提高国内木窗油漆质量和效率
2013-12-02金田豪迈木业机械有限公司董事长关健华
金田豪迈木业机械有限公司董事长 关健华
目前国内普遍的木窗油漆涂装生产方式
第一,木窗的吊挂系统采用手动吊线。这种方式主要是用一个有吊杆的小车,并用挂钩系统组成。手工进行操作,用人力进行不断的拉动来移动木窗,所有工作都在一个区域。优点是制造容易,成本低廉。缺点是当木窗的生产量很大时,工作就很困难,生产效率较低,劳动强度大,需要占用很大的空间,木窗油漆的质量容易受环境的影响,对于自动化的淋涂机器和喷涂机器无法配合使用。
第二,油漆的喷涂方式采用人工手工的方式。即底漆工对木窗逐个进行手工浸涂,优点是基本不需要设备,油漆浪费少。缺点是油漆渗透层厚, 人工工作条件很差, 污染环境, 消耗大量的人力工作。面漆工对木窗正反两面逐个进行手工喷涂,优点是基本不需要设备,加工灵活。缺点是很难控制油漆喷涂量,污染环境,油漆浪费量大,无法进行油漆回收,消耗大量的人力工作。
第三,油漆干燥的方式采用在厂房内进行自然晾干方式。优点是不需要设备,无需增加固定资产费用。缺点是对于油漆干燥过程中要求的稳定和湿度很难控制,干燥时间也很难进行统一,导致油漆的质量也很难控制。
变革
第一,采用先进的新吊挂系统,即双轨Bi-rail系统。这是一个封闭的循环工作系统,链在上轨,吊杆推进块在底轨道,一个或二个小车推动吊杆,工件挂在吊杆上,吊杆能平行地在堆垛区进行凉干或其它操作。而且吊杆进入缓冲区时是由液压推杆送入堆垛区的,可以将最多的工件推送进入最小的空间,效率最高,不会晃动。拥有单独的上下料区域、喷涂区域、干燥区域。由电脑进行自动行进控制,可根据不同的油漆工艺进行调整。将木窗油漆分成底漆和面漆两条生产线,根据具体工艺连接相应的自动淋涂和喷涂设备,可进行自动化生产。
第二,底漆采用设备自动淋涂方式。无需人工干预,无任何油漆浪费,环境干净整洁,可进行速度调节 ;可进行连续或间隙运行;在间隙运行中可以设置滴流时间;浇涂机和传送带可进行联动,在不需要淋涂时,淋涂泵可自动停止;自动计数,当工作完成时,自动停机。
面漆喷涂可采用机器手臂进行自动静电喷涂。该系统由木窗扫描器、静电发生器、带多把混气喷枪的往复式机器手臂、油漆回收系统、封闭系统和排气系统等组成。结构较复杂,但是无需任何人工干预,油漆喷涂均匀,能够最大效果的使油漆喷涂后,吸附到木窗的表面,最大的降低油漆浪费,提高油漆使用效率。世界知名品牌的混气喷枪和封闭系统也极大的提高了油漆喷涂质量。稍微过度喷涂一点的浪费油漆,也经过专利冷壁回收系统进行储存,然后可以进行回收。

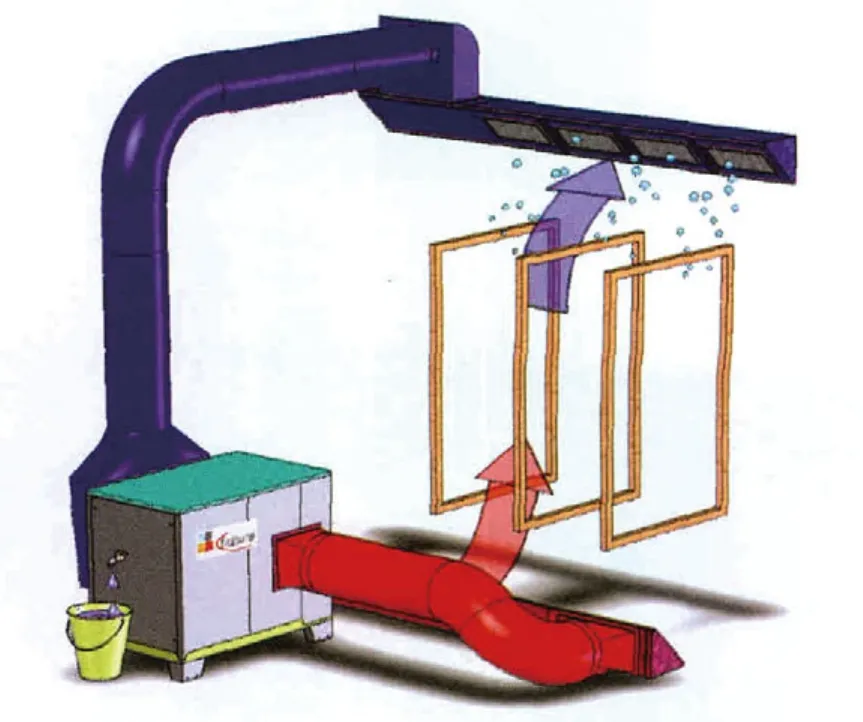
第三,油漆干燥采用隧道式集中干燥,由专利的LDP方式进行干燥。油漆后的木窗在隧道内,由电加热升温,水性漆中的水分挥发出来后,由LDP对隧道内的湿气进行脱水,将湿气重新凝结成液态水回收,从而达到油漆的干燥。此方式优点是油漆干燥不受环境温度和湿度的影响,能够最大限度的降低干燥温度,从而达到非常适合水性油漆干燥的要求,和常规干燥相比能够节约30%的时间。LDP是在一个自循环系统内工作,不用进行外排气,节能环保。

采用了新的油漆生产线后,增加了很多优点:
1. 产品质量和稳定性得到很大的提升。
2. 提高了生产效率,缩短了交货周期。
3. 改善了油漆车间的环境,简化了生产管理。
4. 更加节能环保。
5. 节省了工厂的占地面积,减少了生产人员编制。