新型杠杆式电子卡规
2013-12-23惠兆文周欣刘清义
惠兆文, 周欣, 刘清义
(1.长春汽车工业高等专科学校,长春130011;2.一汽-大众汽车有限公司,长春130011)
1 引 言
在大批量机械加工生产线(如汽车零件生产线)上,广泛使用卡规、塞规等专用量具,而测量直径、厚度等被包容尺寸时,电子卡规一直被大量应用着。电子卡规有容栅式和电感式两种。容栅式电子卡规测量精度为6μm,很多情况下已经不能满足需求;电感式电子卡规的精度为2μm,精度稍高,缺点是功能单一,装配调试难度大,对环境的要求较高。为了克服上述两种电子卡规的不足,我们开发了一种高精度杠杆式电子卡规,通过弹性杠杆变形元件的放大作用,使电子传感器的分辨率相对测头端位移量提高10 倍,因而大大提高了它的测量精度。
2 结构原理
2.1 结构
如图1 所示为本杠杆式电子卡规的主视图和侧视图(局部):弹性杠杆变形元件的下端装有金属陶瓷定点测头,变形元件上还装有精确微调螺钉(通过改变垫片厚度进行调整)。左、右托架用螺钉固定于弹性杠杆变形元件的上部,其位置用弹性限位螺钉和锁紧螺母调定。壳体与手柄连接,手柄与卡规本体用紧固螺钉连接,卡规本体和弹性杠杆变形元件通过螺钉连接。壳体内装有液晶控制器、传感器、发光二极管和发声器;其中液晶控制器具有控制英制和公制尺寸转换、相对和绝对尺寸测量、任意位置清零、正负值显示、数据保持(包括最大值和最小值保持及极限尺寸判断)、电池耗尽报警等功能。

图1 结构原理图
2.2 原理
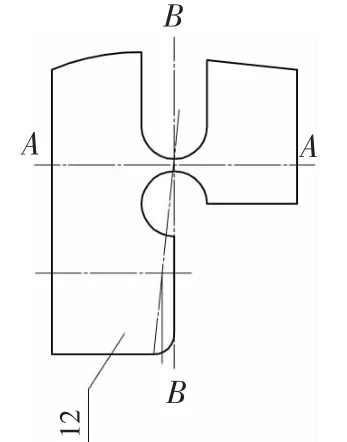
图2 变形量的放大
将球形或圆柱形工件置于测头2、辅助测头3 和微调螺钉4之间即可测得直径尺寸。原理如下:由图1 和图2 可知,被测工件直径变化时,定点测头测量点的位置相应变化,弹性杠杆变形元件以A-A 为变形中心面、B-B 为法平面,将工件直径变化量按1:10 的比例(这个比例可根据需要来设计)传到另一端容栅电子传感器上,并通过发光二极管将尺寸显示在液晶显示屏上,发声器会发出提示音。
测量误差:若定点测头位移量为0.1,工件直径为φ30,位移所对应的弧长误差:sinα=0.1/15,α=0.381974692°,弧长L=2πd×15/360=0.10000074,误差δ=L-0.1=0.00000074,所以用位移变动量代替弧长变动量的误差可以忽略不计。
3 结 论
大批量生产中精度与效率都很重要。本卡规用简单的杠杆原理将工件误差放大10 倍以上进行测量,不仅大大提高了测量精度,而且操作方便快捷、不需要太高的环境条件,很适合在线检测。稍加改动还可以设计出杠杆式电子塞规,进而可以测量孔、槽等包容尺寸。
