橡胶软管尺寸测量
2013-12-13奚志强南京七四二五橡塑有限责任公司南京迈皋桥创业园7210028
奚志强(南京七四二五橡塑有限责任公司 南京迈皋桥创业园7 号 210028)



橡胶软管在现代制造业应用很广。 汽车、火车、船舶、飞机、工程机械、农业机械、国防工业等领域都有它们的身影。 由于橡胶存在弹性这一特性,所以橡胶软管尺寸的测量较金属、尼龙、塑料等软管的测量困难, 尤其是对于不从事橡胶软管生产的其它行业人员来说,由于平时缺少橡胶软管尺寸测量方面的经验,用测量金属零件的测量方法去测量橡胶软管, 往往不易得到准确的结果。 在橡胶软管企业为机械、汽车制造等企业提供产品的过程中不时会就橡胶软管尺寸的测量结果产生一些分歧。 本人在多年从事橡胶软管生产的过程中积累了这方面的一些测量方法,想通过本文做一些介绍。 希望能使不同企业间对橡胶软管尺寸的测量方法达到共识,减少测量误差,使橡胶软管尺寸测量的结果更好地应用于生产及使用过程之中。 同时也希望通过本文在同行内起到抛砖引玉的作用, 让同行们都来就橡胶软管的测量方法进行探索和改进。 (为叙述方便,以下文章中橡胶软管简称为胶管)
众所周知,橡胶的主要特性就是具有弹性。 考核橡胶弹性的指标通常用邵尔硬度(A)来表示,常用的为40-90 之间,数值越高橡胶就越硬。 胶管的材料由于配方不同就会产生硬度的差别,胶管的结构根据使用要求也有很大区别。 如液压制动软管内含编织线增强层,工程机械用高压油管内含钢丝编织层,有些软管是纯胶管。 对于不同硬度和内部结构的胶管,测量方法也有差异,但有一个共同的原则是测量时必需要遵循的。 即量具要以“最小接触力”接触胶管的被测表面,测量过程中不能使被测表面产生变形。 若不同的测量者因手感不同导致测量差异较大时,应借鉴光学测量结果为仲裁。 以“最小接触力”为原则测量胶管,需要有一个学习、适应、对比的过程。 通过多测量一些胶管,将测量结果与光学测量或有经验者测量的结果进行对比, 才能逐渐掌握正确的手感,得到准确的测量结果。
胶管尺寸测量按目的来分可分为合格性判断和测取实际尺寸值。 胶管尺寸测量按测量方法来分可分为常用量具测量、专用量具测量、光学测量。常用量具一般为带表游标卡尺(以下简称卡尺)、钢直尺或卷尺。 卡尺用于测量要求较高的直径和壁厚尺寸,精度通常为0.02。钢直尺或卷尺用于测量要求低的长度尺寸。专用量具用于测量特定的测量项目, 如本文后面介绍的内径专用量棒和外径量筒。 对于形状复杂的胶管,可先有工程技术人员确定标准样件, 以标准样件制作专用靠模后来检查胶管的三维形状。 光学测量用的较少,一般用于产品评审鉴定和对不同测量结果进行仲裁。 进行光学测量需要在胶管上截取一段5 毫米左右的样品,样品需要两端面平行且垂直于轴线。 测量时需要测得几个方向的结果,视圆度误差大小而定,一般测量互相垂直的两个方向。光学测量可以测量胶管的内外径及壁厚。胶管内外径的最终测量结果,应该取几个方向测量结果的算数平均值。 对于一些较容易测量的胶管,如内含钢丝编织的高压油管,由于这些胶管较硬,测量过程中不易产生变形,测量时只要稍微注意一下手感即可。 本文着重对测量过程中易引起变形的一些胶管尺寸的测量方法作介绍。
胶管内外径的测量一般在两端, 这是由于胶管两端的内外径尺寸直接影响到装配使用效果。 用卡尺测量胶管外径时,可用卡爪的全长平行接触胶管外圆,(这样做可以一次测量较长的外圆范围)以“最小接触力”为原则掌握手感获取读数。 测量胶管内径时,应保持卡尺与端面垂直,将测爪轻轻地插入胶管内圆表面,以“最小接触力”为原则逐渐调整测爪间的尺寸获取读数。 测量胶管内外径时要兼顾到圆度误差带来的影响, 测取2-3 个数值以算术平均值为测量结果。至于胶管中要求不高的长度尺寸,可用钢直尺或卷尺直接测量。
对胶管尺寸合格性的判断, 由于快捷简单在实际检验工作中经常用到。 尤其是当知道某批胶管尺寸有超差情况存在时,通过尺寸合格性判断可以较快地对胶管进行筛选, 挑出尺寸超差的胶管从而达到质量把关的目的。 用卡尺对胶管进行合格性判断时,只需将卡尺固定在胶管要求的最大、最小尺寸上,以“最小接触力”为原则分别对胶管表面进行测量。 若胶管通不过卡尺最大尺寸,可判断其超出尺寸要求的上限;若胶管通过卡尺最小尺寸,则可判断出其小于尺寸要求的下限。 胶管圆度误差较大时应做2-3 个方向的测量综合判断。 所谓综合判断就是当一个方向手感很紧,而另一个方向手感很松时,其算术平均值往往是合格的,此时综合判断结果可以认为是合格的。 也可用手将其失圆程度调小后马上进行判断。 在对胶管进行尺寸合格性的测量过程中,若有个别胶管不易判断的,可先隔离放在一边,过后再测量具体尺寸做出判断。
在胶管的生产过程中,为了快捷准确地测量出胶管的尺寸,本人设计了以下几种专用量具:
1. 内径测量量棒 内径量棒形状如图1。 测量时一手拿胶管,另一手拿量棒轻轻地插入胶管的内孔,适当地旋转胶管或用手轻挤胶管外圆消除圆度误差影响, 使量棒与被测软管内孔以“最小接触力”全部接触,直接读出刻度值。 这种测量方法结果准确效率高,即使是生手也可以很快掌握要领学会使用。 内径测量量棒的锥度一般设计成1∶20, 即沿轴线方向每2mm 直径增大0.1mm,这样的刻度值排列看起来清楚。根据测量范围,可按一根为5-7mm 进行分别设计,既便于加工,也经济实用。 内径测量量棒还可用于O 型圈、骨架油封、唇形密封圈等内径的测量,尤其是在胶管生产过程中内层胶挤出时,此时胶料还很软,用卡尺测量很困难,而用内径测量量棒测量既方便又准确。
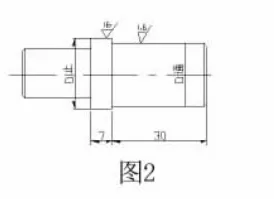
2. 内径通止规 内径通止规如图2。测量时只需将内径通止规以“最小接触力”轻轻插入胶管内孔,即可一次性判断出该胶管的最大最小尺寸是否合格, 快捷而准确。 对于某些胶管需要100%检查内径时尤其实用。若胶管失圆较大时,可适当旋转或轻挤胶管外圆消除影响。
3. 外径量筒 外径量筒形状如图3。 主要用于测量胶管外径。测量的胶管外径一般在50 以下。测量时只需将胶管以“最小接触力”轻轻插入量筒,即可一次性判断出该胶管的最大最小尺寸是否合格,快捷而准确。 对于某些胶管需要100%检查外径时尤其实用。 若胶管失圆较大时,同样可适当旋转或轻挤胶管外圆消除影响。
4.外径通止规 外径通止规形状如图4。主要用于测量尺寸较大的胶管外径。 测量时将外径通止规以“最小接触力”轻轻插入胶管外圆, 即可一次性判断出该胶管的最大最小尺寸是否合格,快捷而准确。 若胶管失圆较大时,应进行2-3 个方向的测量综合判断, 或用手将胶管外圆适当调圆后马上进行测量。 H1应大于胶管直径3-5 毫米,H2 应等于或大于胶管直径的2/3。
