金属表面上被毁冲压字迹的显现研究
2013-12-24党盼峰傅晓海
党盼峰,傅晓海
(甘肃政法学院公安技术学院,甘肃 兰州 730070)
金属制品上通常采用加工冲压字迹以说明其生产编号、规格参数等铭牌信息。为掩盖其犯罪事实,犯罪分子会将金属制品上冲压字迹挫毁,如目前在盗窃机动车辆案件中,犯罪分子通常利用砂轮或锉刀将被盗车辆发动机号码和车架号码进行挫毁,使其无法辨认。这给案件侦查带来了很大困难。对此情况,进行了大量实验研究,利用抛光技术与腐蚀化学方法成功地对金属制品上被毁冲压字迹进行了显现。
1 冲压字迹显现的理论基础
在金属表面上加工冲压字迹时,在切应力作用下,晶体发生塑性变形的滑移机制见图1,导致金属发生塑性变形,形成冲压字迹下凹现象。依据金属位错理论,位错引起了晶体体积的变化,即被冲压字迹处的金属原子在外力作用下,失去正常的排列结构,形成位错潜像,宏观上表现为金属体积的变化。外力作用使金属位错部位的晶格发生畸变,导致位错部位金属能量聚积,处于不稳定状态,因此金属位错潜像其实质即为能量差潜像。所以金属上冲压字迹虽然被挫毁,但内部的能量差潜像却保存完整,不受影响。因此,只要挫毁的深度不超过金属位错发生的范围,能量差潜像就依然存在。
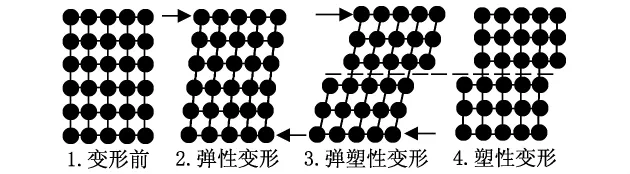
图1 单晶体滑移示意图
金属受冲压后,金属原子受外力作用,破坏了金属键的稳定性和内部致密性,冲压部分与周围部分的金属键稳定性、内部致密性会产生明显差异;冲压字迹部位由于位错处于能量不稳定状态,其活化能增高,较周围部位更容易被化学腐蚀。即用显现试剂腐蚀时两部分溶解速率会有明显的差别,字迹部位形成易观察的下凹形态见图2。金属受冲压的部位,在冲压字迹下内层部分的金属晶体,由于冲压外力的传导也存在着结构的变化,并且按照冲压力传导距离的不同,造成金属深层的改变渐渐减弱。在金相显微镜下,可以按其结构变化的程度将其分为:硬化层(严重碎裂层)、应变层、过渡层、基体层。根据实验观察,待显金属制品的硬化层损毁越少,显现效果越好。损毁达到应变层显现效果次于硬化层,损毁达到过渡层显现效果又次之,如果将基体层全部损毁就失去了显现的条件。因此在对待显金属制品进行机械抛光处理时,要特别注意抛光余量。
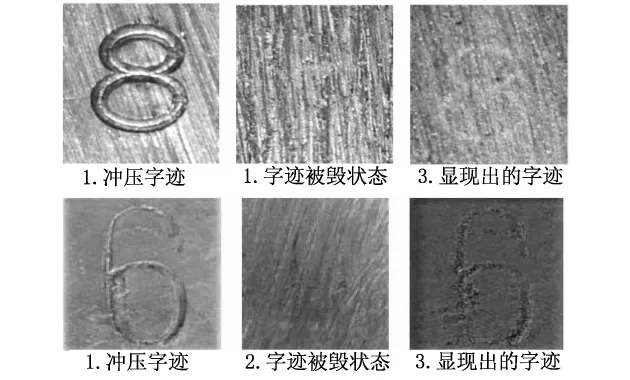
图2 金属制品上被摧毁字迹的显现
2 对检材待显部位的抛光处理
金属表面平整光滑的程度对于金属表面字迹显现的效果影响较大,这主要是由于金属表面对光线的反射作用造成的。金属表面越平滑,对光线的反射越集中,显现出的字迹才越清晰。对待显部位抛光是一个较为耗时耗力但却关键的过程环节,因此应根据金属材料的具体状况,合理简化操作步骤,降低对抛光的要求,但应达到显现所需的抛光条件。
2.1 抛光工具与操作方法
抛光工具常用的有油石、砂纸、研磨抛光剂等,其中油石和砂纸用于粗抛光,研磨抛光剂用于精抛光。对于磨损严重的金属制品表面,抛光时要考虑抛光余量。表面清洗后,将损毁痕迹整平,然后由粗到细使用砂纸逐级抛光;对于损毁较轻的,可直接用 或 的砂纸抛光,然后逐级提高砂纸的号数抛光至理想的粗糙度。对于软质材料,应尽量抛光至镜面光滑;一般情况下,在用砂纸抛光至粗糙度为 之后,应改用毛毡醮研磨膏进行精密抛光来继续降低粗糙度。
在抛光过程中,每一次更换抛光工具(如研磨膏、抛光砂纸)时,都要用脱脂棉醮清洁的煤油对表面进行仔细擦拭,不允许将上一工序的抛光磨粒带入下一工序;尤其到了精抛阶段,更应仔细轻微地操作,不能用醮有煤油的脱脂棉在金属表面上来回反复的擦拭,应顺一个方向轻轻地擦拭,否则会导致越抛越粗的现象产生。
2.2 抛光过程中可能产生的缺陷及其解决方法
抛光过程中产生的主要问题即所谓的“过抛光”。其结果是抛光时间越长,表面反而越粗糙,包括“橘皮状”和“针孔状”问题。
对于“橘皮状”问题,抛光时压力过大且时间过长时会出现此情况,在金属表面产生橘皮状的纹路,软质材料容易产生这种过抛光现象。其原因不是制造材料有缺陷而是抛光用力过大,导致金属材料表面产生微小塑性变形,而影响显现反应后的观察。唯一的避免方法就是使用软质抛光工具。
对于“针孔状”问题。由于金属材料中含有杂质,在抛光过程中,这些杂质从金属组织中脱离出来,形成针孔状小坑。这种现象可以通过避免使用氧化铝研磨膏进行机械抛光,在适当的压力下做最短时间的抛光。
3 在已抛光金属表面进行化学显现反应
在实际案件中,金属制品通常为机动车发动机、车架等。发动机普遍采用铸铁或铸铝材料,车架通常为合金钢材料。因此可以利用酸性溶液与金属铁或铝的化学反应达到显现目的。目前化学显现试剂的研究主要集中在浓盐酸、浓硝酸和浓硫酸等强酸溶液上。对于合金钢和铸铁材料,可采用单一的浓度为10%~20%浓盐酸或浓硝酸溶液进行显现,或使用其他一些混合溶液,如使用乙醇-冰醋酸作为甲液、氯化铁为乙液、盐酸为丙液进行显现;对于铸铝发动机材料,可采用10%~20%的浓盐酸或浓硫酸进行显现,铝具有两性,因此在显现铝制材料上的冲压字迹时,还可以采用氢氧化钠作为显现试剂,即:2Al+2OH-+2H2O=2Al O-2+3H2↑。大量实验表明,对于铸铝材料,冲压号码在碱性溶液中的显现时间要比在酸性溶液短,且该试剂配方显现效果更为清晰。
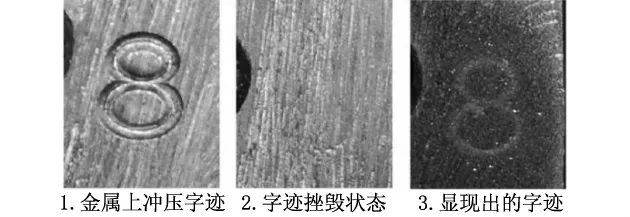
图3 碱性溶液显现铸铝材质上的被毁冲压字迹
由于抛光处理后,显现反应过程中,金属进行阳极溶解时金属表面上没有钝化膜存在,且活性阳极溶解是在整个金属表面上均匀分布(从宏观上看不出金属表面上有局部区域的阳极溶解速度明显大于金属表面的其他区域),这种反应过程属于活性区的均匀腐蚀过程。也许从微观上看,可能在各个瞬间腐蚀过程的阳极反应和阴极反应是在金属表面上的不同“点”进行的,但在均匀腐蚀的整个过程中,阳极反应和阴极反应在金属表面上所有“点”上进行的机会是大致相同的,否则就不会出现均匀腐蚀现象。因此,在均匀腐蚀的情况下,金属阳极溶解反应和阴极还原反应都是宏观地在金属表面上均匀分布的,所以不会出现由于金属表面各区域与显现试剂溶液反应存在先后顺序致使表面形成凹凸反映而干扰由于存在能量差潜像所形成的凹凸特征。
不论是何种金属材质与化学试剂反应,目的是要显现冲压部位与周围部分的凹凸形态,所以必须保证腐蚀化学反应在抛光过的金属表面上是均匀分布、同步进行,即保证在待显部位上进行的是活性区的均匀腐蚀。从而才能观察到仅是由于存在能量差潜像(即金属键稳定性、金属内部致密性差异)而出现的腐蚀溶解速率快慢的对比。除此之外,其他一切引起腐蚀溶解速率快慢的因素都是干扰。
4 讨 论
对于金属表面上的冲压字迹,在冲压凹下部位,内层部分仍保存着冲压所致的金属原子密集等差异,这些差异对一定波长的光的反射能力是不同的,但肉眼却无法辨别这种差异。这是由于大多数金属组织不同疏密部分反射能力的差异都较小,不足以造成显著的衬度,使肉眼无法辨别。例如在铁合金中α-Fe和r-Fe的反光能力分别为0.55和0.60,则两相的衬度为:K=(0.60-0.55)/0.60=8.3%。而人眼睛能够辨别的最小的密度差大约是,因此人眼无法辨别铁的α相和r相。金属冲压字迹显现的技术原理就在于应用化学方法使这种差异以某种宏观的形式表现出来,从而识别出字迹形态。
金属冲压字迹的化学显现过程是一个动态过程。从显出模糊字迹开始,随着反应进行逐渐变得清晰;达到最清晰时若未能及时中断反应过程,则字迹又会逐渐模糊,这是因为化学试剂的量较大,致使显现出的字迹又被腐蚀所造成的。实际操作中显现出的动态凹凸对比的最佳形态一般在3~5分钟内消退,因此需要操作人员认真观察显现进程在字迹达到清晰时及时拍照记录,固定最佳字迹形态。由于有些字迹或符号的笔画结构比较复杂,使得能量差较小,潜像不明显,因此有时显现数字或符号相对模糊或残缺,对于这种情况,需依据残缺字迹的辨别方法来读取,比如从单字的笔画结构、偏旁部首进行分析,结合字与字的类别进行分析,依据数字位置的界定等来读取显现字迹。
[1]王世全,王彦吉.刑事技术学教程[M].北京:中国人民公安大学出版社,2006.
[2]邓文英.金属工艺学[M].4版.北京:高等教育出版社,2000.
[3]曹楚南.腐蚀电化学原理[M].2版.北京:化学工业出版社,2004.
[4]刘光庭,郑亚军,相淑珍.金属表面字迹显现技术[M].北京:中国人民公安大学出版社,2006.
[5]徐强,涂铤繁.电解法显现铝合金机动车发动机号码[J].刑事技术,2009(6):39-41.