时间与单板增重率关系的等高线与响应面Fig.3 Contour line and response surface of relationships between vacuumizing time and impregnation time in ordinary pressure and the weight gain rate of veneers

图4 胶液浓度和常压浸渍时间与单板增重率关系的等高线与响应面Fig.4 Contour line and response surface of relationships between resin concentration and impregnation time in ordinary pressure and weight gain rate of veneers
由图3可见,在常压浸渍时间3.8 h以内,抽真空时间与常压浸渍时间具有反向增长的关系,即对某一确定的单板增重率,随抽真空时间延长,常压浸渍时间相应缩短,相反亦然。如,单板增重率为166%,抽真空时间为30 min时,常压浸渍时间为1.8 h,当抽真空时间延长至40 min时,常压浸渍时间缩短为1.4 h;相反,当抽真空时间缩短至20 min时,常压浸渍时间则延长至3.2 h。
由图4可见,对于某一单板增重率,当胶液浓度在28%以下时,随胶液浓度增加,常压浸渍时间相应缩短,当胶液浓度在28%以上时,随胶液浓度增加,常压浸渍时间也相应增加。如,单板增重率为169.5%,胶液浓度为25%时,常压浸渍时间为2.5 h,当胶液浓度增加到28%时,常压时间缩短至2.1 h;另,当胶液浓度增加到35%时,常压时间则延长至4.0 h。
2.4 工艺因素选择与验证
通过RSA响应面分析软件对二次回归模型的计算,得到抽真空时间为20.42 min,胶液浓度为27.53%,常压浸渍时间为3.27 h时,单板预测的最大增重率为178.94%。为便于操作,对上述工艺参数作适当调整,取抽真空时为20 min,胶液浓度为28%,常压浸渍时间为3.0 h,由于不同胶液温度对单板增重率的影响差异不大,选择胶液温度为室温,通过重复试验对RSA分析预测的可靠性进行验证,重复试验结果为单板增重为177.85%,RSA分析的预测值与实际值相差很小,表明上述工艺参数是使单板增重率达到最大的最优组合,可以用于对单板浸渍PF树脂后的增重率的预测。
3 结 论
(1)方差分析表明,二次回归模型建立的工艺因素与单板增重率之间的关系是高度显著的,模型计算值与实际值之间的误差很小,可以用该模型对一定条件下的单板增重率进行预测。
(2)抽真空时间(A)、胶液浓度(B)和常压浸渍时间(D)对单板增重率具有高度显著的影响,但上述因素的交互项AB、AC和BD对单板增重率的影响很小,浸渍温度(C)各水平对单板增重率的影响差异也很小。
(3)RSA分析得到的优化工艺参数为抽真空时间为20 min,胶液浓度为28%,常压浸渍时间为3.0 h,以上述工艺参数进行重复验证试验,试验结果与二次回归模型的计算结果误差很小,表明二次回归模型的预测是可靠的。
[1] 张忠涛.我国的杨树资源与开发利用[J].林业建设,2001,(5):21-24.
[2] 张勤丽.我国意杨加工利用概况[J].林产工业,2000,27(5):3-6.
[3] 刘盛全.我国杨树人工林材性与加工利用研究现状及发展趋势[J].木材工业,1999,13(3):14-16.
[4] 刘艳萍,陈志林,曾 辉.杨木特性对其胶合板质量的影响及对策[J].河南林业科技,2006,26(1):29-30.
[5] 张云岭.低分子量三聚氰胺-甲醛树脂固定泡桐压缩木回弹的研究[J].木材工业,1996,10(6):15-18.
[6] 刘君良,李 坚,刘一星.PF预聚物处理固定木材压缩变形的机理[J].东北林业大学学报,2000,28(4):16-20.
[7] 方桂珍,李 坚,孔 漫,等.多元羧酸与木材酯化反应特征和交联反应参数[J].林业科学,1998,34(6):93-97.
[8] 常德龙,陈玉和,胡伟华,等.用低分子树脂进行泡桐木材表面强化的研究[J].林产工业,1997,24(6):7-10.
[9] 韩 健,高喜桃.热压过程竹材的径向应变特性[J].中南林业科技大学学报,2010,30(8):96-99.
[10] 刘凯能,韩 健.不同热压条件下的中温酚醛树脂竹胶合板力学性能比较[J].中南林业科技大学学报,2012,32(6):168-171.
[11] 韩 健,罗 丹.圆竹气干过程的物理特征变化[J].中南林业科技大学学报,2012,32(7):110-114.
[12] H J Zhang,Y H Chui M H. Schneider compression control and its significance in the manufacture and effects on properties of poplar LVL[J]. Wood Science and Technology,1994,28,285-290.
Response surface analysis on impregnation technology of poplar with PF resin
HAN Jian, GAO Xi-tao
(Central South University of Forestry & Technology, Changsha 410004, Hunan, China)
The technology factors, which affect the impregnation result of PF resin into poplar veneer, were investigated through the response surface Box-Benhnken centre combination tests, and the quadratic regression model, on the relationship between impregnation technology factors and weight gain rate of veneers, was established. The variance analysis results show that the quadratic regression model was highly significant, the errors between calculated value and actual value was very small, and the pump-down time, concentration of resin and impregnation time in ordinary pressure significantly affected the weight gain rate of the veneers,but the interactive items as above factors had scarcely any effects to the weight gain rate of veneers. The optimized technology factors through RSA were: vacuumizing time 20 min, concentration of resin 28%, and impregnation time in ordinary pressure 3.0 hours which were tested repeatedly for confirmation. The findings show that there was very small error between the calculated value by quadratic regression model and the test value.
poplar veneer; PF resin; response surface; weight gain rate
S792.11;S781.6
A
1673-923X(2013)09-0098-05
2013-02-26
科技部科技人员服务企业行动计划项目(SQ2009GJD2005258)
韩 健(1954-),男,湖南怀化人,教授,博士,主要从事木材改性与人造板工程研究;E-mail:hanjianwm@163.com
[本文编校:吴 毅]
