AICEYA760型铣床电气改造
2013-12-04丁少文卫林叶
丁少文 卫林叶 张 勇
中航工业陕西飞机工业集团有限公司机械动力公司 陕西汉中市
中航工业陕西飞机工业集团有限公司机械动力公司AICEYA760型铣床是法国20世纪70年代产品,机床结构紧凑,机械化和自动化程度较高,一直以来都是公司加工飞机复杂铝合金零件的主要设备。由于使用时间较长,近年来设备故障不断,严重影响公司正常生产任务。为此,在详细分析设备故障原因后,对其进行维修改造,恢复了设备原有功能。
一、问题的提出
经分析,该铣床故障与机械部分结构没有太大关系,机床主要功能基本由电气控制实现,电气控制线路复杂,控制元件采用大量小型直流继电器和双状态直流继电器,控制线路中采用大量阻容回路。由于使用时间长,机床线路老化,阻容元件变值,小型直流继电器特别是双状态直流继电器工作不稳定,继电器触头容量小且触点接触不良,造成机床故障频繁。此外,机床电气系统中的元器件国产元件无法替代,设备长期得不到有效的维护修理,也是设备的使用状态逐渐恶化的主要原因。由于设备故障主要由电气控制系统引起,因此必须对其进行改造。改造原则是简化机床控制线路,保留原机床的电机及部分限位开关,废除原机床的线路及元件,重新设计机床的主线路与控制线路,机床元器件全部选用国产件,增强其互换性,方便今后维修。
二、改造实施
AICEYA760型铣床动力系统由3kW主轴电机、1.47kW工作台拖动电机和0.1kW冷却泵电机组成。主控回路见图1,主轴电机M1由交流接触器KM1控制运行,冷却泵电机则由转换开关QS2控制运行,工作台拖动电机M3由交流接触器KM2与KM3控制正反向运行。机床电源由转换开关QS1控制其接通与断开,考虑到维修方便,具有良好的互换性,KM1与KM2、KM3均选用国产CJO-10型380V接触器。在程序控制部分的继电器,均采用MY4N型24V直流继电器,该型继电器体积小,而触头容量大,工作可靠,有助于机床稳定运行。整个机床的控制回路大体可分两大部分即主轴电机的控制与工作台拖动电机的控制。
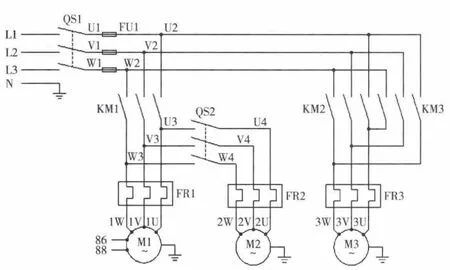
图1 AICEYA760型铣床主控回路
1.主轴控制(图 2)
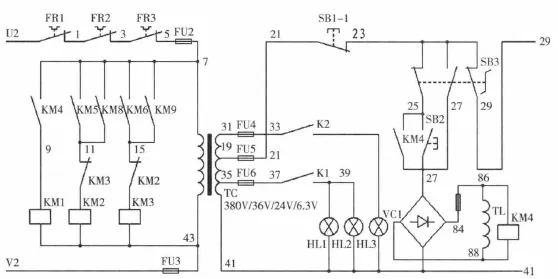
图2 AICEYA760型铣床主轴控制
合上转换开关QS1,机床接通电源,变压器TC得电,其输出端有电压输出,此时按下启动按钮SB2,硅整流器VC1的输入端有24V交流电压输入,同时其输出端输出24V直流电压,主轴电机刹车线圈TL得电,主轴电机M1制动释放,同时直流继电器KM4线圈得电吸合,25与27间常开触点KM4闭合自保,而7与9间常开触点闭合,使接触器KM1线圈得电吸合,KM1主触头动合接通电机M1启动运转,形成两个控制回路:①21→SB1→23→SB3→25→SB2(KM4)→27→VC1→TL(KM4);②U2→FR1→1→FR2→3→FR3→5→FU2→7→KM4→9→KM1→43→FU3→V2。
主轴电机带有制动机构,其制动释放线圈电源为直流24V,将制动释放线圈TL与继电器KM4线圈并联,这样可保证主轴电机启动前电机制动机构释放,而在主轴电机停止时,电机制动释放线圈TL与继电器KM4线圈同时失电,实现主轴电机制动。在主轴变速手柄旁边装有按钮SB3,其主要功能:①可对主轴电机进行点动,使变速时齿轮易于啮合;②可对主轴电机进行启动;③可对主轴电机进行停止控制,这些功能都为机床的操作带来方便。
2.工作台的控制
(1)工作台纵向左右运动。由交流接触器KM2、KM3控制电机M3的正反转实现,而接触器KM2与KM3的工作则由继电器KM5与KM6来控制。工作台纵向的工作进给与快速移动则由手柄开关SA1-4控制,分别由工作进给离合器EL1与快速移动离合器RL1来实现。
①工作台向右。将工作台纵向控制手柄SA1扳置“向右”位置时,手柄开关SA1-2闭合,继电器KM5线圈得电吸合,其7与11之间常开触点KM5闭合,接触器KM2线圈得电吸合,拖动电机M3正向启动运行。同时继电器KM5、8与28之间常开触点闭合,电磁离合器EL1得电,工作台向右做工作进给,而10与12之间常开触点KM5闭合,实现自保,其控制回路为:8→SA1-1→10→SA1-2→12→SQ1→14→SQ2→16→KM6→18→KM5→2。当需要工作台快速向右移动时,只需将纵向控制手柄SA1扳置“快速”位置,手柄开关SA1-4断开工作离合器EL1电源,同时接通快速离合器RL1电源,并配合机械的转换,这时工作台将快速向右移动,当松开快速手柄后,其手柄开关SA1-4则断开快速离合器RL1电源,同时又接通工作离合器EL1的电源,工作台仍将做向右工作进给,当需要停止时,只要将手柄开关SA1扳置“停止”位置,手柄开关SA1-1断开电源,继电器KM5线圈失电释放,进给电机与离合器同时停止工作,工作台向右运动停止。
②工作台向左。工作台向左运行与工作台向右运行原理相同,只要将纵向控制手柄SA1扳置“向左”位置时,10与20之间手柄开关SA1-3闭合,继电器KM6线圈得电吸合,控制工作台向左运动,其控制回路为:8→SA1-1→10→SA1-3→20→SQ3→22→SQ4→24→KM5→26→KM6→2,其中 10与 20之间 KM6的常开触点为继电器KM6自保。
(2)工作台的垂直运动。工作台垂直方向上下运动由继电器KM8与KM9来控制实现,其中工作进给与快速移动则由垂直控制手柄控制其工作离合器EL2与快速离合器RL2的得电与失电实现。另外工作台做垂直方向运动时,须将垂直/横向选择开关扳置“垂直”位置,这时选择开关SA4接通,继电器KM7得电工作,工作台方可作垂直方向的运动。
①工作台向下。将工作台垂直向手柄SA2扳置“向下”位置时,手柄开关SA2-2接通,继电器KM8线圈得电吸合,其7与11之间常开触点KM8闭合,接触器KM2线圈得电吸合,电机M3得电正向启动运行,同时8与74之间常开触点KM8闭合,电磁离合器EL2得电,这时工作台向下做进给运动,其控制回路为:8→KM7→36→SQ13→SQ14→38→SA2-1→40→SA2-2→42→KM7→44→SQ5→46→SQ6→52→KM9→54→KM8→2,继电器KM8通过40→V1→45→KM8→42回路实现自保。当需要工作台快速下降时,只需将垂直控制手柄SA2扳置“快速”位置,手柄开关SA2-4断开工作离合器EL2电源,同时接通快速离合器RL2电源,这时工作台将快速向下移动,当松开快速手柄后,其手柄开关SA2-4则断开快速离合器RL2电源,同时接通工作离合器EL2电源,工作台将仍做向下工作进给。当需要工作台运行停止时,只要将手柄SA2扳置“停止”位置,手柄开关SA2-1断开电源,继电器KM8线圈失电释放,进给电机与离合器同时停止工作,工作台向下运行停止。
②工作台向上。工作台向上的控制原理与工作台向下的控制原理相同,将垂直控制手柄SA2扳置“向上”位置时,40与60之间手柄开关SA2-3接通,继电器KM9得电吸合,7与15之间KM9常开触点闭合,接触器KM3线圈得电吸合,电机M3反向启动,拖动工作台向上运行,其控制回路为:8→KM7→36→SQ13→SQ14→38→SA2-1→40→SA2-3→60→KM7→62→SQ9→64→SQ10→70→KM8→72→KM9→2;继电器 KM9通过40→V2→47→KM9→60回路实现自保。
(3)工作台的横向运动。工作台的横向运动与工作台垂直运动的控制原理基本相同,工作台横向运动时需要将工作台垂直/横向选择手柄扳置“横向”位置,其选择开关SA4断开继电器KM7线圈电源,KM7失电,其触点释放复位,这时工作台可做横向运动。
①工作台向前。将工作台横向控制手柄SA3扳置“向前”位置时,手柄开关SA3-3接通继电器KM8线圈得电吸合,电机M3正向启动运转带动工作台向前运行,其控制回路为:8→KM7→56→SA3-1→58→SA3-3→42→KM7→48→SQ7→50→SQ8→52→KM9→54→KM8→2;继电器 KM8通过 58→V3→45→KM8→42回路实现自保,工作台的工作运行与快速移动通过手柄开关SA3-4控制实现。
②工作台向后。工作台向后运行与向前运行原理相同。其控制回路为:8→KM7→56→SA3-1→58→SA3-2→60→KM7→66→SQ11→68→SQ12→70→KM8→72→KM9→2;继电器 KM9通过58→V4→47→KM9→60回路实现自保。
工作台的运行是通过控制工作台拖动电机的正、反向运行,以及控制工作离合器与快速离合器的得电与失电并与机械配合实现了工作台6个方向的工作进给与快速移动。而工作台的进给速度则有机械上不同齿轮的相互啮合实现。
此外,在机床电气线路的设计中,设置了熔断器FU1~FU8对机床的主回路和各种控制回路做短路保护,而主轴电机、冷却泵电机及工作台拖动电机,则分别由接触器KM1与KM2、KM3进行欠压与失压保护,由热继电器FR1、FR2及FR3进行过载保护。并在线路中设置限位开关SQ13与SQ14作为手动工作台垂直升降摇把的安全保护。限位开关SQ1与SQ3、SQ5与SQ7、SQ9与SQ11做工作台纵向向右与向左,垂直方向向下与向上,横向向前与向后的工作限位,SQ2与SQ4、SQ6与SQ8、SQ10与SQ12为工作台纵向向右与向左,垂直方向向下与向上,横向向前与向后的终点限位,从而保证了机床运行安全可靠。
此次对机床的成功改造,证明早期购买的外国机床,大部分设备技术状态还是较好的,只是在维修时由于缺乏相关备件,才导致设备不能正常使用,淘汰十分可惜。如果能够利用自身技术加上国产可替代的零部件及元器件,将这些旧设备加以改造,完全可以恢复其生产能力,给企业节省大量经费。