薄板顶弯机设计
2013-12-23张正兵陈道宝陈斌斌
张正兵, 陈道宝, 陈斌斌
(安徽省三力机床制造股份有限公司,安徽 马鞍山243104)
1 传统工艺的改进
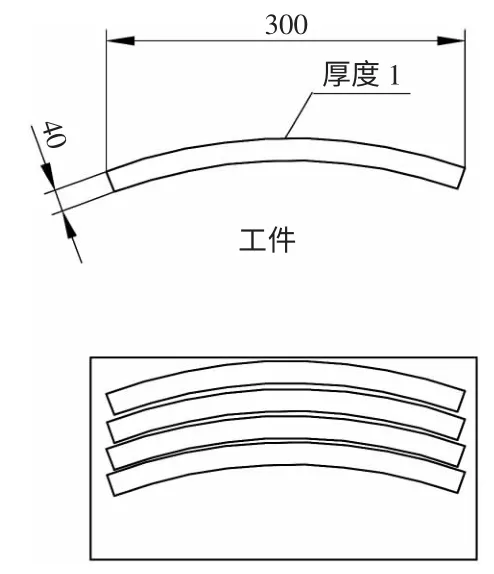
图1 工件和落料图
图1 所示的圆弧形薄板零件是我公司给国外某机器批量配套的零件,以前采用冲床落料加工,材料利用率仅为80%,浪费非常严重。为解决这一难题,我们将工序调整为:(1)按图2 所示,剪切下料;(2)设计薄板顶弯机,顶弯成型,从而使材料的利用率达到100%。
2 液压顶弯机的设计
2.1 结构设计
图2 剪切下料
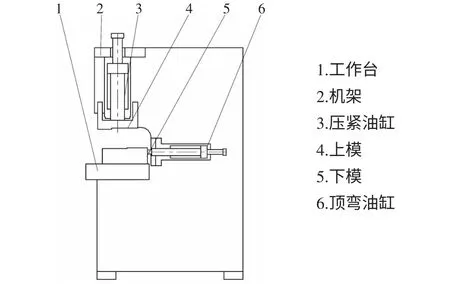
图3 薄板液压顶弯机结构图
图3 为薄板顶弯机机构图。压紧油缸3缸体垂直固定在机架2 上,活塞杆和上模4连接,上模4 在机架2 的导轨内只能上下运动。顶弯油缸6 缸体固定在机架2 上,活塞杆和下模5 连接。下模5 在工作台1 上左右移动。
其设计要点:(1)为保证工件能在上下模具间移动,且又要控制工件只能在顶弯方向变形,工件不起皱,必须控制上模和下模之间的间隙。故压紧油缸采用了双作用油缸,油缸的顶部安装了可以调节油缸行程的调节螺母,用于精确控制压紧油缸行程,重复精度高。(2)顶弯油缸的结构和压紧油缸结构一样,便于精确控制工件宽度尺寸,重复精度高。(3)上下模具均选用耐磨的9CrSi 材料。采用井式炉进行热处理,加热温度840℃~860℃,油淬低温回火,硬度54~56HRC。(4)为保证上下模具的可靠运动,上模导轨和工作台材料均选用HT250。(5)因工作台和下模之间存在水平方向的力,工作台和机架用螺钉连接的同时,需加定位销。
2.2 液压系统设计
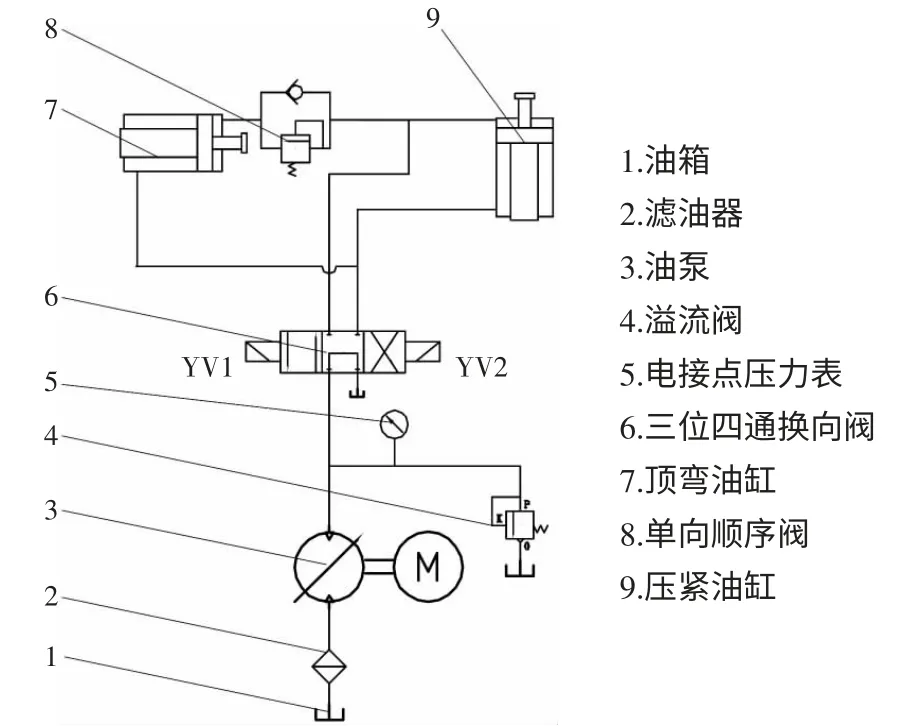
图4 薄板液压顶弯机液压原理图
为保证主机运行可靠,主机必须满足两个条件:(1)先压紧后顶弯。(2)压紧力随顶弯力的增大而增大。根据主机的工作情况,拟定出比较合理的方案。液压系统的工作原理如图4 所示。
油泵3 由电动机带动,从油箱1 吸油,经滤油器2 过滤后,将具有压力能的油液输送到管路,油液通过管路流至三位四通换向阀6,换向阀有三个不同的工作位置。换向阀处于中位,油泵的油回油箱。当YV1 得电,阀处于左位时,压力油先进入压紧油缸9,压紧油缸下行到上方螺母调定的位置,产生一定的压力,打开单向顺序阀8,顶弯油缸7 开始顶弯,系统压力增大,当顶弯油缸运行到螺母设定的位置,顶弯完成,系统压力达到最大,电接点压力表5 发讯给三位四通电磁阀YV2,三位四通电磁阀处于右位,压紧油缸和顶弯油缸回程。完成一个循环动作。溢流阀4 起安全保护作用,调整压力大于电接点压力表的调整压力。
3 结 语
采用顶弯和剪切工序组合,材料利用率大大提高。顶弯机模具简单,成本远小于落料成型模具。顶弯机采用液压传动,压力可调,安全可靠。
[1] 何德誉.专用压力机[M].北京:机械工业出版社,1989.
[2] 薛啟翔,等.冲压工艺与模具设计实例分析[M].北京:机械工业出版社,2008.
[3] 雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998.
(编辑 启 迪)
