薄壁型钢表面三维形貌测量系统的研制
2013-12-23陈龙
陈 龙
(南京理工大学 机械工程学院,江苏 南京 210094)
0 引言
薄壁型钢因其重量轻、强度高、性能稳定等特性而越来越受到人们的关注。目前,国内外对薄壁型钢的三维形貌已经进行了大量的测试试验,其中多采用手工方式控制导杆式位移传感器测量试件表面若干测点,再对测量数据进行处理分析。但是,接触式传感器的探针与被测试件表面直接接触,对试件表面产生划痕之类的破坏,而且接触力对试件产生微小变形,影响测量精度,同时这种测量方式均由操作者手工操作完成,对操作人员的专业技术水平要求比较高,且会造成不同程度的测量误差。
本文研究了一种自动、快速、精确的三维形貌测量系统,该系统采用非接触式测量方法,保证在对试件表面不产生任何损伤的前提下测量试件的三维形貌尺寸,将试件表面的形状和位置等数据生成相应的数据表格,同时建立试件的三维网格模型,为薄壁型钢承载问题试验奠定基础。
1 薄壁型钢表面三维形貌测量系统的原理
薄壁型钢表面三维形貌测量系统主要包括计算机、步进电机、滚珠丝杠、直线导轨和激光位移传感器[1]。对本系统的基本要求是:①测量时间短,可编程控制测量路径以及测量的范围和速度;②传感器响应快,一般1s~2s就能采集一个数据;③数据存储空间大,由于需要逐点测距,数据量大;④测量误差能控制在一定范围之内,一般为±0.5mm。本文采用的激光位移传感器型号为OADM 12U6460/S35A,其响应时间<900μs,线性误差为±(15~350)μm;步进电机为上海固若金电子科技公司的42BYGH250A 型步进电机,其径向最大跳动为0.02mm,轴向间隙为0.1mm~0.3mm,步距角为1.8°。可算出步进电机每运动一步,激光位移传感器沿水平方向运动50μm,可以满足上述要求。
1.1 薄壁型钢表面三维形貌测量系统的测量原理
如何控制测量系统在被测试件表面上自动连续测量曲面轮廓,是本系统的设计关键所在。图1为本系统的机械运动部分原理图。
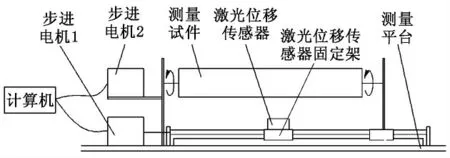
图1 机械运动部分原理图
图1中,激光位移传感器安装在随着滚珠丝杠旋转作直线运动的固定架上,滚珠丝杠与步进电机1连接,在步进电机1带动下作匀速旋转运动;步进电机2与被测试件连接,通过程序控制被测试件作相关运动。试件的运动和激光位移传感器的直线运动相结合,试件的旋转角度确定被测点的极角,激光位移传感器的测量数据为被测点的极径,激光位移传感器的移动距离确定被测点的横向位置,从而精确测得测点的空间坐标。测量系统工作期间,所有的运动均由控制系统控制,同时记录下转动信息。
1.2 薄壁型钢表面三维形貌测量系统的控制原理
测量系统工作时,自动将激光位移传感器移至初始测量位置,首先在计算机中输入相关参数,设定测量路径以及测量的范围和速度。激光位移传感器作水平运动到某一位置后,被测试件旋转一定角度,激光位移传感器对该截面上的若干个点进行测量。该截面测量完成后,激光位移传感器沿水平方向移动一定距离,进行下个截面的测量。完成整个试件测量后,数据保存为Excel文档,为数据后期处理做准备。
图2为测量系统控制原理图。该测量系统可根据操作者的指令控制两个步进电机[2]运动,向数据采集系统发送数据采集命令,将所有点的测量数据和关系数据存入到计算机中。

图2 测量系统控制原理图
1.3 求解采样点的空间坐标
由于激光位移传感器只能测量传感器激光发射面到激光反射面的距离,因此必须将测量值转化为各个实际尺寸值[3]。以圆柱薄壁型钢为例,在圆柱上取n个采样横截面,设每个横截面上采样点数为m。图3为某一采样横截面的测量示意图,则采样点的空间坐标可表示为:
pij(ri,θi,zj) i=1,2,…,m;j=1,2,…,n。

2 测量系统试验研究
采用上述测量系统对一圆柱薄壁型钢试件进行表面三维形貌测量试验,并绘制所测表面的三维图形。该试件壁厚为3 mm,外径为160 mm,长度为600 mm。测量前应先对测量试件表面进行网格划分,试件沿周向均匀设定200个测点(间隔1.8°),沿轴向设定41个测点(间隔15mm),共计8 200个测点。

图3 横截面测量示意图
2.1 试验测量结果
按照图2的系统控制原理图对该试件进行测量,测量完成后分析处理数据,将所得到的数据转换成柱坐标系中的三维坐标[4],测量及转换后的部分数据如表1所示。

表1 试验测量的部分数据
将数据从Excel表中导入后处理软件,可得到如图4所示的三维网格曲面。测量结果表明,该圆柱薄壁型钢试件表面总体光洁度较好,但是大约在465 mm 处的截面上有一个凹坑,深度为17mm 左右。
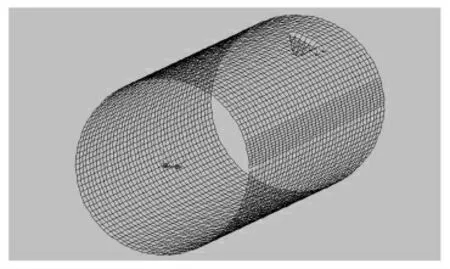
图4 被测试件表面三维形貌
2.2 影响测量精度因素分析
影响薄壁型钢表面三维形貌测量系统测量精度的因素包括很多方面:①系统中步进电机的精度直接影响系统水平方向的数据zj和工件旋转的极角坐标值θi;②测量平台的平面度也是影响测量精度的一个重要因素,它直接影响传感器到基准轴之间的距离D;③测量环境以及被测试件本身的某些特性也会影响测量精度,例如试件表面的颜色若为黑色或是比较暗的颜色时,由于表面对红色激光吸收较大,故传感器接收到的光信息很少,易引起较大的误差,相反,被测表面为白色或接近白色时测量误差较小。
3 结论
本文采用激光位移传感器作为测量元件,研制了一套薄壁型钢表面三维形貌测量系统,对该系统的机械原理和控制原理进行了分析和设计。通过激光位移传感器的水平直线运动和被测试件的旋转运动实现对薄壁型试件的表面三维形貌测量,系统中所有的运动均由计算机控制步进电机实现,测量的路径以及数据的采集和存储均由计算机自动控制,因此该测量系统具有非接触、精确、自动、快速等显著特点。
用该测量系统对一试件进行试验,所测数据和生成的三维图形符合被测表面的实际形状,验证了该系统的适用性。
[1] 李演楷.激光位移传感器输出特性分析及应用[D].长春:吉林大学,2011:6.
[2] 王勇.步进电机和伺服电机的比较[J].西部煤化工,2010(12):47-19.
[3] 朱万彬,钟俊.激光位移传感器在角度测量中的应用[J].传感器与微系统,2010,29(6):131-133.
[4] 张清富,杨武装.简易型激光断面仪的研制和使用[J].隧道建设,2003,23(5):55-56.
