CW61125/18t车床几个典型问题的探讨
2013-12-10甘肃天水星火机床有限公司大装分厂黄国华
甘肃天水星火机床有限公司大装分厂 黄国华
Cw61125/18t系列大型卧式车床是我们公司在本世纪初针对装配制造业向着高、大、非、精、专发展,为适应市场需要而开发的。特别是最近十几年的风电、船舶、钢铁、石化等的发展需求,证明了该系列机床的开发方向是正确的,经过了市场的检验。如图1所示是用该机床加工风电主轴。
该机床也是我们公司开发最成功的一款,也是在卧车上首先使用电子直流调速和PLC控制最成功的。其设计理念都是比较先进的。它不是小型车床简单的放大和加大;也不是将电子直流调速和PLC简单的相加。它集机、电、液为一体,对主轴箱、床身、尾座、电器都进行了重新的设计。该卧式车床相对传统的普通卧式车床完全由人工机械换档变为由电气、液压自动换档,减少了机械零部件,降低了机械的故障率,也降低了操作时的劳动强度、提高了工作效率,十分方便机床维修、保养。
因该机床对普通主轴箱、床身、尾座、电器等进行了比较大的变动,所以它的维修与安装就与普通车床有了较大的不同,甚至在普通车床是正常合理而到该机床却不正常的,服务时主要表现在:一主轴无法换档、二床鞍爬行、三中心架滚轮损坏、四油泵不出油、五联轴器的损坏这几个方面。现就遇到这几个比较典型的几个问题进行分析。
一、主轴无法换档
该机床共有5个档位,其中1个空档,可实现1档0-24,2档0-50,3档0-100,4档0-200r/min的无极调速。主轴的换档是由按钮—电磁阀—油缸进行的在换档时,按动选定的档位按钮,电气信号经由电磁阀给油缸供油,油缸推动齿轮即可自动换档。推档到位后,接近开关检查到信号表示换档结束,可以工作。在换档的同时电机也自动进行着点动动作,便于齿轮啮合。

图1 机床加工风电主轴

图2 活塞
如图1所示,主轴箱内有两个水平放置的液压油缸,上面的有两个位置,下面的有三个位置,其中下面的一个中间位置是空档位,这样经过组合就有4个正常档位加1个空档位。该油缸的活塞为一光轴,其密封完全依靠自身的精度进行保证,既要轴向移动,又要进行密封,因此活塞配合间隙要求严格。因机床的使用环境相对恶劣,经常发生活塞因脏物卡住的现相,维修时要把油缸拆下,将活塞取出清洗,活塞如图2所示。但因活塞接触面间隙小,润滑油进不去,脏物出不来,活塞有时根本无法抽出,只能用压力机压出。在河南南阳淅川铝厂就因该油缸堵住,压的时候将油缸拉伤,而报废,在此以前,曾经在合肥一个生产液压设备的厂家搞服务时,出现同样的故障,他们对液压很有经验,他们根据自己的经验,建议在活塞杆上车上三道油槽即可解决此问题,当时就进行了改进,效果很好。该油槽即可储存油中脏物,也可润滑的作用。因此对淅川铝厂的该油缸进行了同样的出理,也取得了很好的效果,所以在以后的服务过程中,遇到相同的现象就按此方法处理,都取得了良好的效果。此方法1降低对单个工件的精度要求,2不增加任何成本,3还降低对工作环境的要求,减少了故障,可谓一举三得。
二、床鞍爬行
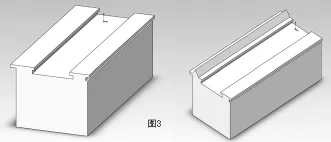
图3 床身

图4 结构示意
该现象在磨床比较常见,主要是因液压系统进入空气造成,在普车上却没有见到过。有一次在青铜峡铝厂服务时,遇到一台床鞍爬行的该机床,主要表现在检查所有零部件均正常,在空载和精车时出现,改变主轴转速及走刀量均没有效果,但在重切下爬行消失,这就非常奇怪。联想到该机床与普通车床床身最大的不同是:床身如图3所示。普通床身是山形加矩形,而该床身是两个矩形,是否因接触方式不同导致?将床鞍拆下翻过来观察,其表面接触良好、非常光滑(现在我们公司的床鞍滑动面均粘贴了聚四氟乙烯塑料软带),但油膜感觉很薄。按摩擦理论滑动摩擦接触面粗糙度越低、摩擦力越小,以前曾经读过一篇维修方面的文章,介绍说,导轨的接触面的接触不能太好,接触点数达到一定程度后,摩擦力反而增大,当时对此不能理解,总认为接触面越光越好。突然想起此事,遂用角磨机在床鞍软带上打出长约10mm、宽约2-3mm、深度将见铁(软带的厚度山形导轨为1mm、矩形导轨为1.5mm)的月牙形储坑,小坑之间相距约15mm均布。打磨后装上,爬行彻底消除
据此分析,以前的文章说的是对的,接触面的粗糙度太低,致使油膜很难产生,接触面之间的分子到达了产生吸力的间距。正如,两块磨的很光的块规可以不借助任何外力贴合在一起。后来在海安一用户那里遇到相同的问题,前面来人甚至将丝杠、丝母都更换了还是爬行,最后用上述方法处理也到达理想的效果。后来陆续又处理了几台,发现故障均在使用5-6个月时出现,经综合分析,出厂时,床鞍软带都有刮刀刮出的刀花,在一定时间内可以保证正常润滑,在使用一段时间,刀花逐渐磨去,软带磨平磨光,就剩下几条5mm宽的油槽,大面是光滑的,导轨里面无法存油,就出现了该故障。
三、中心架滚轮损坏
主要是滚轮轴与滚轮间隙太小,该处用的是角接触轴承,自身就有调心功能,因使用中心架加工的工件一般都是长工件,工件因自重会产生一定的弯曲,使滚轮与滚轮轴产生相对倾斜,虽然设计时考虑到有1mm,间隙,但实际使用时间隙还是太小。结构示意如图4所示。工件安装好不转动时有间隙,随着工件的转动,吃刀深度的变化,经常发生滚轮蹭着滚轮轴的现象,致使滚轮瞬间停转,工件将滚轮表面蹭坏。我们在遇到此情况时,一般是拆下滚轮,将该间隙直接放大3mm左右,就不会出现该问题。这个问题说明有时工作状态由静态到动态,就会有意想不到的问题出现。

图5
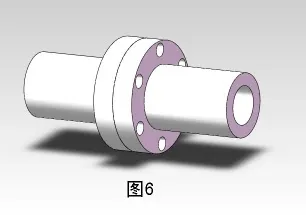
图6
四、油泵不出油
在服务是经常遇到油泵不出油,清洗滤油器、电磁阀均不行,拿出来在外边试验就正常,装上后有时好有时不好,弄得莫名其妙,最后试着将油泵提起一点,油立即泵出,如图5所示。最后分析主要油泵进油管的油口与滤网距离太近造成的,滤网是用细铜丝网锡焊在骨架做成的,滤网有的绷的紧,有的绷的比较松,绷紧的吸不起来,绷的松的,丝网会被吸起来,堵住进油管。该故障也与油温有关,油温高,油的粘度就低,丝网不容易吸起这些因素造成该现象时有时无,也不是每台都出现,故障很隐蔽。与到此现象时,一般索性将油管磨短10mm左右,就不会再出现。
五、联轴器的损坏
该系列车床的主电机为直流电机,经过弹性联轴器直接与主轴箱一轴相连。该联轴器中间有弹性钢片,有的车床几个月就损坏,而有的却用好几年。其主要原因是在安装电机是没有仔细找正,虽然是很简单的事,举手之劳却造成了不良影响。、该弹性联轴器允许有较大的误差,但还是尽量找正些比较好,圆跳控制在0.10mm,端面平行在0.15之内。当时费些事,为以后避免许多麻烦。找的正的机床电机也不震、联轴器也不容易坏;找的不好的电机在高速发震,有时地面都跟着震,联轴器也容易损坏,甚至影响工件的表面粗糙度。因此在安装电机时尽量多一份责任心,如图6所示。
以上所述,是在服务过程中的一些心得体会。一、二、四项所述是我体会最深的,很值得再深究。三、五项所述是提些建议,尽量减少不必要故障。