一种可加工方形工件的新型夹具设计
2013-12-23梁昌起
梁昌起
(淮北秋艳工贸有限责任公司液压阀厂,安徽淮北235037)
1 引 言
随着淮北周边机械加工行业的兴起,企业的竞争愈发激烈。面对工矿配件加工企业,提供的产品多为同质、技术含量低,只有通过降低单位产品的成本,才能达到规模经济效益。该夹具可大幅提高产品生产效率,可靠保证产品的质量,减轻工人的劳动强度以及保证生产安全,充分发挥和扩大机床的工艺性能。
在机械制造过程中,夹具用于固定加工对象,使之占有正确的位置,以接受加工或检测,并保证加工要求的机床附加装置。在机床上加工工件的时候,必须用夹具装好夹紧待加工工件。将工件装好,就是在机床上确定工件相对于刀具的正确位置,这一过程称为定位。将工件夹紧就是对工件施加作用力,使工件在已经定好的位置上可靠夹紧,这一过程称为夹紧。从定位到夹紧的全过程,称为装夹。
2 夹具的设计
该夹具利用了六点定位原理,通过改进解决了台钳装夹的弊端:工件效率低,劳动强度大,加工质量不稳定,而且往往需要增加划线工序等。“六点定位原理”就是:当工件在不受任何条件约束时,其位置是任意的不确定的。由理论力学可知,在空间处于自由状态的刚体,具有6 个自由度,即沿着X、Y、Z 三个坐标轴的移动和绕着这三个坐标轴转动的自由度。6 个自由度是工件在空间位置不确定的最高程度,定位的任务,就是要限制工件的自由度。在夹具中,用分别适当的与工件接触的六个支撑点,来限制工作六个自由度的原理,即为“六点定位”原理。
该夹具适用于外形规则的方体形工件(如图1)的加工。
工件预加工内容:(1)该工件两大平面已加工,工件所待加工的部位为a、b、c、d 四个窄平面,零件的形状、尺寸及其形位公差如图所示。(2)零件的生产批量10000 件,属大批量生产。夹具的结构设计如图2 所示。

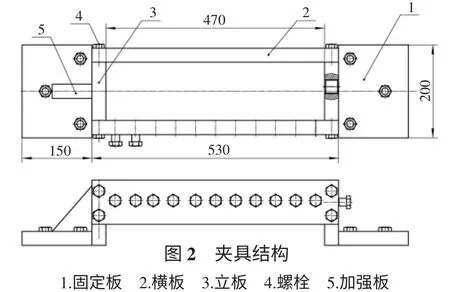
该夹具的优点是:该夹具通过立板3 限制工件的三个自由度,通过机床台面限制工件的两个自由度,横板2 限制工件一个自由度。从而确保了工件相对机床和刀具之间只有唯一的位置。工件的夹紧装置由设在立板中间的一个M30 螺栓提供主夹紧力,通过横板上的9 个M16 螺栓提供辅助夹紧,从而保证工件在切削力的作用下不会发生位置改变,确保了产品的形位公差。该夹具一次可加工9 件产品,比使用台钳每次装夹1 件比,功效提高了9 倍;由于该夹具属于半封闭式装夹,侧面又有9 个螺栓提供辅助夹紧力,使得工件在生产中的安全性大大提高,避免了台钳装夹时由于车削力增大造成工件飞出的危险。夹具的横板2 保证了工件两侧面间的垂直度公差,大大节省了用于找正垂直度的时间,降低了工人的劳动强度。
3 结 语
目前该夹具已在我厂的钳工车间推广使用,在生产实际中提高了生产工效,节约了生产成本;有效地保障了产品质量的稳定,为生产中的安全提供了保障。使用该夹具未出现过一例工件飞出的情况,所以该夹具对大规模批量生产具有很大的实用价值。
[1] 侯放.机床夹具[M].北京:中国劳动社会保障出版社,2007.
