浅谈高温高压力屏蔽电机的制造工艺
2013-12-10耿友军
耿友军
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
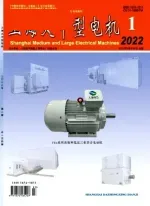
屏蔽泵如图1所示,是由离心泵和三相异步屏蔽电动机同轴构成,不需机械密封而无泄漏。用它来输送各种有毒、有害及贵重的液体,在化工、制冷、空调、航天、核工业等领域得到广泛应用。由于屏蔽泵的特殊应用,因此其屏蔽电动机的结构特殊,屏蔽电机的制造工艺比较复杂。
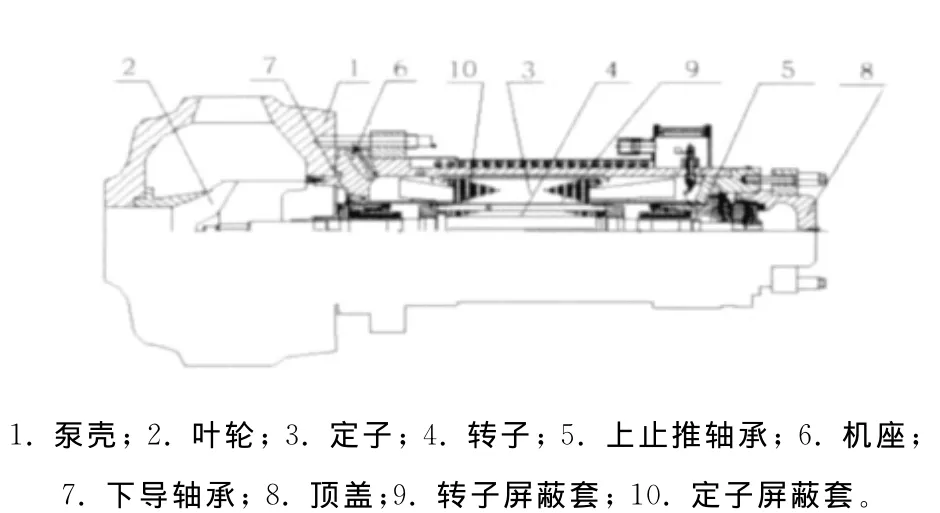
图1 屏蔽泵
1 屏蔽电机的结构
所谓屏蔽电机,就是在电机的定子内腔、转子外圆分别加了一个非导磁材料制作的屏蔽套,将电机的定子与转子分成两个互不相通的独立空间。这样做的目的就是要取消机械轴封(动静配合的机械密封),以达到完全无泄漏的效果。
2 机座的加工制造
2.1 机座焊接及热处理
机座如图2所示由三段构成,机座下部、机座筒、机座上部通过U型剖口,焊接而成。由于机座尺寸精度要求比较高,因此必须消除焊接应力。实践证明通过下面的工艺措施,对消除焊接应力达到了很好的效果。

图2 机座
1)根据产品的结构特点,选择锤击作为消除和缓解焊接残余应力的工艺措施之一,同时尽可能选择合理的焊接顺序和焊接参数,减少焊接应力。
2)焊接前,进行焊前清理,清除对焊接有害的杂质。
3)焊接时,尽可能采用小直径的焊条,严格控制焊接热能量,改善焊缝金属的韧性,防止焊接部位产生晶间腐蚀。
4)机座焊后热处理有两方面考虑:第一,在焊接过程中,焊缝周围的部位都有可能被加热到400~800℃,而奥氏体材料在600~650℃之间正是碳化铬析出最强烈的区间,最易造成金属的晶间腐蚀。为了使析出的碳化铬重新溶解,必须在850℃以上进行消除应力热处理。第二,消除焊接应力热处理最好采用1050~1100℃固溶处理,但对于部件较大、尺寸复杂的也可采用850~900℃处理。我们采用880℃淬火、水冷消除应力热处理。同时,对热处理后的机座还采用了振动时效方法进一步消除内应力。
2.2 机座加工
机座热处理后,利用6m加工中心进行了金加工。车加工后其内部6个键槽用专用加长立铣头铣削加工。为减少加工应力,加工时采取对称加工,每个槽分3次加工。铣槽后经测量机座筒只偏0.02mm。
3 定子的加工制造
3.1 定子铁心装压工艺
定子铁心如图3所示,包括冲片、齿压板、6根拉紧键。
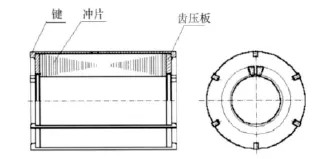
图3 定子铁心
定子铁心的装压难度为如何保证铁心装压的紧量特别是齿部的紧量,从而保障齿部和轭部的长度相等。
由于定子铁心是承压件,所以定子铁心冲片的装压质量是非常重要的。众所周知,由于硅钢片轧制的原因,每张冲片都会有同板厚度差。为消除冲片同板厚度差。要求在冲制时每冲一张冲片后旋转90°再冲下一张冲片。在定子铁心装压芯轴上加工两个能测量齿压板止口的孔。铁心装压后在芯轴上精车铁心外圆、铣6个键槽、配焊6根紧固键然后不退胎直接在芯轴上加工两端齿压板止口和键的端面。其优点是芯轴上有复查同轴度的基准,两端止口一次加工保证了与铁心外圆的同轴度,从而提高了定子铁心形位公差精度。
3.2 定子绕组下线
定子绕组为散线圈,2极2路Y接。该绕组端部较长,吊把线圈数多。为了保证绕组的端部形状,我们设计了整形工具(如图4所示)。为了防止定子绕组浸漆后发生端部绕组变形,定子绕组浸漆时,要与整形工具一起进行VPI浸漆。实践证明,该套整形工具保证了绕组端部形状。
我曾很深地卷入“文化革命”地派系冲突中,这恐怕和我上的学校有关。我在“文化大革命”前一年考上北京四中,“文革”开始时我上高一。北京四中是一所高干子弟最集中的学校。我刚进校就赶到气氛不对,那是“四清”运动后不久,正提倡阶级路线,校内不少干部子弟开始张狂,自以为高人一等。“文化大革命”一开始,批判资产阶级教育路线的公开信就是四中的几个高干子弟写的,后来四中一度成为“联动”(“联合行动委员会”的简称,一个极端的老红卫兵组织)的大本营。我们也组织起来。和这些代表特权利益的高干子弟对着干。
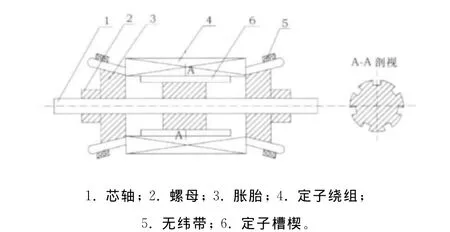
图4 定子绕组整形工具
4 转子的加工
转子如图5所示。
4.1 转子的车加工和热处理
转子本身细长、轴总长2 077mm,除铁心部分外轴伸直径最小达到φ48mm。转子总重304kg,转轴材质为1Cr17Ni2不锈钢。该材质淬火温度比较高,回火温度低,所以在其内部则存在一定的残余应力。转子加工的主要问题是转轴弯曲变形。产生的原因如下所述:

图5 转子
1)轴的残余应力和加工应力;
2)转子铜条焊接形成的应力;
3)转子铁心装压时,铁心各部紧量不一样,其铁心的弯曲力作用于轴上,使轴产生弯曲。
采取多次低温回火的方法,使铁心由淬火、装压、焊接产生的应力尽量在最后精加工前得以释放。其回火秩序为:一次回火,轴粗车后;二次回火,焊铜条并粗加工后;三次回火,焊完护环和转子粗加工后。
转子铁心装压后,以转子铁心外圆为基准在铁心外圆车三条工艺基准,在每次回火时均以工艺基准找正加工轴、保证铁心与轴的同轴度。转子的加工要始终以铁心为工艺基准。
4.2 转子的磨加工
转子的磨加工非常关键。转子的装夹方法有两种,一种为卡顶法,一种为双顶尖法。如果工件过重,采用第一种装夹方法会对磨床造成损坏。因此建议采用双顶尖法(两端为死顶尖)。该加工方法需注意:要保证该加工方法成功,必须保证转子中心孔的加工精度,特别是锥面的加工精度。如果中心孔精度不够,磨削过程中容易发生研孔,从而很可能发生吃刀现象,导致整台转子报废。特别是屏蔽电机转子并不是一根实轴,综合以上分析和多台制造经验,采取双顶尖法(两端为死顶尖)。采用该方法必须避免研孔。
避免研孔现象的发生需要做到三点:
1)转子的中心孔要尽量的小;
2)中心孔的加工在专用的打孔机上加工,并对孔进行研磨,必须保证孔的加工精度,顶尖和中心孔的锥面必须达到面接触后才能进行磨加工,否则很可能发生研孔现象;
3)加工过程中要经常对两顶尖进行稀油润滑。注意观察两端中心孔否有异常声音,磨削过程中要用百分表检测转子基准的跳动。若跳动有变化,必须立即停止磨加工;
4)转子的整个加工过程要始终以转子铁心为工艺基准;
5)在转子到精磨时,磨床进刀量不能超过0.01mm,并要适当增加修磨砂轮的次数。
5 结语
高温高压屏蔽电机的运行环境恶劣,因此必须严格控制其加工工艺。实践证明上述加工工艺能够很好地保证其机座、定子、转子的加工精度。