LED 键合压力控制系统的研究与设计*
2013-12-23陈完年王天雷王艳宾王大承
陈完年,王天雷,王艳宾,王大承
(1.广东科杰机械自动化有限公司,广东 江门 529030;2.五邑大学 机电学院,广东 江门 529020)
0 引言
LED 焊线机属于一种高速度、高精度的LED 封装设备[1],目前国外的封装设备焊线速度已达到每秒15线左右,焊线直径在50μm 左右[2]。对于LED 焊线机的压力控制大小一般小于1N。如何能在如此高速度的条件下进行高精度的压力控制是金线球焊线机的一个棘手问题[3]。在国外对焊线机的研究比较早,技术也很成熟,但是在国内,我国对全自动焊线设备的研究还比较少[4],国内大部分的全自动焊线设备来自国外进口,而国外有关厂家对相关技术严格保密,很难找到相关资料[5]。为了打破国外焊线设备的垄断,开发具有我们自己的焊线设备时不可待。
本文是在参考了大量有关压力控制的资料后采用位置闭环和压力闭环相结合的控制思想来做全自动金线球焊线机的压力控制方法,并且对该方法进行了验证[6]。
1 LED 键合流程
全自动金线球焊线机的整个焊线工艺流程一般主要分为以下几步[7],如图1 所示,在图表中的图i为打火烧球,图1a 和图1b 为系统到达指定位置,图1c 为加热加压加超声波进行焊接,图1d 和图e 为劈刀移动到第二焊点,图1f 表示对第二焊点进行焊接,图1g 和图1h 为焊接完毕拉断焊丝。
2 硬件设计方案
本文的整个焊线控制系统主要分为位置闭环和压力闭环两个环节,利用两个环节的控制策略可以减小控制过程中电机产生的过冲现象,此外在运动控制的过程中可以对位置闭环的控制进行设置,使其速率按照梯形曲线变化[8],这样可以进一步减小超调。位置闭环即对劈刀位置进行控制,利用运动控制卡来控制伺服电机,这样控制起来比较方便[9]。压力闭环控制是劈刀到达指定位置后采用的控制策略。利用位置闭环和压力闭环相结合的控制思想能够很方便的对压力进行控制,在硬件和软件方面也比较简便,位置闭环采用控制卡控制音圈电机,原理图如图2 所示。而压力闭环控制利用压力传感器的反馈信号与给定信号进行比较,然后在微计算机芯片中进行运算,其结果作为控制信号来控制压力输出[10]。压力闭环控制系统的原理图如图3 所示。

图1 焊线流程图

图2 位置闭环控制图

图3 压力闭环控制图
3 软件系统设计
软件设计主要是对焊线劈刀的位置进行定位控制,系统采用了固高公司的控制卡来控制伺服电机,进行控制的过程中采用点位控制,调用控制卡内部的函数库进行程序设计[11]。其关键程序如下。

4 压力闭环控制
在压力闭环控制中采用的是单片机控制数字电位器来简介控制电磁铁,当劈刀移动到指定位置之后触发到位信号,这样开始进行压力控制。单片机向电位器发送指令,控制电位器的输出电压,输出电压加载到电磁铁输入端,完成压力的输出。同时单片机不断检测传感器输入通道的信号,并且将该信号送入单片机内部进行比较运算,运算的结果再作为输出信号来控制电位器的输出,整个过程形成一个半闭环控制。
对数字电位器进行编程的时候是利用单片机对数字电位器的触头端进行选择,进而控制输出电压,对于单片机对数字电位器的控制关键程序如下。
首先对单片机端口定义:


针对闭环反馈信号与给定信号比较后的差值进行PID 运算,为了减小系统出现过大的超调,通过比较其他的PID 算法本文选用变积分PID 的控制算法[12],即在不同的差值条件下进行不同的积分参数控制。关键程序与说明如下所示:


图4 两种不同PID 阶跃输出
5 实验结果与分析
在本实验中采用的是直径为25μm、纯度为99.99%的金丝,采用球形焊。有关键合参数控制如表1。

表1 球形焊点基本参数设置
采用的焊材实物
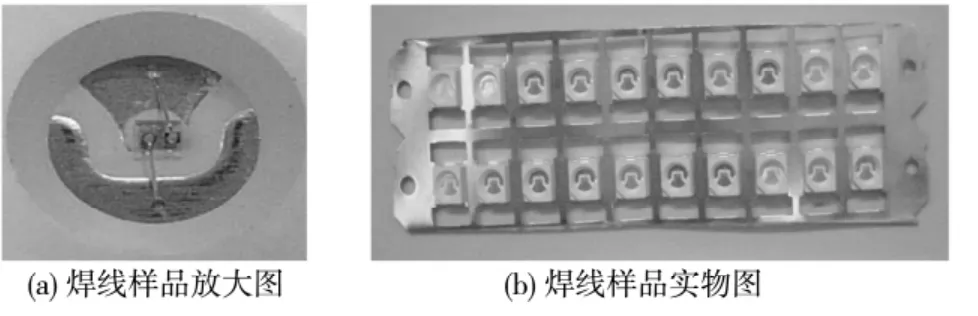
图5 焊接样品
对120 个焊点进行焊接,焊接的要求是虚焊不严重,不能出现断线的现象,如焊点出现虚焊严重或者断线即宣告该焊点焊线失败。其焊线的典型照片如图6 所示。
其中图b 所示为焊接失败,图c 和图d 为合格焊点。针对120 个焊点的焊线成功率为96.7%,有三个焊点虚焊,一个焊点断开,总体焊线成功率还比较高。

图6 球形焊焊点样品图
6 结束语
金线球键合设备是一种高速度高精度的焊线设备,焊线时经常出现由于超调量过大引起的焊线失败,其压力控制难度很高,本文设计的位置和力相结合的闭环控制能有效减小压力超调,对实际生产设备的研发具有很高的实际意义。
[1]肖永山,赵振宇,周学才. LED 焊线设备研究[J]. 深圳信息职业技术学院报,2012(1):26-32.
[2]葛劢冲. 微电子封装中芯片焊接技术及其设备的发展[J]. 电子工业专用设备,2000,29:5-10.
[3]姚飞闪. 金丝球焊过程及工艺探讨[J]. 机电信息,2009,30:30-31,42.
[4]王洋. 混合集成电路金丝热超声球焊工艺及应用发展[J]. 电子技工术,2010(6):334-340.
[5]黄知超,刘木,范兴明,等. 全自动金丝焊线机微芯片快速定位方法研究[J]. 电焊机,2011(10):32-35.
[6]汪俊. 基于AT89S52 的步进电机闭环控制系统设计[J].重庆工商大学学报(自然科学版),2012(12):55-59.
[7]孟艳. 超声引线键合过程的瞬态温度特性[J]. 科学技术与工程,2005,5(10):673-675.
[8]由嘉. 基于任务坐标系法焊线机轮廓控制算法设计[J].哈尔滨理工大学报,2011(2):56-59.
[9]朱立达,朱春霞,蔡光起. PID 调节在PMAC 运动控制器中的应用[J]. 组合机床与自动化加工技术,2007(2):50-53.
[10]赵磊,赵连玉. 积分可分离式PID 控制器及其性能仿真[J]. 组合机床与自动化加工技术,2008(12):36-40.
[11]张志能. 基于固高GT400 卡在焊线机的设计与实现[J]. 电子工业专用备,2007(9):39-45.
[12]钟庆昌,谢剑英,李辉. 变参数PID 控制器[J]. 信息与控制,1999,28(4):397-400.
