数控车床由于线路不良引起的故障
2013-12-23王银洲
王银洲
(许昌市高级技工学校,河南 许昌461500)
1 实例1
故障现象:一台系统为FANUC 0i 的数控车床,主轴配置有增量式脉冲编码器,近段时间不能执行螺纹加工,而非螺纹切削加工正常(显示装置上有主轴速度显示)。
故障分析:初步判断是主轴编码器故障。原因是:当执行螺纹加工指令时,系统没有得到主轴位置检测装置发出的一转信号。故将另一台配置相同数控车床的编码器置换,但故障依然存在。
主轴编码器的工作原理:主轴编码器采用与主轴同步的光电脉冲发生器,通过中间轴上的齿轮1∶1 同步传动。主轴旋转与Z 轴进给之间的插补。当执行螺纹加工指令时,系统得到主轴位置检测装置发出的一转信号后开始进行螺纹加工,根据主轴的位置反馈脉冲进行Z 轴的插补控制,即主轴转一周,Z 轴进给一个螺距或一个导程。
主轴编码器接线图:主轴编码器一般与主轴采用1∶1齿轮传动且采用同步带连接,编码器为1024 脉冲/r,经过系统4 倍频电路得到4096 个脉冲/r。其信号及连接图如1所示。
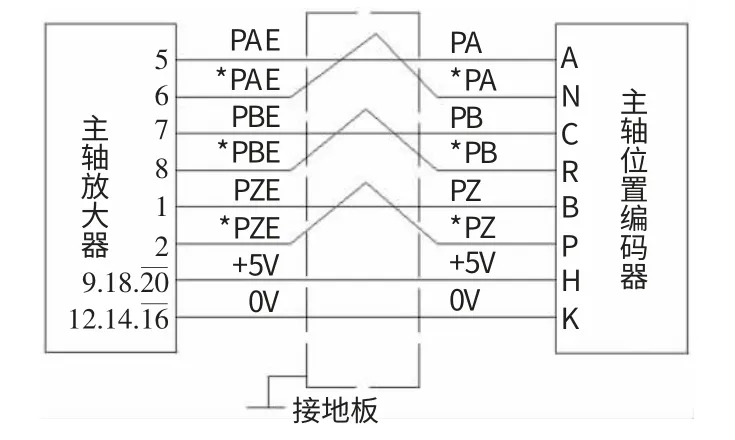
图1 主轴位置编码器信号及接线图
分析可能产生故障的原因:
(1)主轴编码器的位置信号PA、*PA、PB、*PB 不良或连接电缆断开;(2)主轴编码器的一转信号PZ、*PZ 不良或连接电缆断开;(3)主轴编码器与系统之间的连接不良;(4)系统或主轴放大器故障。
故障处理方法:以上几种可能产生故障的原因都是由线路不良引起的。由于显示器上有主轴速度显示,故首先排除故障产生原因(1);然后通过加工指令G99(每转进给加工)和G98(每分进给加工)切换来判别,结果G98进给切削正常而G99 进给不执行,则判定故障产生原因为⑵,通过接线图对编码器侧和放大器侧各连接线路逐一仔细检查,最终发现编码器的一转信号PZ、*PZ 接线端开焊,将其重新焊接好,故障消除。
2 实例2
故障现象:一台配置为GSK980TD 的无级调速的数控车床,在加工过程中,主轴经常停止转动,变频器无报警信息。
故障分析:该数控车床配置的是正弦EM303A 变频器。经观察发现,主轴工作一段时后会停止转动,变频器的数码显示器显示的数值和正常工作时相同。询问该机床的操作工人得知,这台变频器前不久才更换,从更换后机床经常出现这样的问题,有时主轴停转后,重新按正转机床能够正常工作,有时无论怎么操作都不能让主轴转动。
查看说明书,将F0-04 功能代码改为0(键盘启动)后,按下RUN 键后,电机运转正常,这样可以排除电动机旋转异常,判断问题可能出自变频器。
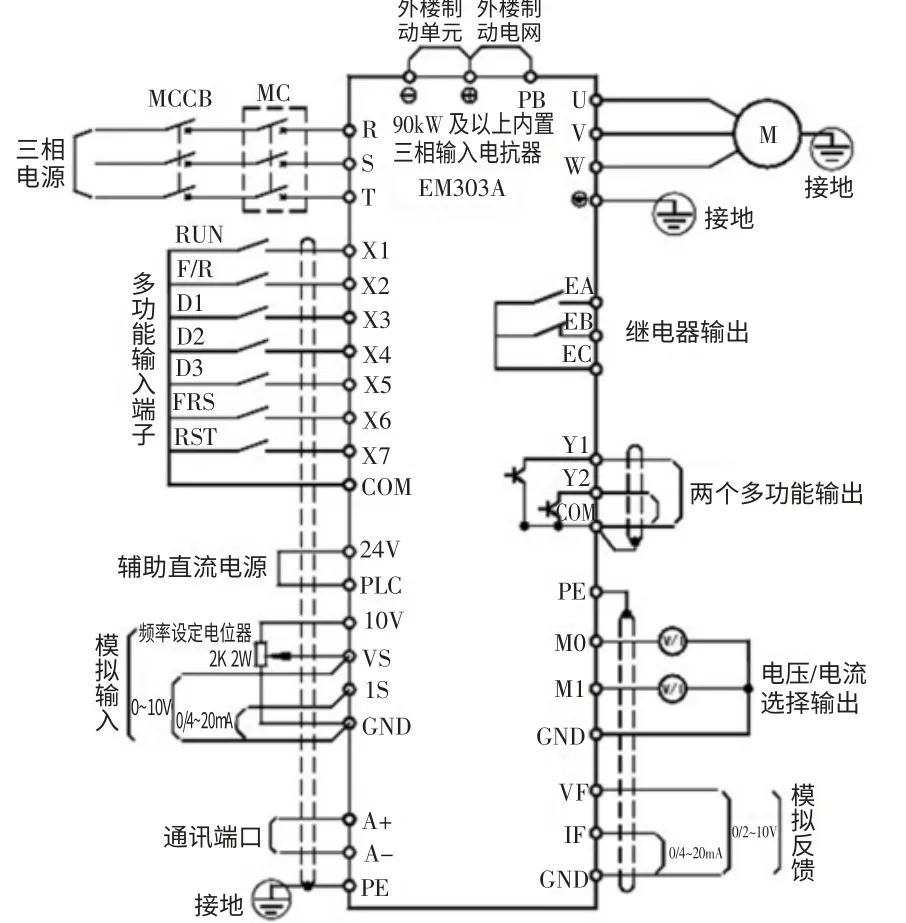
图2 控制回路标准接线路

图3 控制回路端子排列
根据图2 变频器控制回路接线图,查检图3 所示控制回路端子。螺钉、接线头、电线等并没有松动等异常情况。然后,通过功能代码C0-28,查看变频器VS 输入模拟电压为规定值。仔细分析控制回路接线图,主电路、控制回路、模拟输入/输出均没有异常。当排查到辅助直流电源时,发现图2 所示,24V 与PLC 金属片连接螺钉松动,用工具锁紧后,故障排除。
3 结 语
数控机床的常见故障一般发生在线路不良上,尤其是一些经常活动的位置。针对这一类问题,我们首先要分析其工作原理,了解其接线图原理图,根据接线图逐一排查。
[1] FANUC 0i 维修说明书[Z].北京发那科机电有限公司
[2] 王凤蕴,张超英.数控原理与典型数控系统[M].北京:高等教育出版社,2003.
[3] 龚中华.数控机床故障诊断与维修500 例[M].北京:机械工业出版社,2005.
[4] 深圳市正弦电气股份有限公司.EM303A 系列开环矢量变频器用户手册[Z].2011.
