压气机机组内环弧段切割夹具的设计与研究
2013-12-23徐鹏树陆毅
徐鹏树, 陆毅
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
1 引 言
压气机机组的末级导叶片内环弧段外形如图1 所示。该内环弧段每圈由18 段弧段组成,弧段两端为斜端面,端面角度设计要求为44°±10′,弧段间端面间隙0.5mm,该18 段弧段要求各件在型孔中心线剖面弦长98.67±0.05mm。该部件加工过程为:整圈车削为环形工件,再利用电火花线切割机床将其切断为18 段等长的内环弧段,为保证端面角度及弦长加工精度,需研制专用的切割夹具,以满足加工需求。

图1 内环弧段(加工件)外形图
为此,对斜端面末级导叶片内环弧段的结构特点及加工状况进行认真的分析和研究,研制了一套专用的切割夹具,按设计精度要求完成了该部件的外形切割加工。
2 夹具的设计
斜端面内环弧段切割夹具装配图如图2 所示。切割内环弧段安装、加工过程为:先将整圈的内环内段定位、安装在转盘内孔凹台上,然后用18 块压板将待加工的弧段压牢(每段弧段由一块压板夹紧、定位可靠,保证了加工精度),用两定位销将转盘定位在底座上,用两压板压牢转盘,在切割处对丝,切割第一个端面间隙0.5mm,切割完毕后,将转盘转动到下一个切割位置,18 等分精度由转盘的18 等分销孔保证,用两定位销将转盘定位到下一个加工位置,切割第二个端面间隙0.5mm,以此类推,加工完18 等分弧段,保证弦长精度,而端面角度44°由斜度块保证。该夹具由底板、斜度块、底座、转盘、定位销、压板、连接螺钉、圆柱销、紧定螺钉和支撑螺钉组成。其结构型式如下。

图2 斜端面内环弧段切割夹具外形总图
2.1 底板
底板外形如图3 所示。φ500 为工艺孔,可避免加工时切割到该夹具,提高加工效率。4-φ18/φ25 孔 与 连 接螺钉连接,用于将两斜度块把紧在底板上,4-φ16 销孔与圆柱销连接,用于将两斜度块准确定位在底板上。

图3 底板外形图
2.2 斜度块
斜度块外形如图4 所示。46°斜面用于将内环弧段端面定位到垂直位置,保证端面角度精度要求。底面2-M16螺纹孔与连接螺钉连接,用于将斜度块把紧在底板上。底面2-φ16 销孔与圆柱销连接,用于将斜度块准确定位在底板上。斜面上2-M16 螺纹孔与连接螺钉连接,用于将底座把紧在斜度块上。斜面φ16 销孔与圆柱销连接,用于将底座准确定位在斜度块上。
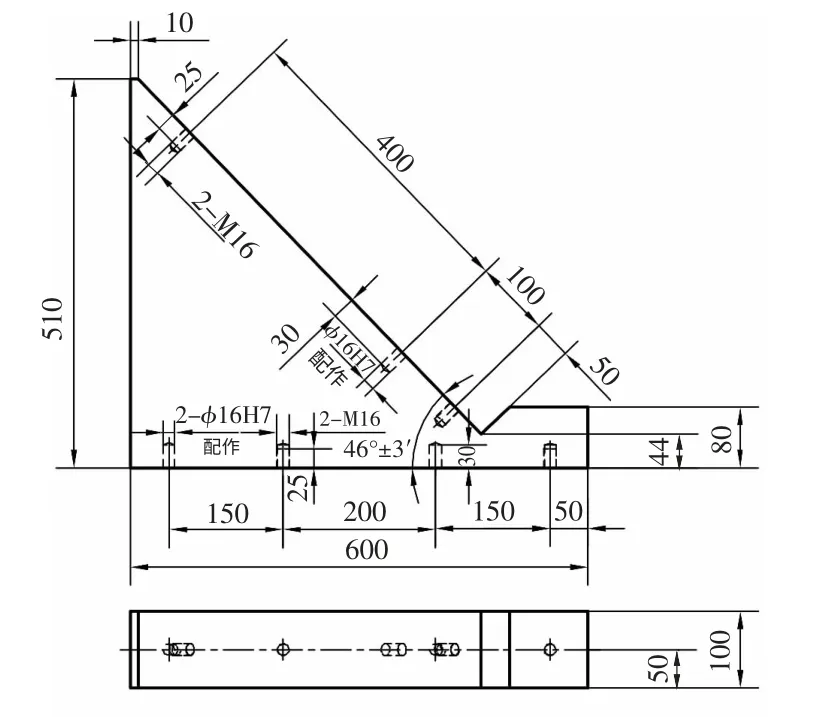
图4 斜度块外形图
2.3 底座
底座外形如图5 所示。4-φ17/φ25 孔用于将底座把紧在斜度块上,2-φ16 配作销孔用于将底座准确定位在斜度块上。φ580 内孔与转盘凸台外圆小间隙配合,保证回转精度,R35 半圆槽可避免加工时切割到该夹具,提高加工效率。2-φ16 销孔用于定位销定位转盘,保证等分精度。2-M12 螺纹孔与把紧转盘紧定螺钉连接,通过压板将转盘夹紧在底座上。
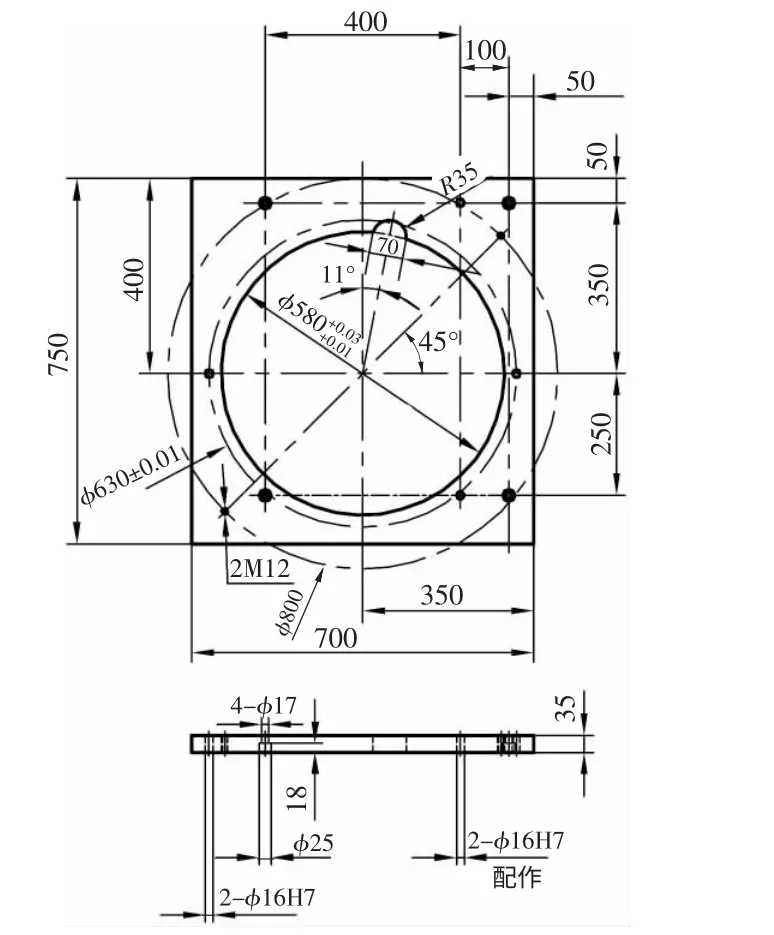
图5 底座外形图
2.4 转盘
转盘外形如图6 所示。φ568.19 凹台与内环弧段外圆相配合,内环弧段以外圆定位在该转盘上。φ580 凸外圆与底座内孔小间隙配合,保证回转精度。18-φ16 销孔为等分销孔,保证内环弧段的弦长加工精度,该内环弧段18 次回转加工,定位销定位在转盘的该销孔内,保证18 段弧段的等分加工精度。18-M12 螺纹孔与把紧弧段紧定螺钉连接,通过压板将弧段夹紧在转盘上。18 处2mm 宽、1mm 深槽为工艺槽,可避免加工时切割到该夹具,提高加工效率。
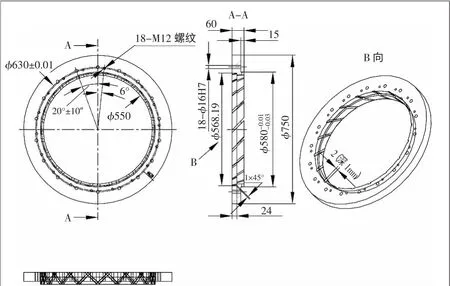
图6 转盘外形图
2.5 定位销
定位销外形如图7 所示。φ16 外圆用于将转盘定位在底座上,右端的外圆网纹,用于加大摩擦力,便于安装、拆卸该定位销。

图7 定位销外形图
2.6 压板
压板外形如图8 所示。12.5mm 腰孔为紧定螺钉通过孔,旋紧紧定螺钉,利用压板将内环弧段夹紧在转盘上。M16 螺纹孔与支撑螺钉相配合,用于支撑压板末端。头部底面堆铜2mm,可避免夹紧时将内环弧段造成外观缺陷。
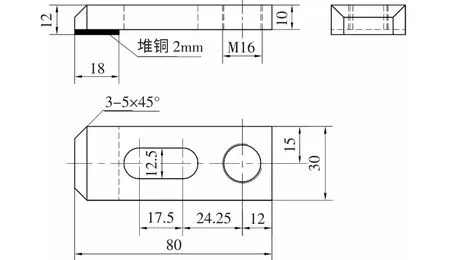
图8 压板外形图
3 结 语
所研制的斜端面内环弧段切割夹具,解决了内环弧段的切割加工难题,经实际使用,效果很好。利用该夹具加工的内环弧段弦长控制在98.67±0.03mm 范围内,完全满足加工需求。切割后,内环弧段端面角度控制在44°±8′范围内,保证了该部件的加工质量。
