一种电动机转子端环与铜条感应加热钎焊工艺研究
2013-12-10杜金程
杜金程
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
异步电动机端环和铜条一般都采用钎焊结构及中频感应加热钎焊方法,并根据不同材质选择适合的钎焊材料。此电动机采用的母材为硅青铜及紫铜,硅青铜在硬钎焊时有应力开裂和钎料晶间渗入的倾向。钎焊温度应低于760℃,因此对钎焊材料的选择、钎焊工艺方法以及感应器的设计方面都提出很高的要求。通过资料分析及试验验制定了一套完整的工艺,并成功地指导了生产。
1 工艺评定试验
评定完全按照ASME的要求,需要做的试验项目包括:拉伸试验,导向弯曲试验(第一、第二表面)切片试验。所应用的工艺样件的材料。有硅青铜及柴铜两种试样尺寸为80 mm×15 mm×220 mm。
1.1 钎焊钎料的选择
BAg65CuZn φ2焊丝和102钎剂,该钎料熔点为685~720℃,低于硅青铜易产生晶间渗入的760℃温度界限。其含银量为65%,抗拉强度384 MPa,电阻率0.086Ω·mm2·m-1。此钎料具有极好的韧性,强度和导电性,完全符合设计要求。
1.2 感应器的设计
感应圈连接在中频变压器上,是产生中频交变磁场来加热工件的工具。感应圈由10 mm×10 mm×1 mm的空心紫铜管弯制而成(如图1所示)。由于在加热过程中感应圈要通过近10 kA的电流,所以要进行通水冷却,而且冷却水的压力不能小于0.3 MPa。为了减少漏磁,提高加热效率,我们在铜管的外面镶嵌导磁体。导磁体是由0.2的硅钢片冲制的。

图1 感应圈
1.3 钎焊过程
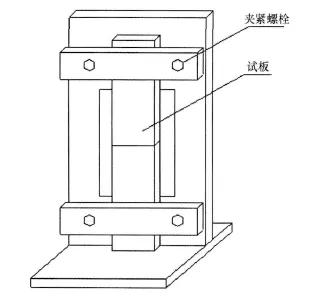
图2 夹具图
所有钎焊面和焊料用酒精进行清洗。将一块硅青铜和一块紫铜试板对接装配到夹具上(如图2所示),试板间预置焊片,用夹紧螺栓压紧。要求钎焊缝的最大间隙不允许超过0.1 mm,将中频焊机功率调整到40 kW,启动开始加热试件,期间用测温仪进行测温,控制温度在760℃以下。当焊料开始熔化时,用手工填焊丝,直到焊缝完全填满,停止加热。焊后用机械的方法清理掉多余的钎料。
1.4 试板的加工
按照ASME的要求共焊了4块试验件:(a)第一件从宽度方向分割成两块,每块31 mm宽,做拉伸实验。按照ASME缩截面式样加工示意图加工,长度方向不加工保持400 mm;(b)第二件从宽度方向分割成两块,每块38 mm宽做第一表面弯曲实验,厚度方向从单测加工到10 mm厚;(c)第三件从宽度方向分割成两块,每块38 mm宽做第二表面弯曲实验,厚度方向从另一测加工到10 mm厚每块38 mm然后每块从宽度方向三等分留取中间一块做切片实验;(d)第四件从宽度方向分割成两块试验件。
2 模拟件的钎焊
通过工艺评定后,进行了模拟试验件的钎焊,模拟件为实际产品的钎焊部位的局部。但完全按照图纸尺寸加工,采用不同的参数钎焊了三组,做了切片实验。试验焊缝如图3~图5所示。


图5 3号试验件60 kW 3 min
从图中可以看出采用50 kW 5 min为最佳参数。
3 实际产品的钎焊
实际产品的钎焊与试验件还是有一定的差别。最主要的区别是由于热传导的影响,实际产品的钎焊实际较长,功率需要适当加大。
3.1 焊前的准备工作
首先检查端环和铜条的钎焊部位是否有铜锈。如有锈蚀部位,则用砂纸将锈蚀打掉,使其露出金属光泽。用扁刷沾酒精对端环和铜条进行清洗。然后对端环和铜条进行装配,需逐根检查铜条裸露在铁心外部的尺寸,长度应全部一致,并且应符合图纸尺寸要求。分别安装转子两端的端环,使两端的铜条插入端环的槽内。对称安装4个装夹工具,用扳手拧紧装夹工具上的螺栓。转子用吊车吊起,放入转子支架内,并使转子垂直于地面。把腰形感应圈随端环的形状安放在端环的下面。在感应圈的下方分别安放千斤顶架,千斤顶和感应圈垫板。用千斤顶轻微顶紧感应圈,注意不要用力过大将转子顶起,整体钎焊工装如图6所示。在每两根铜条间隔对应端环的槽内,放入颗粒状钎料。钎料放入量应略高于槽口,并在放入颗粒状钎料的同时均匀洒入102钎剂。

图6 整体钎焊工装
3.2 加热钎焊
开启中频焊机,通电加热。钎焊加热功率调整到50 kW,在第一段的整个钎焊加热时间5 min。
加热过程中应时刻观察感应圈的回水情况。如有流量减少、流速减慢和感应圈内部发出“嘶嘶……”的气化声,必须立即加大水压和流量。用测温装置对端环进行温度监控,加热到端环呈暗后色钎料开始熔化(685~720℃),加热段钎料完全熔化后停止加热,注意钎焊温度不可以超过760℃。一段钎焊完成后,释放掉千斤顶的压力,将转子旋转一个角度,再次顶紧千斤顶,进行下一段钎焊。钎焊顺序如图7所示。
4 结语

图7 钎焊顺序
焊后对所有铜条与端环钎焊缝处的钎料进行了外观检查,钎料饱满,未发现气孔、夹渣、裂纹等缺陷。铜端环没有有因加热温度过高而出现熔蚀现象。硅青铜采用钎焊采用BAg65CuZn钎料,并用感应加热钎焊工艺实施温度监控,可以避免硅青铜应力开裂和钎料晶间渗入的倾向。采用分段感应加热可以大大降低设备容量和感应圈尺寸,从而降低设备成本。此方法可以推广应用到其他类似结构的产品,有很高的实际应用价值。
